") 超級電容模組裝配生產(chǎn)線的建設(shè)
超級電容模組裝配生產(chǎn)線的建設(shè)

1 引言
超級電容器[1]作為一種介于電容器與電池之間的新型綠色儲(chǔ)能元件,具有長循環(huán)使用壽命、快速充放電性能和較高的能量密度等特點(diǎn)。同時(shí)兼?zhèn)淞似胀娙萜鞯母吖β侍匦院托铍姵氐母吣芰刻匦缘膬?yōu)點(diǎn)。
儲(chǔ)能式有軌電車作為一種高效、綠色、智能的新型軌道交通車輛,優(yōu)勢在于基于超級電容為主動(dòng)力源實(shí)現(xiàn)了 30 s 快速充放電,長距離持續(xù)巡航以及較大載客量。伴隨著儲(chǔ)能式有軌電車市場的蓬勃發(fā)展,傳統(tǒng)臺(tái)位制生產(chǎn)模式已經(jīng)遠(yuǎn)遠(yuǎn)不能滿足市場需求。基于先進(jìn)工藝?yán)砟畹囊M(jìn),打造一條能夠?qū)崿F(xiàn)容量與內(nèi)阻精準(zhǔn)檢測、單體溫升實(shí)時(shí)監(jiān)控、接觸內(nèi)阻在線判定以及耐壓絕緣一體化測試的裝配生產(chǎn)線等已經(jīng)顯得十分必要。
2 超級電容模組裝配生產(chǎn)線的工藝方案
2.1 總體方案
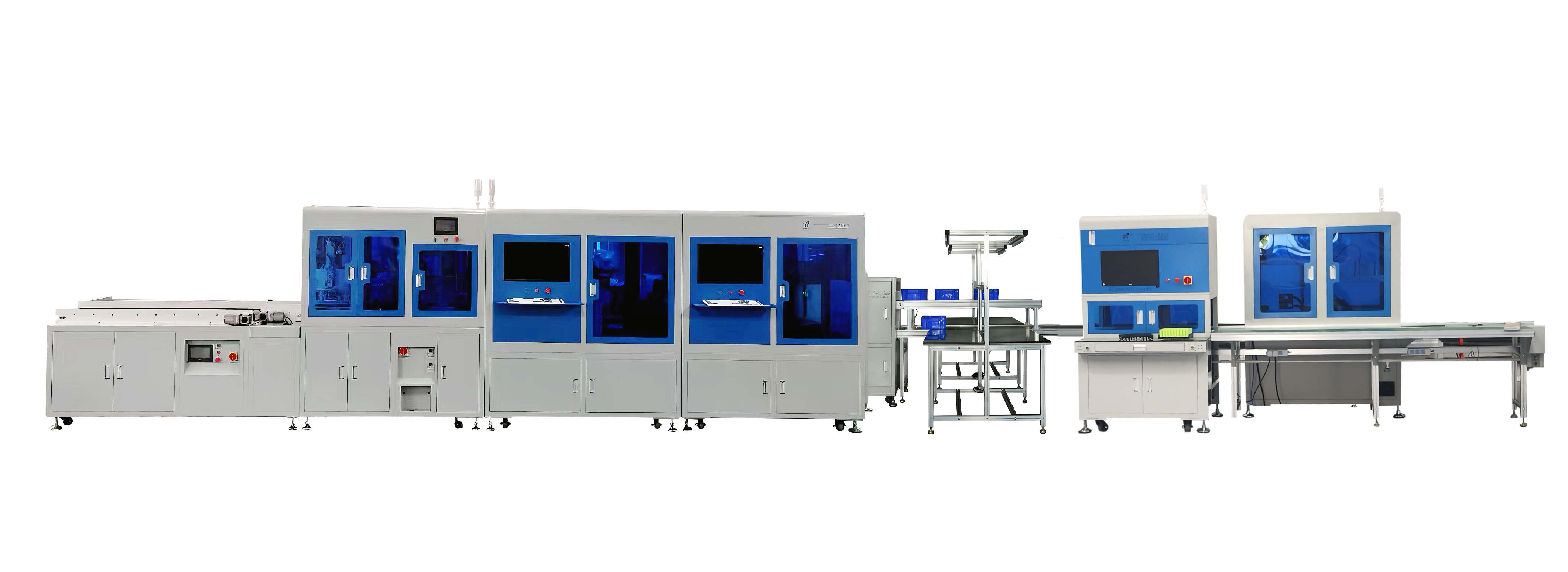
超級電容模組裝配生產(chǎn)線(圖 1)將模組的組裝、測試、存儲(chǔ)等功能整合一體。通過將每道工序細(xì)分與調(diào)整,繼而實(shí)現(xiàn)節(jié)拍化生產(chǎn)。線體自動(dòng)化、工裝設(shè)備集成化、生產(chǎn)節(jié)拍化控制已經(jīng)成為該裝配生產(chǎn)線的顯著特征。圖 2 為超級電容模組裝配生產(chǎn)線的模擬圖。
其中,線體自動(dòng)化要求裝配生產(chǎn)線可實(shí)現(xiàn)產(chǎn)品自動(dòng)傳送、性能自動(dòng)檢測、存儲(chǔ)自動(dòng)取放等功能;工裝集成化側(cè)重工裝載板的可靠性應(yīng)用以及試驗(yàn)設(shè)備工裝的集成性檢測;生產(chǎn)節(jié)拍化控制則強(qiáng)調(diào)各工序組裝過程與線體節(jié)拍需保持一致,實(shí)現(xiàn)超級電容模組組裝的流暢性運(yùn)作。具體運(yùn)行機(jī)制如下。
工裝載板由第一工位開始上線,通過三倍速鏈條輸送其行走至線體尾部并由平移小車實(shí)現(xiàn)水平轉(zhuǎn)線;回線行走線體前端由另外一部平移小車形成回路,實(shí)現(xiàn)水平循環(huán)。
為了保證模組間隙精度要求,在裝配生產(chǎn)線的第三工位上集成了 180o 自動(dòng)翻轉(zhuǎn)系統(tǒng),滿足了超級電容模組特殊翻轉(zhuǎn)裝配的工藝組裝要求。
同樣,第四工位將耐壓儀測試端、模組特性試驗(yàn)臺(tái)測試端的功能高度整合集成于一套“測試站單元”中,實(shí)現(xiàn)了對超級電容模組內(nèi)阻、容量以及快速充放電的同步檢測;基于自動(dòng)存放單元的搭建,第五工位加快了超級電容模組由平面到立體存放方式的轉(zhuǎn)變,并實(shí)現(xiàn)了依照人為指令,輸入自動(dòng)取存模組的存儲(chǔ)功能。
2.2 超級電容模組的綜合測試系統(tǒng)
超級電容模組綜合測試系統(tǒng)作為整條轉(zhuǎn)配生產(chǎn)線的核心,承擔(dān)了對模組內(nèi)阻、容量、接觸內(nèi)阻、溫升等關(guān)鍵性能參數(shù)的自動(dòng)化檢測。其中,針對模組毫歐級超低內(nèi)阻與超大容量的精準(zhǔn)檢測依托嚴(yán)格的國家技術(shù)標(biāo)準(zhǔn)與專業(yè)的試驗(yàn)設(shè)備予以實(shí)現(xiàn)。
2.2.1 超級電容模組內(nèi)阻測試原理
儲(chǔ)能式有軌電車所運(yùn)用的超級電容具有超低內(nèi)阻的顯著特點(diǎn),基于超級電容的充放電特性,內(nèi)阻測試方法如下。
(1)以恒定電流充電至額定電壓,保持額定電壓恒壓持續(xù)充電。后開關(guān) S 切換到恒定電流放電器上,并以恒定電流放電,達(dá)到 0 V。
(2)使用記錄式電壓計(jì)來記錄電容器終端之間的隨時(shí)間變化而發(fā)生變化的電壓數(shù)值,并對從電壓計(jì)上獲取的電容器終端之間隨時(shí)間變化而發(fā)生變化的電壓的直線部分進(jìn)行延伸,畫一條輔助延伸線。
(3)從這條輔助線與放電開始發(fā)生時(shí)的時(shí)間坐標(biāo)的交界處得到電壓降的數(shù)值ΔU3。使用式(1)計(jì)算出內(nèi)電阻 Rd。
Rd=ΔU3/I(1)
式中,Rd 表示直流內(nèi)電阻,單位Ω;ΔU3表示電壓降,單位 V,I 表示放電電流,單位 A。
圖3,超級電容終端之間的電壓特性中,電壓降顯示的并不是放電開始的時(shí)候發(fā)生瞬時(shí)下降的電壓ΔU4,而是從直線部分延伸出來的輔助線與放電開始發(fā)生時(shí)的時(shí)間坐標(biāo)的交界處獲得的電壓降的數(shù)值ΔU3。
2.2.2 超級電容模組容量測試原理
以恒定電流充電至額定電壓,保持額定電壓恒壓持續(xù)充電,然后開關(guān) S 切換到恒定電流放電器上,并以恒定電流放電到額定電壓的 80%(U3)對應(yīng)的時(shí)刻 t1,額定電壓的 50%(U4)對應(yīng)的時(shí)刻 t2。依此循環(huán) 3 次,計(jì)算每次循環(huán)的靜電容量,取平均值(圖 4)。
放電容量的計(jì)算見式(2)。
C放=[ I2×(t4-t3)]/( U3-U4 ) (2)
式中,U3 表示放電容量計(jì)算起始電壓,U4 表示放電容量計(jì)算截止電壓,I1 表示充電電流,I2 表示放電電流。
2.3 測試系統(tǒng)的實(shí)現(xiàn)
基于超級電容模組容量與內(nèi)阻的測試原理,超級電容模組綜合測試系統(tǒng)主要由檢測工裝、氣動(dòng)傳動(dòng)系統(tǒng)及檢測設(shè)備(包含超級電容測試儀、耐壓測試儀、溫度巡檢儀、壓升壓降采集單元)等組成,其功能包括對模組內(nèi)阻、靜電容量、耐壓、溫度、接觸電阻的測試。該系統(tǒng)測試工藝流程下圖 5。
3 結(jié)語
隨著廣州、淮安、深圳等儲(chǔ)能式有軌電車項(xiàng)目的持續(xù)運(yùn)營,作為儲(chǔ)能式有軌電車核心動(dòng)力源的超級電容令人矚目。超級電容模組裝配生產(chǎn)線以先進(jìn)的工藝?yán)砟钔晟屏水a(chǎn)品的制造方法,通過細(xì)化組裝流程并投入自動(dòng)化程度高的專業(yè)設(shè)備繼而實(shí)現(xiàn)產(chǎn)品零部件在工序化組裝過程中的透明與彰顯,進(jìn)一步加強(qiáng)對產(chǎn)品質(zhì)量的管控與監(jiān)督力度。
-
集成電路
+關(guān)注
關(guān)注
5452文章
12572瀏覽量
374566 -
超級電容
+關(guān)注
關(guān)注
19文章
652瀏覽量
37189 -
內(nèi)阻
+關(guān)注
關(guān)注
1文章
91瀏覽量
25714
原文標(biāo)題:超級電容模組裝配生產(chǎn)線的建設(shè)
文章出處:【微信號:appic-cn,微信公眾號:集成電路應(yīng)用雜志】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
深圳比斯特電池組PACK自動(dòng)化生產(chǎn)線的構(gòu)建與運(yùn)行邏輯
電池組PACK自動(dòng)化生產(chǎn)線的關(guān)鍵流程與核心優(yōu)勢

比斯特電池組半自動(dòng)生產(chǎn)線高效裝配實(shí)現(xiàn)電池組關(guān)鍵工序自動(dòng)化
電池組PACK自動(dòng)化生產(chǎn)線的核心工藝與全流程解析
鋰電池組裝線三段工藝解析:極片制造·電芯裝配·激活篩選
動(dòng)力電池組半自動(dòng)生產(chǎn)線:效率與靈活性的平衡之道
電池組PACK自動(dòng)化生產(chǎn)線廠家概述
超級電容器模組工作原理

超級電容器的組裝及性能測試

技術(shù)解析:阿童木磁柵尺在自動(dòng)化生產(chǎn)線中的高精度應(yīng)用方案

PACK電池生產(chǎn)線:從電芯到系統(tǒng)的智能集成之旅
圓柱鋰電池組PACK智能自動(dòng)化生產(chǎn)線:高效組裝與柔性生產(chǎn)的融合
京東方第8.6代AMOLED生產(chǎn)線提前4個(gè)月設(shè)備搬入
柔性裝配生產(chǎn)線真的比人工生產(chǎn)線要好嗎? 在工業(yè)4.0時(shí)代,

工業(yè)網(wǎng)關(guān)助力生產(chǎn)線數(shù)據(jù)采集實(shí)現(xiàn)高效生產(chǎn)管理方案




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論