 數控車床用刀具的交換功能
數控車床用刀具的交換功能

一、數控車床用刀具的交換功能
1. 刀具的交換
指令格式一:T0101;
該指令為FANUC系統轉刀指令,前面的T01表示換1號刀,后面的01表示使用1號刀具補償。刀具號與刀補號可以相同,也可以不同。
指令格式二:T04D01;
該指令為SIEMENS系統轉刀指令,T04表示換4號刀,D01表示使用4號刀的1號刀沿作為刀具補償存儲器。
2. 換刀點
所謂換刀點是指刀架自動轉位時的位置。
大部分數控車床,其換刀點的位置是任意的,換刀點應選在刀具交換過程中與工件或夾具不發生干涉的位置。還有一些機床的換刀點位置是一個固定點,通常情況下,這些點選在靠近機床參考點的位置,或者取機床的第二參考點來作為換刀點。
二、刀具補償功能
1. 刀具補償功能的定義
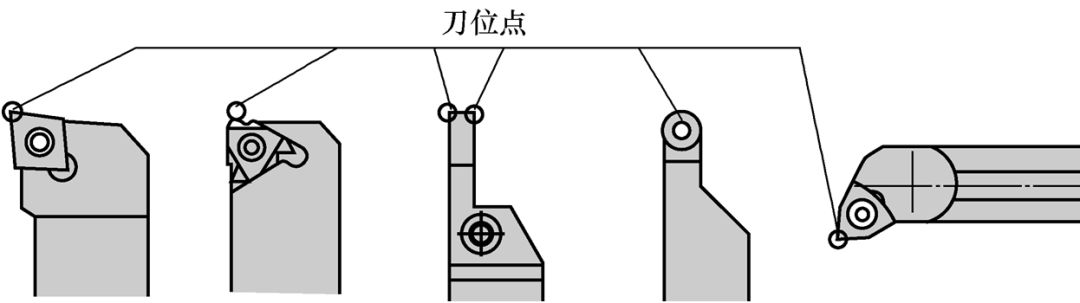
在數控編程過程中,為使編程工作更加方便,通常將數控刀具的刀尖假想成一個點,該點稱為刀位點或刀尖點。
數控機床根據刀具實際尺寸,自動改變機床坐標軸或刀具刀位點位置,使實際加工輪廓和編程軌跡完全一致的功能,稱為刀具補償(系統畫面上為“刀具補正”)功能。
數控車床的刀具補償分為:
刀具偏移(也稱為刀具長度補償)
刀尖圓弧半徑補償
2. 刀位點的概念
所謂刀位點是指編制程序和加工時,用于表示刀具特征的點,也是對刀和加工的基準點。數控車刀的刀位點如圖所示。尖形車刀的刀位點通常是指刀具的刀尖;圓弧形車刀的刀位點是指圓弧刃的圓心;成形刀具的刀位點也通常是指刀尖。
三、刀具偏移補償
1. 刀具偏移的含義
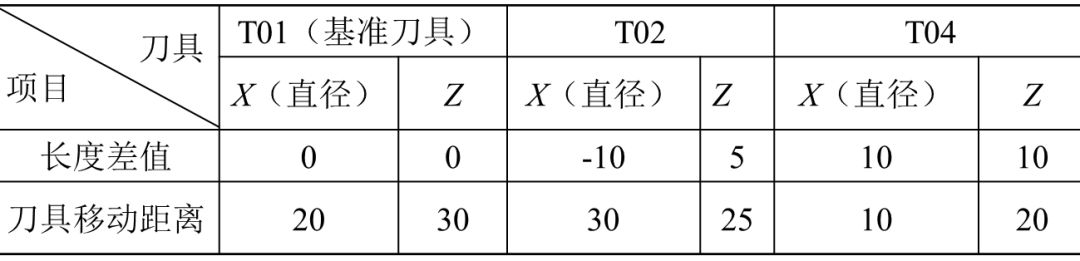
刀具偏移是用來補償假定刀具長度與基準刀具長度之長度差的功能。車床數控系統規定X軸與Z軸可同時實現刀具偏移。
刀具幾何偏移:由于刀具的幾何形狀不同和刀具安裝位置不同而產生的刀具偏移。
刀具磨損偏移:由刀具刀尖的磨損產生的刀具偏移。
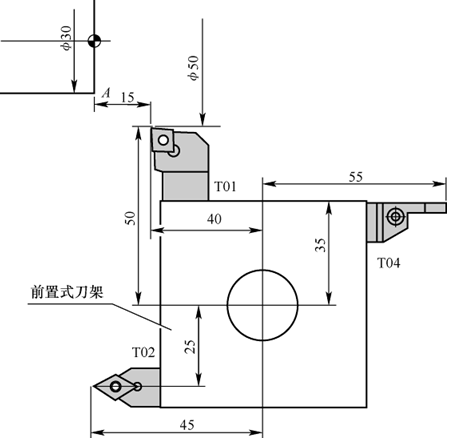
刀具偏移補償功能示例:
FANUC系統的刀具幾何偏移參數設置如圖所示,如要進行刀具磨損偏移設置則只需按下軟鍵[磨耗]即可進入相應的設置畫面。
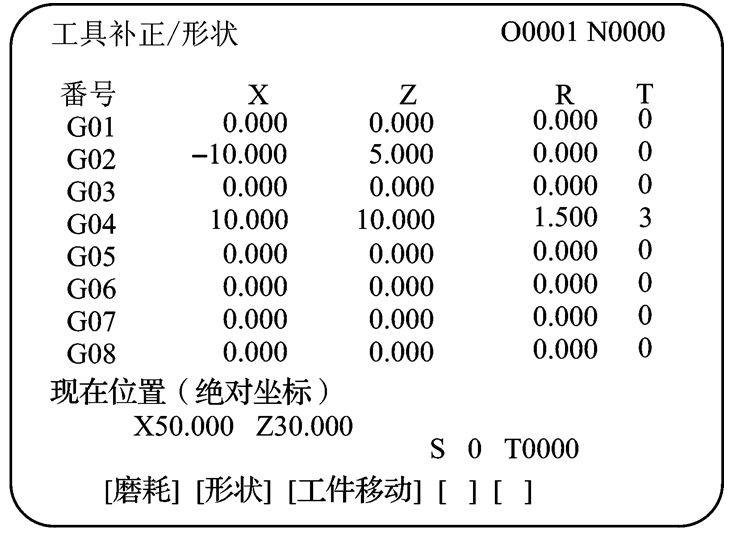
圖中的代碼“T”指刀沿類型,不是指刀具號,也不是指刀補號。
2. 利用刀具幾何偏移進行對刀操作
(1)對刀操作的定義
調整每把刀的刀位點,使其盡量重合于某一理想基準點,這一過程稱為對刀。
(2)對刀操作的過程
1)手動操作加工端面,記錄下刀位點的Z向機械坐標值。
2)手動操作加工外圓,記錄下刀位點的X向機械坐標值,停機測量工件直徑,計算出主軸中心的機械坐標值。
3)將X、Z值輸入相應的刀具幾何偏移存儲器中。
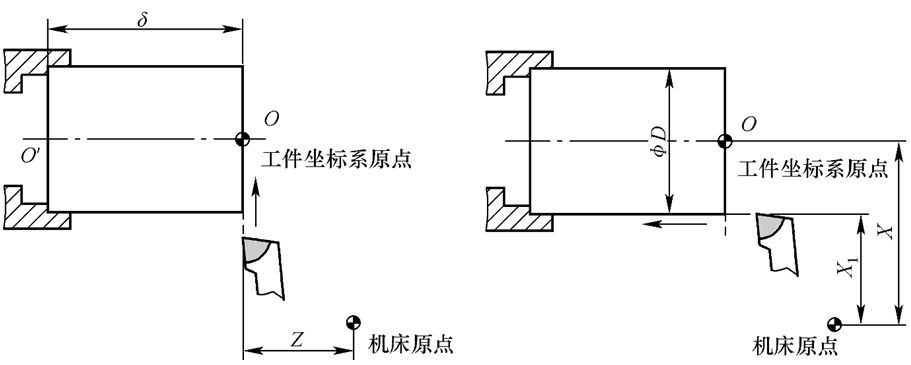
(3)利用刀具幾何偏移進行對刀操作的實質
利用刀具幾何偏移進行對刀的實質就是利用刀具幾何偏移使工件坐標系原點與機床原點重合。
3. 刀具偏移的應用
利用刀具偏移功能,可以修整因對刀不正確或刀具磨損等原因造成的工件加工誤差。
例:加工外圓表面時,如果外圓直徑比要求的尺寸大了0.2mm,此時只需將刀具偏移存儲器中的X值減小0.2,并用原刀具及原程序重新加工該零件,即可修整該加工誤差。同樣,如出現Z方向的誤差,則其修整辦法相同。
四、刀尖圓弧半徑補償(G40、G41、G42)
1. 刀尖圓弧半徑補償的定義
在實際加工中,由于刀具產生磨損及精加工的需要,常將車刀的刀尖修磨成半徑較小的圓弧,這時的刀位點為刀尖圓弧的圓心。
為確保工件輪廓形狀,加工時不允許刀具刀尖圓弧的圓心運動軌跡與被加工工件輪廓重合,而應與工件輪廓偏移一個半徑值,這種偏移稱為刀尖圓弧半徑補償。圓弧形車刀的刀刃半徑偏移也與其相同。
2. 假想刀尖與刀尖圓弧半徑
在理想狀態下,我們總是將尖形車刀的刀位點假想成一個點,該點即為假想刀尖(圖中的A點)。
在對刀時也是以假想刀尖進行對刀。但實際加工中的車刀,由于工藝或其他要求,刀尖往往不是一個理想的點,而是一段圓弧(如圖中的BC圓弧)。
所謂刀尖圓弧半徑是指車刀刀尖圓弧所構成的假想圓半徑(圖中的r)。實踐中,所有車刀均有大小不等或近似的刀尖圓弧,假想刀尖在實際加工中是不存在的。
3. 未使用刀尖圓弧半徑補償時的加工誤差分析
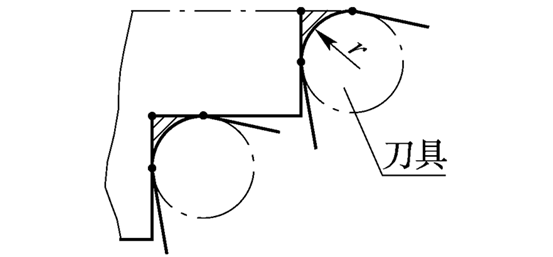
(1)加工臺階面或端面時,對加工表面的尺寸和形狀影響不大,但在端面的中心位置和臺階的清角位置會產生殘留誤差,如圖所示。
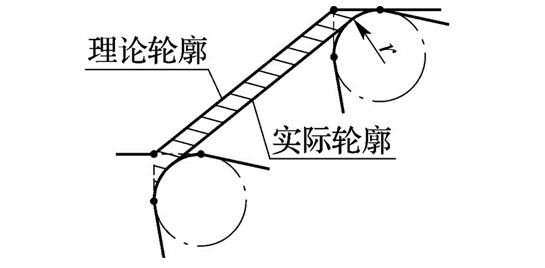
(2)加工圓錐面時,對圓錐的錐度不會產生影響,但對錐面的大小端尺寸會產生較大的影響,通常情況下,會使外錐面的尺寸變大,而使內錐面的尺寸變小,如圖所示。
(3)加工圓弧時,會對圓弧的圓度和圓弧半徑產生影響。
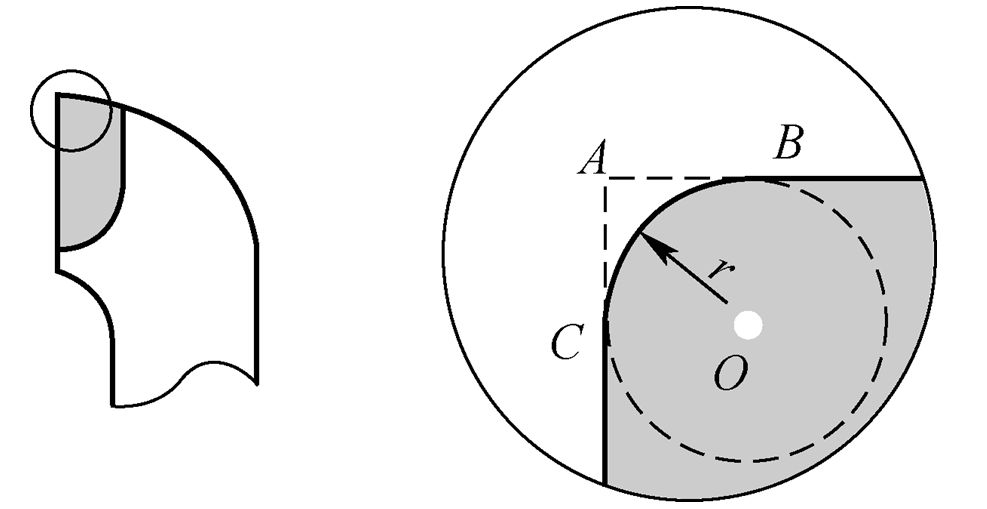
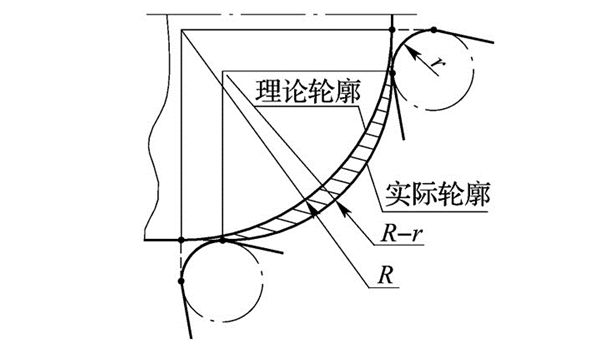
加工外凸圓弧時,會使加工后的圓弧半徑變小
其值=理論輪廓半徑R–刀尖圓弧半徑r,如圖所示。
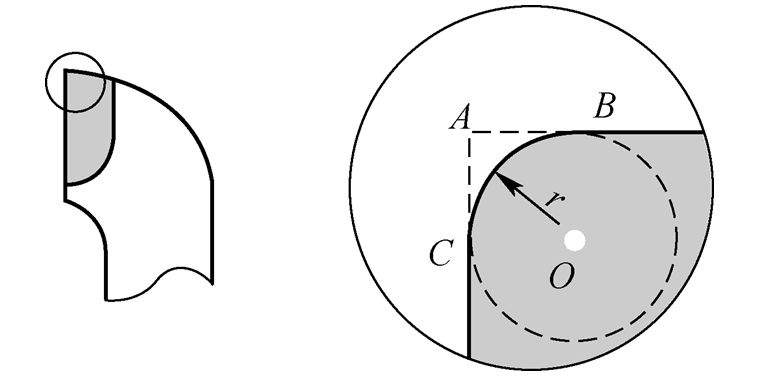
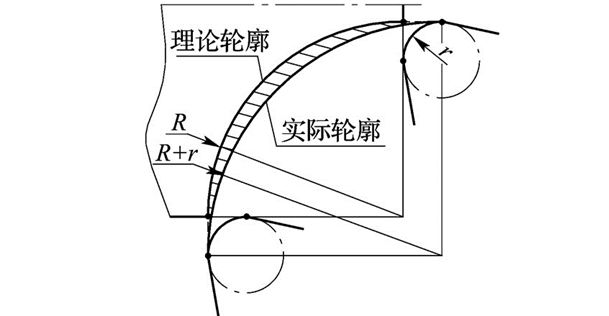
加工內凹圓弧時,會使加工后的圓弧半徑變大
其值=理論輪廓半徑R 刀尖圓弧半徑r,如圖所示。
4. 刀尖圓弧半徑補償指令
1)指令格式
G41 G01/G00 X_Y_F_;
刀尖圓弧半徑左補償
G42 G01/G00 X_Y_F_;
刀尖圓弧半徑右補償
G40 G01/G00 X_Y_;
取消刀尖圓弧半徑補償)
2)指令說明
刀尖圓弧半徑補償偏置方向的判別:
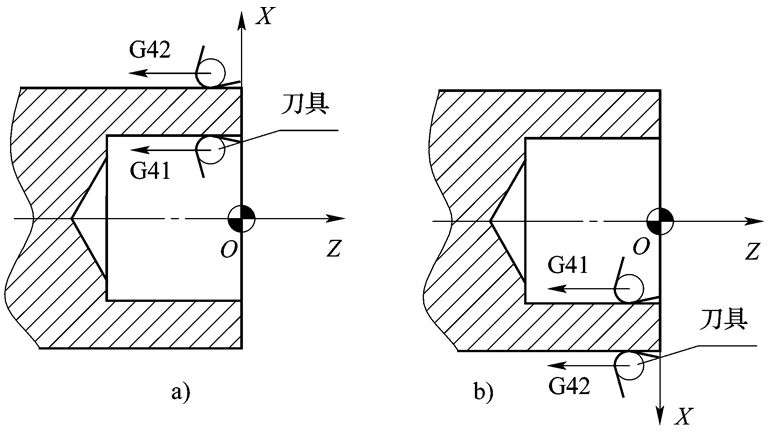
a)后置刀架, Y軸向外
b)前置刀架, Y軸向內
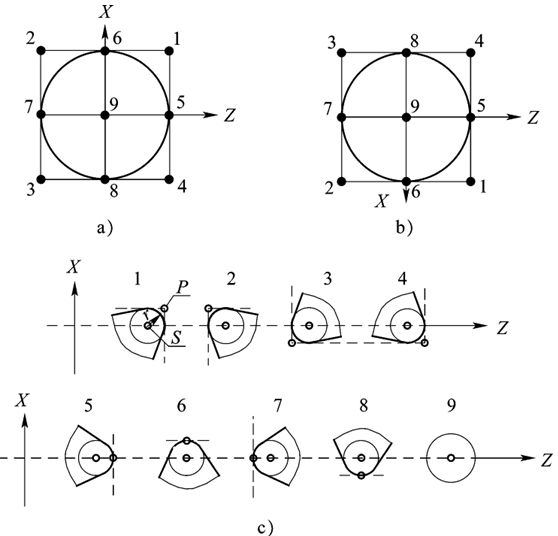
5. 圓弧車刀刀沿位置的確定
根據各種刀尖形狀及刀尖位置的不同,數控車刀的刀沿位置如圖所示,共有9種。
a)后置刀架, Y軸向外
b)前置刀架, Y軸向內
c)具體刀具的相應刀沿號
P–假想刀尖點 S–刀沿圓心位置 r–刀尖圓弧半徑
部分典型刀具的刀沿號
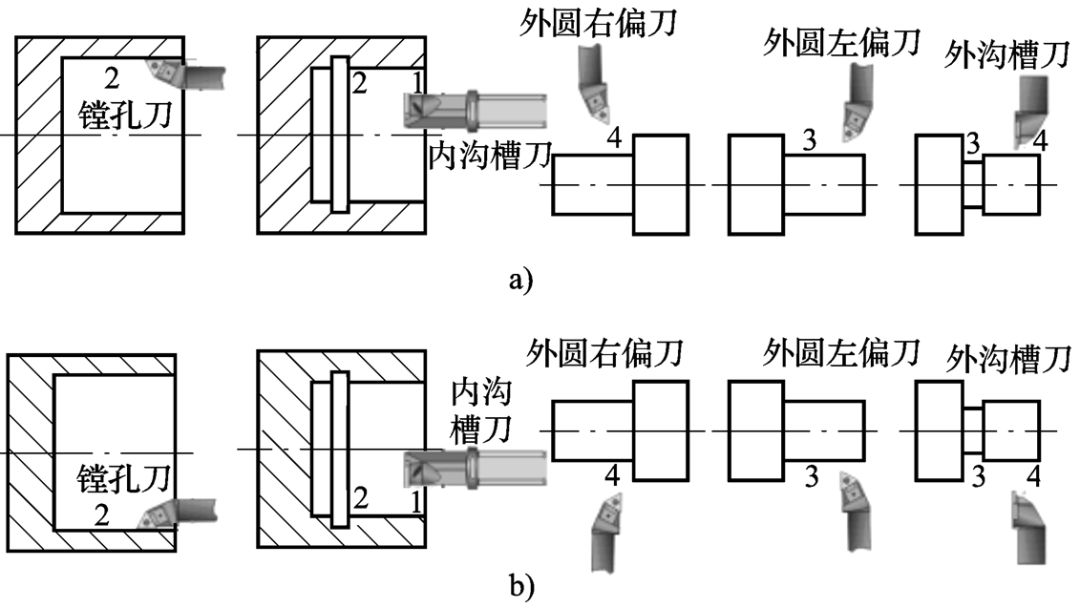
a)后置刀架的刀沿位置號
b)前置刀架的刀沿位置號
6. 刀尖圓弧半徑補償過程
刀尖圓弧半徑補償的過程分為三步:
刀補的建立
刀補的進行
刀補的取消
O0010;
N10 G99 G40 G21;
(程序初始化)
N20 T0101;
(轉1號刀,執行1號刀補)
N30 M03 S1000;
(主軸按1000r/min正轉)
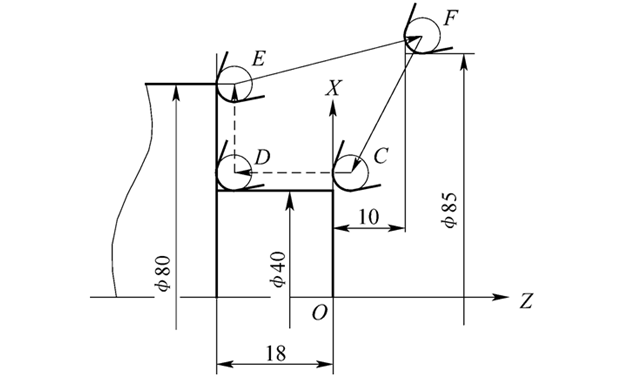
N40 G00 X85.0 Z10.0;
(快速點定位)
N50 G42 G01 X40.0 Z5.0 F0.2;
(刀補建立)
N60 Z-18.0;
(刀補進行)
N70 X80.0;
(刀補進行)
N80 G40 G00 X85.0 Z10.0;
(刀補取消)
N90 G28 U0 W0;
(返回參考點)
N100 M30;
(1)刀補的建立
刀補的建立指刀具從起點接近工件時,車刀圓弧刃的圓心從與編程軌跡重合過渡到與編程軌跡偏離一個偏置量的過程。該過程的實現必須與G00或G01功能在一起才有效。
N50 G42 G01 X40.0 Z5.0 F0.2;
(刀補建立)
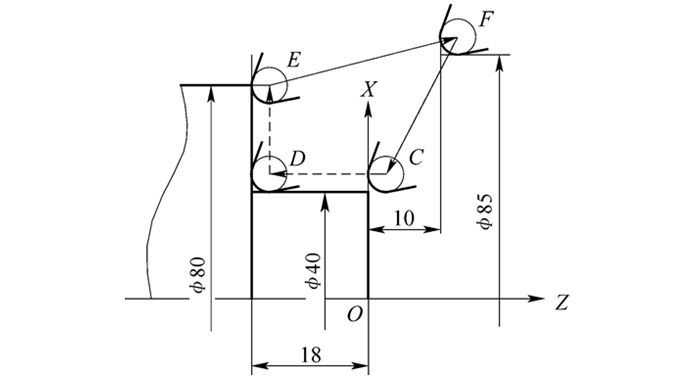
FC–刀補建立 CDE–刀補進行 EF–刀補取消
(2)刀補進行
在G41或G42程序段后,程序進入補償模式,此時車刀圓弧刃的圓心與編程軌跡始終相距一個偏置量,直到刀補取消。
N60 Z-18.0;
(刀補進行)
N70 X80.0;
(刀補進行)
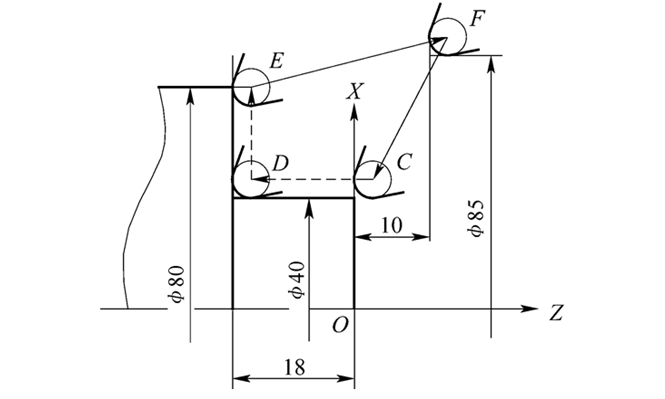
FC–刀補建立 CDE–刀補進行 EF–刀補取消
(3)刀補取消
刀具離開工件,車刀圓弧刃的圓心軌跡過渡到與編程軌跡重合的過程稱為刀補取消,如圖中的EF段(即N80程序段)。刀補的取消用G40來執行,需要特別注意的是,G40必須與G41或G42成對使用。
N80 G40 G00 X85.0 Z10.0;
(刀補取消)
FC–刀補建立 CDE–刀補進行 EF–刀補取消
7. 進行刀具半徑補償時應注意的事項
(1)刀具圓弧半徑補償模式的建立與取消程序段只能在G00或G01移動指令模式下才有效。
(2)G41/G42不帶參數,其補償號(代表所用刀具對應的刀尖半徑補償值)由T指令指定。該刀尖圓弧半徑補償號與刀具偏置補償號對應。
(3)采用切線切入方式或法線切入方式建立或取消刀補。對于不便于沿工件輪廓線方向切向或法向切入切出時,可根據情況增加一個過渡圓弧的輔助程序段。
(4)為了防止在刀具半徑補償建立與取消過程中刀具產生過切現象,在建立與取消補償時,程序段的起始位置與終點位置最好與補償方向在同一側。
(5)在刀具補償模式下,一般不允許存在連續兩段以上的補償平面內非移動指令,否則刀具也會出現過切等危險動作。補償平面非移動指令通常指僅有G、M、S、F、T指令的程序段(如G90、M05)及程序暫停程序段(G04 X10.0)。
(6)在選擇刀尖圓弧偏置方向和刀沿位置時,要特別注意前置刀架和后置刀架的區別。
責任編輯:lq
-
存儲器
+關注
關注
39文章
7738瀏覽量
171650 -
刀具
+關注
關注
0文章
46瀏覽量
9864 -
數控車床
+關注
關注
2文章
80瀏覽量
17358
原文標題:一文搞懂數控車床加工刀具補償功能
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
機器人內部零配件的生產加工廠從哪找?
數控機床的物聯網智慧管理解決方案

Superisys蘇培智能 RFID刀具管理解決方案:賦能高效、精準的智能制造刀具全生命周期管理

工業智能網關與交換機有什么關系
磁柵尺在數控機床領域的應用案例,一起來看看吧!

西門子PLC跨代通訊:SMARTS7-200與S7-1500以太網模塊組網控制數控機床
收藏!自動換刀電主軸與多種刀具系統的兼容密碼

數控機床刀具阻尼性能測試解決方案

從3小時到3分鐘:EdgeCAM 如何重構數控編程流程
CNC數控散熱器生產解析
數控機床數據采集遠程監控系統方案
模具制造中的數控銑削加工刀具技術探討
Anyty(艾尼提)微型顯微鏡在刀具檢測中的高效應用




 工商網監
工商網監
評論