論上可以證明,對于過程控制的典型對象──“一階滯后+純滯后”與“二階滯后+純滯后”的控制對象,PID控制器是一種最優控制。PID調節規律是連續系統動態品質校正的一種有效方法,它的參數整定方式簡便,結構改變靈活(PI、PD、…)。
2018-03-16 13:56:59 29005
29005 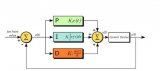
以串級調節系統為例來說明復雜調節系統的參數整定方法。由于串級調節系統中,有主、副兩組參數,各通道及回路間存在著相互聯系和影響。改變主、副回路的任一參數,對整個系統都有影響。特別是主、副對象時間常數相差不大時,動態聯系密切,整定參數的工作尤其困難。
2023-09-21 09:43:2713180 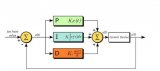
PID-PID控制器參數整定與實現
2020-05-12 11:30:36
來確定,這時應用PID控制技術最為方便。即當我們不完全了解一個系統和被控對象,或不能通過有效的測量手段來獲得系統參數時,最適合采用PID控制技術。PID控制,實際中也有PI和PD控制。PID控制器就是
2017-12-21 14:18:13
時Dout會有非常尖的尖峰,這時就要對delError進行限幅。在PID調節中,不允許出現很大的尖峰。 調好D后,NowVal會很好的跟隨TargetVal的變化而變化。 三、看圖整定參數 1-7
2020-06-23 14:54:44
PID參數的意義與整定方法資料
2015-07-31 09:17:31
設計PID控制器時,通過階躍響應曲線法得到了被控對象的傳遞函數(為二階系統),請問PID參數如何計算?看了很多資料,都是有工程整定的方法調試出來的,那么什么是理論計算法?有知道的可以指點一下不
2017-08-12 16:38:35
PID控制的定義是什么?PID控制器參數整定的方法有哪些?
2021-09-28 08:00:16
超調,產生一個不必要的自適應轉換。另外,由于基于控制律的系統沒有成熟的穩定性分析方法,參數整定可靠與否存在很多問題。 因此,許多自身整定參數的PID控制器經常工作在自動整定模式而不是連續的自身整定
2008-09-10 13:00:51
PID溫度控制參數整定的方法是什么?
2021-11-22 06:13:41
步驟。PID控制器參數整定的一般方法:PID控制器的參數整定是控制系統設計的核心內容。它是根據被控過程的特性確定PID控制器的比例系數、積分時間和微分時間的大小。PID控制器參數整定的方法很多,概括
2019-03-05 01:34:59
【Simulink】FOA優化算法整定PID控制器參數(五)—— 一階帶時延的被控對象目錄【Simulink】FOA優化算法整定PID控制器參數(五)—— 一階帶時延的被控對象0研究背景1研究背景2
2021-08-30 06:46:44
SLPC可編程調節器PID控制參數整定[hide][/hide]
2017-03-14 15:14:23
如何去實現STM32電機的PID參數整定?如何去編寫STM32電機的PID參數整定的代碼?
2021-09-23 08:07:13
【實驗】SLPC可編程調節器PID控制參數整定[hide][/hide]
2017-03-05 10:54:11
本文主要介紹PID參數的作用原理,參數整定的經典計算方法,通過看曲線整定PID參數的方法,串級控制、純滯后對象。回復帖子查看資料下載鏈接:[hide][/hide]
2021-08-05 10:10:47
對系統特性的影響。3.研究電機調速系統PID控制器的參數的整定方法。二、實驗儀器1.EL-AT-II型計算機控制系統實驗箱一臺2.PC計算機一臺3.直流電...
2021-09-07 07:38:00
伺服電機控制器為何要整定?何時需要整定?
2021-09-29 06:11:22
模式。當負載慣量已知時,由用戶輸入目標剛性和慣量律,系統自動整定參數。負載變化范圍不能太大。:伺服電機控制器的參數整定翻譯自 SureServo Manual
2018-11-01 11:14:10
一直以來,關于PID整定都在進行手動調試,例如試湊法、1/4衰減曲線法、齊格勒-尼柯爾斯整定法等; 雖然上述方法都可以完成對參數的整定,但是需要非常豐富的調試經驗才能達到預期的目的。同時,當需要控制
2021-08-31 08:41:30
這種情況是怎么回事;求教下相關PID參數整定方法,涉及到溫度控制方面的。另外通過Autotunning PID參數調出PID整定向導,整定出來的參數在控制過程中,效果也不太好。
2015-05-05 16:20:33
(FIS Toolbox)與LabVIEW虛擬儀器開發軟件集成,研制出模糊參數自整定PID虛擬控制器,并實現了對非線性系統的實時測控。2 Fuzzy-PID控制策略 模糊參數自整定PID控制器以系統
2019-04-17 09:40:02
PID調節器參數整定方法很多,常見的工程整定方法有臨界比例度法、衰減曲線法和經驗法。本帖以圖文形式分別介紹調節器參數整定方法。調節器參數 yunrun.com.cn/tech/440.html臨界
2017-12-26 21:40:51
怎樣去整定PID的參數呢?PID參數的整定方法有哪幾種?有哪位大神遇到過這個問題
2021-07-06 06:01:03
轉帖用經驗法整定調節器參數又稱為試湊法,是廣大儀表工數十年整定經驗的積累,是應用最為廣泛的一種調節器參數整定方法。它就是根據儀表工的經驗及控制過程的曲線形狀,直接對控制系統反復地、逐漸地試湊,最終
2017-11-14 09:06:47
比例系數、積分時間和微分時間大小。PID控制器參數整定方法很多,概括起來有兩大類:一是理論計算整定法。它主依據系統數學模型,理論計算確定控制器參數。這種方法所到計算數據未必可以直接用,還必須工程實際
2016-01-14 14:12:32
淺談增量式PID參數整定https://bbs.elecfans.com/jishu_260252_1_1.html
2012-08-18 09:50:39
在實際使用電機驅動器控制電機的時候,PID的整定方法采用實驗中的試湊法,但是電機的響應曲線怎么獲得?
2016-11-17 17:45:25
PID yunrun.com.cn/tech/681.html用經驗法整定PID參數又稱為試湊法,是廣大儀表工數十年整定經驗的積累,是應用最為廣泛的一種調節器參數整定方法。它就是根據儀表工的經驗
2018-01-04 21:07:26
如何去設計模糊PID自整定控制器?關于模糊控制器算法的研究是什么?模糊PID控制器具有哪些特點?
2021-04-21 06:08:28
出現振蕩。(4)系統出現持續等幅振蕩時,此時的增益為臨界增益(Ku),振蕩周期(波峰間的時間)為臨界周期(Tu)。(5) 由表 1 得出 PID 控制器參數。 1.2采用臨界比例度法整定時應注意
2020-02-23 07:00:00
PID參數的虛擬控制器。將此控制器用于時控系統,控制效果理想,魯棒性強。關鍵詞:模糊參數自整定PID MATLAB Simulink 基于LabVIEW與MATLAB的模糊參數自整定PID控制.pdf
2019-04-03 09:40:03
基于衰減頻率特性的PID參數優化整定研究Researching the Tuning Optimization of PID Parameters Based on Attenuated Frequency Characteristi
摘要:用衰減頻率特性法整定PID控制器可使閉環系統獲
2009-01-11 12:06:33 19
19 基于FPGA 的神經網絡自整定PID 控制器設計The De ign of Neural Network Self_Tuning PlD Controller Ba ed on FPGA
摘要本文基于FPGA(現場可編程門陣列)技術實現了改進的BP 網絡自整定PID
2009-01-12 16:50:3040 摘要:傳統的繼電振蕩PID 參數自整定方法由于在整定期間要使系統處于臨界振蕩狀態,并且整定周期較長,限制了在許多工業控制過程中的應用。介紹了一種基于開關階躍響應算法的
2009-01-17 21:51:0934 PID控制器參數的優化整定一直是自動控制領域的研究熱點。提出一種利用改進思維進化計算(MEC)優化PID控制器參數的方法,在原有算法的框架上,加入自調整操作,依據進化方向
2009-03-15 02:39:5131 文中將PID控制器在工程整定方法的基礎上,對 PID參數作歸一化處理,然后通過模糊控制規則和模糊推理確定對PID 的參數進行調節,提出了一種新型的模糊PID 算法。從而使 PID 控制器
2009-04-10 10:47:2229 針對工業過程中再熱汽溫等一類大遲延慣性時變對象,采用模糊自整定PID 控制器對PID 參數調節和優化,該方法將模糊技術與PID 控制綜合起來,實現了PID 控制的智能化。仿真
2009-06-11 09:20:3530 積分過程在工業過程控制中經常遇到,采用常規的PID 參數整定方法很難得到理想的控制效果。本文采用基于H∞回路成形的魯棒PID 參數整定方法,實現對積分過程的有效控制。通過Si
2009-08-07 09:51:168 自抗擾控制器在實際使用時有多個需要整定的參數,由于控制器參數多,又無法確定參數作用方向,因此參數整定困難,為實際使用自抗擾控制器帶
2009-09-10 08:35:3527 本文根據傳統PID 控制技術,結合模糊控制理論,設計出模糊PID 控制器,并用它完成對火災實驗爐溫度的控制。詳細分析了PID 參數整定原
2009-09-12 12:04:3415 基于免疫原理的控制器參數整定方法:基于免疫原理,建立了一個基于免疫機制進行控制器參數整定的數學模型。給出了參數整定問題中抗原、抗體和親和力的定義,對基于免疫原理
2009-10-21 08:05:059 針對二自由度PID 控制器參數整定困難的問題,提出了一種基于單親遺傳算法的二自由度參數整定方法。運用該算法分別對單自由度PID 控制器和二自由度控制器進行了整定,并與
2009-12-26 13:56:4223 針對溫度控制中PID 算法系數較難整定的問題,將單片機采樣結果通過串行通訊傳送到PC 機并用LabVIEW 實時監測,在此基礎上采用積分分離、微分滯后的PID 算法,以實現對溫度的高精
2010-01-18 14:57:0482 一種積分過程PID自整定方法:針對積分加滯后過程,提出了一種設定值加權的pid控制器參數自整定方法,并且針對該方法定義了一種魯棒性能指標.首先引入一種內部反饋結構,利用
2010-03-18 15:58:0721 針對傳統的多通道數字PID控制器實時性較差的特點,本文提出一種利用FPGA技術實現多通道PID控制器的硬件設計方案。并且采用模糊自整定方法對PID控制器參數進行實時調節,實現PID
2010-07-20 15:43:2718 PID控制器 神經網絡
2010-08-18 16:26:1035 實驗 PID的參數整定及參數變化對系統的影響綜合實驗
一、 實驗目的:1、 掌握PID各校正環節的作用2、 確定給
2009-05-17 10:35:5529483 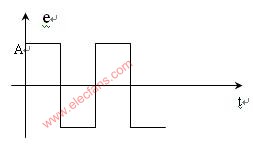
基于CMAC神經網絡的PID參數自整定方法的研究
0 引言
控制器的參數整定是通過對PID控制器參數(KP,KI,KD)的調整,使得系統的過渡過程達到滿意的質量指標
2009-12-01 17:39:063815 本文主要研究了一種手持式的PID參數整定儀器,此整定儀具有整定單變量和雙變量的雙重功能,控制系統主要采用低能耗的MSP430微控制器,軟件部分采用的軟件開發平臺是IAR MSP430 V3.42
2011-05-20 09:54:233576 
針對傳統PID控制系統參數整定過程存在的在線整定困難和控制品質不理想等問題,結合BP神經網絡自學習和自適應能力強等特點,提出采用BP神經網絡優化PID控制器參數。其次,為了加快
2012-03-20 10:50:0444 針對一類不穩定時滯過程,采用雙環控制結構,首先使廣義對象(內環)穩定,然后用Taylor級數展開法,根據內模控制原理設計外環控制器,得到等效的PID控制器參數的整定方法。仿真
2012-06-11 08:57:1636 針對傳統方法難以整定船載雷達伺服系統PID參數的問題,將模糊參數自整定PID控制技術應用到伺服系統位置回路中,通過仿真實驗表明該方法可以不依賴系統的數學模型,而根據輸入輸
2013-07-25 17:47:0328 該系統采用自校正控制原理和常規PID控制相結合的算法!能快速整定出PID控制器的參數
2013-09-23 17:17:1961 A_PID調節器的調節過程及其參數的整定方法。
2016-03-31 16:57:3423 PID參數整定方法的研究-2009,下來看看。
2016-03-31 17:01:4920 PID控制器參數整定方法及其應用研究-2005。
2016-03-31 17:05:5620 PID控制器設計與參數整定方法綜述-2005
2016-03-31 17:46:3327 PID調節器參數的繼電自整定方法-1998
2016-03-31 17:46:3316 參數自整定PID控制器設計與仿真,下來看看
2016-03-31 17:46:3336 歸一化自整定PID控制器的擴展設計與應用
2016-03-31 17:46:338 基于MATLABSimuIink的PID參數整定-2009
2016-03-31 17:46:3313 基于MATLAB的模糊自整定PID參數控制器計算機仿真+(1)
2016-03-31 17:46:3321 基于參數自整定模糊PID控制策略的電機模型仿真研究-2004。
2016-04-05 11:14:2020 基于自整定模糊PID控制器的SRM調速系統。
2016-04-06 10:40:0214 永磁同步電機模糊PID參數自整定-2011。
2016-04-06 14:26:0423 以前寫論文收集的一些資料,學習PID控制的好資料!!!!
2016-06-06 09:42:113 PID教程之PID參數整定方法及其應用研究
2016-09-01 15:01:520 基于MATLAB的PID控制器參數整定及仿真,感興趣的小伙伴們可以瞧一瞧。
2016-11-18 17:19:264 SLPC可編程調節器PID控制參數整定
2016-12-11 23:15:050 PID控制最通俗的解釋與PID參數的整定方法
2017-01-04 14:47:1544 自適應粒子群優化分數階PID控制器的參數整定_陳超波
2017-01-03 15:24:4510 比例諧振控制器參數整定方法及其應用_亞辛
2017-03-19 11:28:0262 PID算法是工程控制領域常用的一種算法,其有著技術成熟,不需要建立數學模型,參數整定靈活,適用性強,魯棒性強,控制效果好等優點,得到了廣泛的應用,其參數整定對控制效果影響極大,針對增量式的PID的參數整定方法在現有的文獻中較少涉及,本文將對增量式PID參數整定進行一定的探討。
2017-11-24 16:27:2717031 
PID控制是最早發展起來的控制策略之一,因為它所涉及的設計算法和控制結構都很簡單,因此,被廣泛應用于過程控制和運動控制中。但在實際系統設計過程中,設計師經常受到參數整定方法繁雜的困擾,PID控制器
2017-11-24 16:42:5039333 
PID控制器的參數整定是控制系統設計的核心內容。它是根據被控過程的特性確定PID控制器的比例系數、積分時間和微分時間的大小。PID控制器參數整定的方法很多,概括起來有兩大類
2018-02-26 14:19:1638022 PID是比例、積分、微分的簡稱,PID控制的難點不是編程,而是控制器的參數整定。參數整定的關鍵是正確地理解各參數的物理意義,PID控制的原理可以用人對爐溫的手動控制來理解。閱讀本文不需要高深的數學知識。
2018-05-31 08:40:4447 本文首先介紹的是PID控制器的工作原理,其次介紹的是pid控制器的輸入輸出,最后介紹了PID控制器的參數整定以及PID控制器的控制實現,具體的跟隨小編一起來了解一下。
2018-06-01 09:09:0131269 本文介紹了基于AVR單片機的自整定PID控制器的設計.該控制器以FESTO水位為控制對象,控制核心為ATmega128單片機.采用繼電自整定PID算法,并用LED數碼管實時顯示控制情況.實驗結果表明,本設計可以根據實際情況在線自整定PID參數.控制效果快速,平穩,超調量小。
2018-11-02 11:22:0026 PID控制是最早發展起來的控制策略之一,是迄今為止最通用的控制方法。目前大多數工業控制回路仍然應用著PID控制器或改進型PID控制器。在PID控制中,控制效果的好壞完全取決于PID參數的整定與優化
2019-02-18 14:41:3620 PID控制中有P、I、D三個參數,只有明白這三個參數的含義和作用才能完成控制器PID參數整定,讓控制器到達最佳控制效果。能熟練進行PID參數整定,將自動控制系統投自動,這代表著工程技術人員的自動化技能水平,但很多人并未真正掌握PID控制和PID參數整定。
2019-07-18 16:10:3235115 
針對常規PID控制器參數整定不良、適應性差、控制精度不理想的現狀,提出了動態過程中參數自動整定的模糊PID 控制系統。并利用MATLAB 的SUML IN K工具箱,對系統進行仿真,仿真試驗結果表明模糊PID 控制魯棒性好、控制精度提高。
2019-10-24 17:14:128 將模糊控制與PID控制結合,利用模糊推理方法實現對PID參數的在線自整定。使用MATLAB對系統進行仿真,結果表明系統的動態性能得到了提高。
2019-11-13 15:16:0741 PID控制作為一種經典的控制方法而廣泛應用于工業控制中,是實際工業生產過程正常運行的基本保障。隨著計算機技術的飛躍發展和人工智能技術滲透到自動控制領域,出現了多種PID控制器的參數整定方法。本文
2019-12-04 08:00:0028 利用模糊控制規則在線對PID控制器進行參數修整,便構成參數模糊自整定PID控制器,其工作過程為:首先,將控制量的偏差e和偏差變化率ec作為二維模糊控制器的輸入變量,進行模糊化處理;其次,對模糊化后
2020-05-03 10:40:005833 PID控制器的參數整定是控制系統設計的核心內容。它是根據被控過程的特性確定PID控制器的比例系數、積分時間和微分時間的大小。
2020-06-18 09:41:0010042 PID控制中有P、I、D三個參數,只有明白這三個參數的含義和作用才能完成控制器PID參數整定,讓控制器到達最佳控制效果。能熟練進行PID參數整定,將自動控制系統投自動,這代表著工程技術人員的自動化技能水平,但很多人并未真正掌握PID控制和PID參數整定。
2020-08-31 09:34:526206 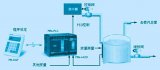
它主要依賴工程經驗,直接在控制系統的試驗中進行,且方法簡單、易于掌握,在工程實際中被廣泛采用。PID控制器參數的工程整定方法,主要有臨界比例法、反應曲線法和衰減法。
2021-02-09 17:22:005573 數字PID及其參數整定方法介紹。
2021-05-31 16:34:2227 可以得到各種輸出響應特性,也就是說,通過適當給定PID參數,大多數的控制任務都可以由PID完成。本文根據經典PID控制理論,結合玖陽自動化科技公司的一線通模塊,詳細介紹PID參數在整個控制過程中所起的作用,指導PID控制中的參數整定。
2021-06-01 10:28:0170 PID參數整定資料免費下載。
2021-06-01 10:36:1333 DCS控制系統PID參數的整定方法.(深圳市普德新星電源技術有限公司怎么樣)-該文檔為DCS控制系統PID參數的整定方法.講解資料,講解的還不錯,感興趣的可以下載看看…………………………
2021-08-04 15:40:1846 PID控制器的參數整定是控制系統設計的核心內容。它是根據被控過程的特性確定PID控制器的比例系數、積分時間和微分時間的大小。PID控制器參數整定的方法很多,概括起來有兩大類:
2022-05-26 16:34:3946583 PID控制中有P、I、D三個參數,只有明白這三個參數的含義和作用才能完成控制器PID參數整定,讓控制器到達最佳控制效果。能熟練進行PID參數整定,將自動控制系統投自動,這代表著工程技術人員的自動化技能水平,但很多人并未真正掌握PID控制和PID參數整定。
2022-09-27 15:27:226248 。 工程整定法:依靠工程經驗,直接在控制系統的試驗中進行整定,此方法易于掌握,在實際調參中被廣泛采用。工程整定法包括:試湊法、臨界比例法和一般調節法。 注意:無論采用哪一種方法所得到的 PID 參數,都需要在實際運行中進行最后調整與完
2023-11-14 17:21:053401 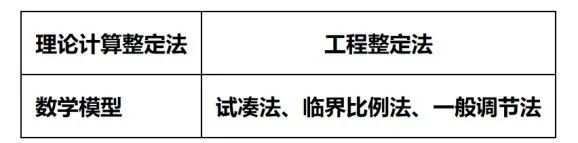
 電子發燒友App
電子發燒友App








 工商網監
工商網監
評論