 深圳比斯特電池組PACK自動化生產線的構建與運行邏輯
深圳比斯特電池組PACK自動化生產線的構建與運行邏輯

電池組PACK作為新能源產業鏈的核心環節,其生產效率與質量穩定性直接影響終端產品的市場競爭力。傳統手工或半自動化生產模式存在人力成本高、工藝一致性差、生產周期長等痛點,而自動化生產線的引入通過標準化流程與精密控制,為行業提供了系統性解決方案。
一、生產線規劃:模塊化設計與柔性適配
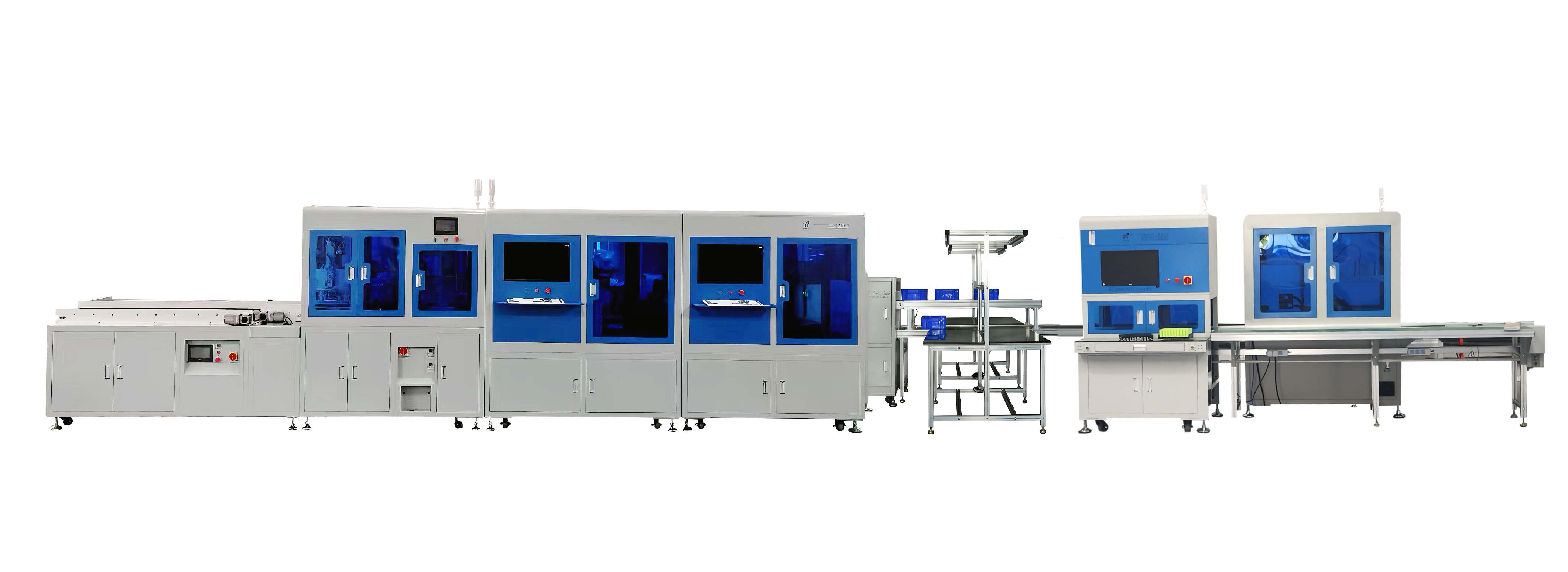
電池組PACK自動化生產線的構建需以產品特性為基準,采用模塊化設計理念。生產線通常劃分為電芯分選、模組組裝、電池包集成、檢測包裝四大核心模塊,各模塊通過輸送線、機械臂等設備實現物料流轉。模塊化設計的優勢在于可根據產品型號快速調整工藝路徑,例如通過更換夾具或調整程序參數,即可兼容不同尺寸、容量的電池組生產,避免因產品迭代導致的整線改造。
在空間布局上,生產線需遵循“單向流動、減少交叉”原則。電芯從入庫到成品出庫形成閉環路徑,避免物料回流造成的效率損耗。同時,各模塊間設置緩沖工位,平衡生產節拍差異,防止因某一環節停滯導致全線停工。例如,模組組裝環節若因焊接時間較長形成瓶頸,緩沖工位可臨時存儲待加工半成品,確保前后工序持續運行。
二、關鍵設備協同:精度與效率的平衡
電芯分選是生產線的首道關卡,需通過高精度設備剔除容量、內阻、電壓等參數超差的電芯。分選設備通常集成多通道測試系統,可同步完成多項指標檢測,并通過機械臂自動抓取分揀,將合格電芯按等級分類存儲,為后續模組組裝提供均勻性保障。
模組組裝環節依賴多軸機械臂與定制化工裝的配合。機械臂需具備高重復定位精度,確保電芯在模組中的排列間距誤差控制在極小范圍內;工裝則需根據模組結構定制,通過快速換型機構實現不同型號的兼容。焊接作為模組組裝的核心工藝,多采用激光焊接或超聲波焊接技術,前者適用于薄壁材料連接,后者則針對厚金屬件,兩者均需通過工藝參數優化避免虛焊、飛濺等缺陷。
電池包集成階段需完成電氣連接、結構封裝與熱管理系統安裝。自動化設備通過視覺引導系統實現線束插接、螺栓緊固等操作的精準定位,配合力矩反饋裝置確保連接可靠性。熱管理系統的安裝則需通過自動化工裝保證冷板與電芯的貼合度,避免因接觸不良導致散熱效率下降。
三、質量管控:全流程追溯與實時反饋
自動化生產線的質量管控體系貫穿生產全周期。在電芯分選環節,設備自動記錄每顆電芯的參數并生成唯一編碼,為后續追溯提供基礎數據;模組組裝過程中,視覺檢測系統實時監控焊接質量,發現缺陷立即觸發報警并標記問題工位;電池包集成后,需通過絕緣測試、氣密性檢測等多道工序驗證產品安全性,所有檢測數據同步上傳至管理系統,形成可追溯的質量檔案。
生產線的運行狀態監測同樣關鍵。通過在關鍵設備安裝傳感器,可實時采集溫度、振動、電流等參數,結合預設閾值判斷設備健康狀態。當監測數據異常時,系統自動生成維護工單,指導技術人員進行針對性檢修,避免非計劃停機影響生產效率。
電池組PACK自動化生產線的構建是機械設計、電氣控制、工藝優化等多學科交叉的工程實踐。其核心價值在于通過標準化流程與精密設備協同,實現生產效率與產品質量的雙重提升。隨著新能源行業對電池能量密度、安全性要求的不斷提高,自動化生產線的技術迭代將聚焦于更高效的工藝集成、更智能的故障診斷與更靈活的柔性適配,為行業規模化發展提供堅實支撐。
審核編輯 黃宇
-
電池組
+關注
關注
5文章
377瀏覽量
26882
發布評論請先 登錄
電池組PACK自動化生產線的關鍵流程與核心優勢

比斯特電池組半自動生產線高效裝配實現電池組關鍵工序自動化
解析比斯特2113B儲能及動力電池組半自動生產線特點



 工商網監
工商網監
評論