") 用PLC實現卷徑計算的兩種算法
用PLC實現卷徑計算的兩種算法

卷徑計算,是動態(tài)計算如鋼卷,紙卷等存料量的一種方法,它是實現張力控制和自動充放料、以及甩尾控制的重要前提。卷徑計算目前主流的方法有兩種,一種是根據機列速度(產線速度)和和被測卷的轉動角速度求得;另一種是根據被測卷的轉動圈數和測長裝置實測的被測卷轉動圈數下的距離計算得到。
第一種方法主要針對較薄材質,如鋁帶、紙卷、薄膜類,這類產品或原料的特點就是薄壁,自身彈性小、屈服強度小,生產過程中卷徑變化連續(xù)且速度跟隨性好。開卷半徑R采用線速度計算公式R=ν/ω(其中,R為開卷半徑,ν為線速度m/s,ω為角速度rad/s),速度ν可由機列速度(產線速度)直接測得,而ω可根據角速度公式ω=2πn(n為測量卷轉速r/s)求得。采用這種算法優(yōu)點在于實時更新卷徑,缺點是對材質和控制方法有一定要求。
這篇主要講第二種方法,主要針對有一定厚度的材料卷,例如鋼帶卷。本方法需要用到兩個元件,接近開關或者行程開關,還有編碼器。


相信大家已經能想到了,我們取開卷機旋轉一周內測量的長度,這個長度就是鋼卷周長,周長/π即得到卷徑。關于開卷機轉一圈內的鋼帶長度測量算法及硬件配置,參見增量編碼器連續(xù)計長的PLC編程方法(建議收藏)一文詳解。算法程序見下圖:




引申一下:這種方法不但能測量被測鋼卷卷徑,還能測量剩余鋼卷的長度,長度相較卷徑能更直接的反應存料量,更方便進行控制。算法核心在于利用了圓方面積等效的對應數學關系。首先計算鋼卷有效的側截面積即:鋼卷外徑截面積-鋼卷內徑空心截面積,得到的面積差看做矩形面積,矩形面積/鋼帶厚度,得到的就是當前卷徑下,對應的鋼卷長度。見下圖:

其實,為了計算準確,最終程序為了結合鋼帶卷的特點,做了一些工藝上的處理,例如濾波等等。限于時間和篇幅細節(jié)無法展開,先分享到這里,原創(chuàng)不易,各位的每次轉發(fā)、點贊、紅心對我都很重要,歡迎大家多多關注,有你們的支持我會分享更多帶著一線溫度的好文。
-
編碼器
+關注
關注
45文章
3907瀏覽量
141645 -
plc
+關注
關注
5045文章
14468瀏覽量
484038 -
算法
+關注
關注
23文章
4764瀏覽量
97310
原文標題:用PLC實現卷徑計算的兩種算法(內附公式建議收藏)
文章出處:【微信號:gkongbbs,微信公眾號:工控論壇】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
下面兩種算法哪種更有效率?
兩種典型的ADRC算法介紹
如何使用兩種不同的算法來驅動特定的bldc無傳感器電機?
計算機程序設計藝術 (含第1卷,第2卷,第3卷 基本算法)
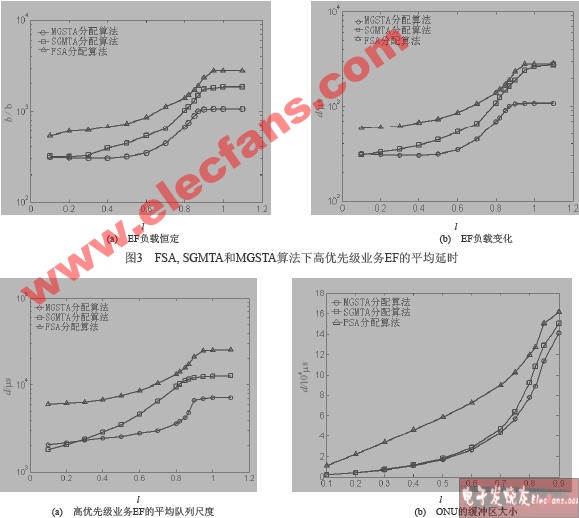
支持QoS的兩種新型帶寬分配算法
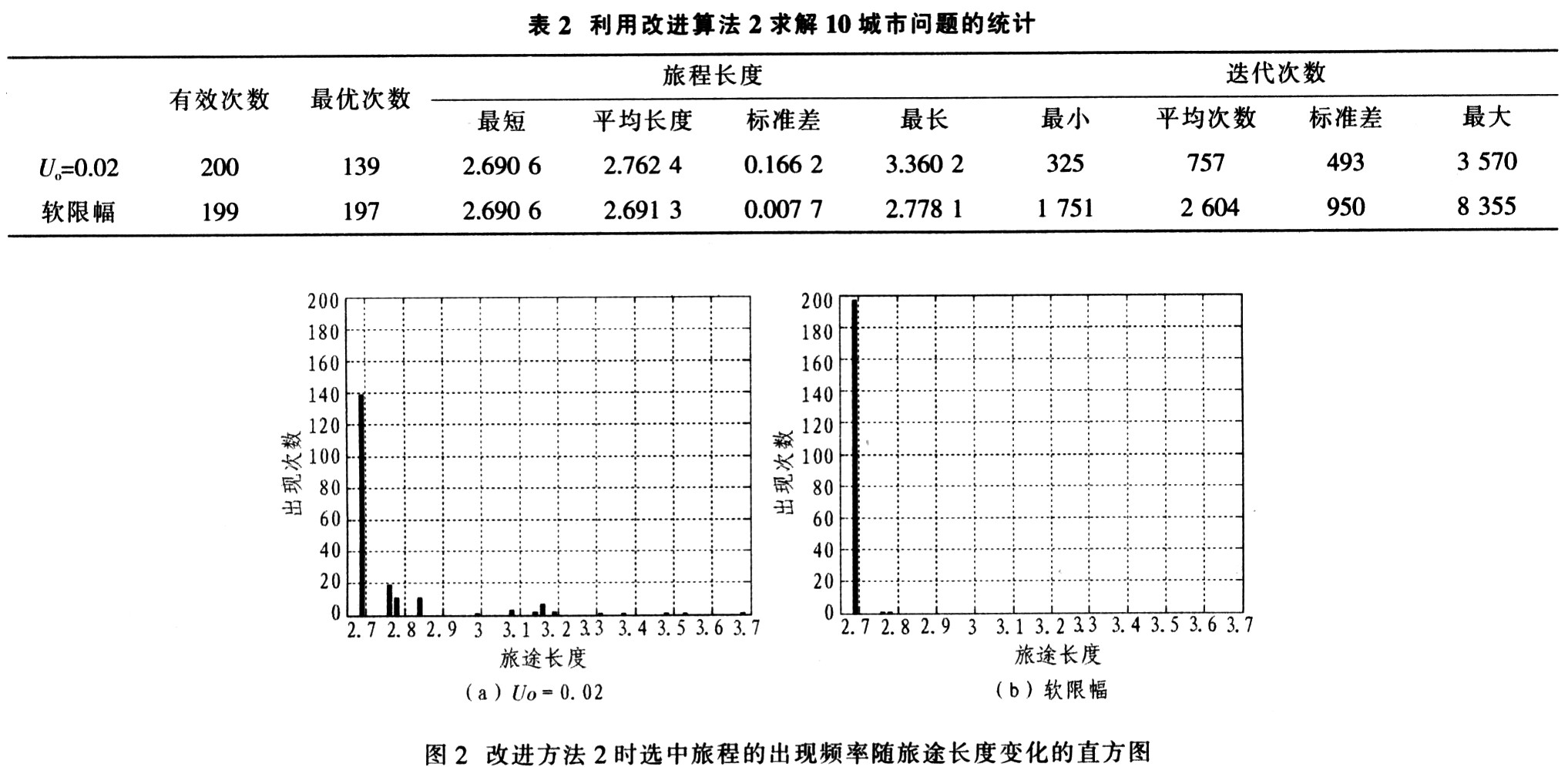
Hopfield網絡求解TSP兩種改進算法的仿真研究
LCD顯示漢字的兩種算法分析
基于顯性與隱性時空關聯的兩種用戶激勵算法

在MATLAB/simulink中建模時的兩種不同實現方式
MATLAB/simulink中兩種實現建模方式的優(yōu)勢
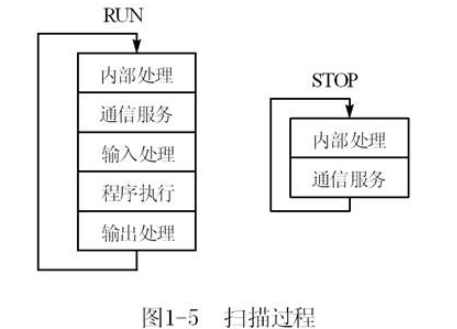
PLC的兩種基本工作模式及掃描過程



 工商網監(jiān)
工商網監(jiān)
評論