 流場可視化視角下的能耗溯源:電液伺服作動器內部能量損失機理研究
流場可視化視角下的能耗溯源:電液伺服作動器內部能量損失機理研究

電液伺服作動器作為高端裝備的核心執行元件,其性能直接決定了航空航天、重型機械、精密制造等領域的控制精度與響應速度。傳統電液伺服系統采用分立式布局,伺服閥與液壓缸通過外部管路連接,這種“閥缸分離”的結構雖然便于維護,卻不可避免地帶來兩大技術瓶頸:一是長距離管路導致顯著的沿程壓力損失,系統能效低下;二是油液傳輸延遲造成響應滯后,難以滿足高速高精度控制需求。

近年來,隨著機載功率電傳一體化技術的突破,電液伺服作動器正朝著“閥缸集成”方向快速發展。國際主流廠商如穆格、派克等已推出多款集成式電液作動器產品,將伺服閥、傳感器、控制器與液壓缸高度融合。國內研究方面,訚耀保等學者對集成式伺服作動器的壓力損失特性進行了系統分析,發現流道結構突變處的局部損失占總損失的絕大部分,而沿程損失可忽略不計。這一發現揭示了內部流道優化對于提升作動器性能的關鍵意義。
然而,集成化設計帶來了新的技術挑戰。由于閥塊內部流道多采用傳統鉆孔工藝加工,彎道處呈直角形態,且存在大量工藝孔需要堵頭密封,這不僅造成顯著的局部壓力損失,還增加了油液泄漏風險。針對這一問題,李瑩等學者提出了基于增材制造的液壓閥塊流道優化方法,研究表明圓弧過渡結構可有效降低流道轉向處的壓力損失。與此同時,計算流體動力學(CFD)技術的成熟為流道可視化研究提供了有力工具,國內外學者廣泛應用Fluent等軟件對液壓元件內部流場進行仿真分析。
本研究在上述技術背景下,針對電液伺服作動器內部流道能耗問題,采用“宏觀布局優化”與“微觀細節精進”相結合的方法,通過流場仿真分析揭示能耗機理,提出結構優化方案,并借助正交試驗設計確定最優參數,最終通過實驗驗證優化效果,旨在為高性能集成式電液伺服作動器的設計提供理論依據和技術支撐。

一、電液伺服作動器的集成化結構與工作原理
1.1 缸閥一體結構的設計理念
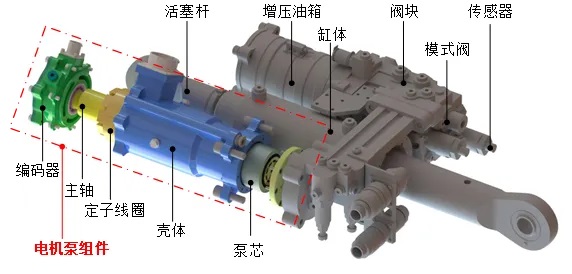
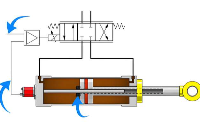
新型電液伺服作動器采用插裝式二維伺服閥與液壓缸的深度集成設計。插裝式二維伺服閥以其工作可靠、使用壽命長等優良性能被植入閥塊內部,通過過渡塊與液壓缸體直接相連,實現了結構的小型化和輕量化。
電液伺服作動器的整體結構可概括為“缸閥一體連接結構”。插裝式二維伺服閥插入閥塊內,閥塊與左側過渡塊相連;過渡塊上開有插裝式伺服閥和液壓缸的進出油內孔流道,油液從過渡塊進油口流入到插裝式二維伺服閥P口;過渡塊下方與液壓缸缸體相連,插裝式伺服閥A、B口通過過渡塊與液壓缸有桿腔、無桿腔流道直接連通。這種設計在簡化作動器安裝和控制的同時,也使得內部流道變得更為復雜。
1.2 內部流道的工作路徑
電液伺服作動器工作時,油液流動路徑如下:插裝式二維伺服閥的A、B口通過過渡塊內孔流道分別與液壓缸無桿腔、有桿腔相通,油液從插裝式二維伺服閥T口流出到過渡塊上出油口。當插裝式二維伺服閥P口與A口相通時,液壓缸無桿腔進油,活塞伸出;反之,當P口與B口相通時,液壓缸有桿腔進油,活塞縮回。根據這一工作原理,可將內部流道劃分為三個關鍵區段進行重點分析:
進油口流道:從過渡塊進油口到插裝閥P口區域
閥-缸連接流道:伺服閥A口到液壓缸無桿腔區域
缸-閥回流流道:液壓缸有桿腔到伺服閥B口區域
1.3 傳統工藝流道的結構缺陷
由于傳統加工工藝的限制,閥塊內部流道多采用鉆孔、銑削和鏜削等方式加工。這種工藝路線存在以下固有缺陷:
首先,彎道處呈直角形態。鉆孔工藝決定了流道轉向只能是直角,而流體力學理論表明,直角轉向會導致流動分離和渦旋生成,造成顯著的局部壓力損失。有研究表明,流道結構突變處的局部損失占總損失的絕大部分,而沿程損失可忽略不計。
其次,存在大量工藝孔。為了實現復雜的流道網絡,必須鉆削多個工藝孔,這些多余孔需要堵頭進行密封,既增加了泄漏風險,又形成了額外的容腔。這些工藝孔容腔內往往產生大規模的渦旋區域,進一步加劇能量耗散。
第三,有效體積小、質量占比大。受限于加工工藝,流道布局必須遵循“直線+直角”的原則,無法實現最優的流體導向,導致流道冗長、彎道增多。

二、基于CFD的內部流道流場仿真分析
2.1 物理模型與仿真參數設置
為精準定位能耗根源,本研究抽取了電液伺服作動器內部流道的三維物理模型,并基于計算流體力學(CFD)方法,利用Fluent軟件對其進行流場仿真分析和可視化研究。根據插裝式二維伺服閥的性能指標參數,設置仿真邊界條件:P、A、B口最大工作壓力≤25MPa,T口最大工作壓力≤10MPa,額定流量為(12±1.2)L/min。
2.2 進油口流道仿真結果分析
在進口壓力25MPa、出口流量12L/min的工況下,對進油口流道進行仿真分析。沿著流體流動方向,內流道的壓力呈現逐級遞減趨勢。進油口壓力為24.9MPa,流經4處直角轉彎后,從P口流出的壓力降至23.7MPa,累計產生1.2MPa的壓力損失。值得注意的是,壓力并非均勻下降,而是在每一個直角轉向處出現明顯的壓力陡降拐點。計算表明,每次直角轉彎均會造成約0.3MPa的局部壓力損失,且在直角轉向后流道內側出現了局部低壓區,這是流體加速和分離的直接體現。
研究發現,由于第2個直角轉向與第3個轉向之間的間距過短,油液剛流出第2轉向、流態尚未恢復穩定,便被迫再次急劇轉向。這種非穩定狀態下的轉向導致第3處轉角的速度場發生劇烈畸變,局部流速飆升至36.7m/s,遠高于平均流速。更關鍵的是,在每一個轉角的內側及下游的工藝孔容腔內,均觀測到大規模、高強度的渦旋區域(二次流)。特別是第3處轉角,由于上游來流的紊動強度大,其產生的渦旋范圍更大、流線更為復雜。這些渦旋本質上是流體微團的旋轉與摩擦,它們不參與主流向前輸送,卻大量消耗流體的壓力能,將其轉化為無用的熱能。
2.3 閥-缸連接流道仿真結果分析
對伺服閥A口到液壓缸無桿腔流道的仿真分析顯示,優化前該段流道存在4處直角轉向,進口壓力設置為8MPa,出口流量12L/min,計算得到進出口壓力差為1.34MPa,最大流速36.3m/s。在每一個轉向處均存在明顯的渦旋區域,且工藝孔容腔內的流動極為紊亂。
對液壓缸有桿腔到伺服閥B口流道的仿真分析則顯示更為嚴峻的能耗狀況。由于該段流道需繞過多個結構部件,轉彎數量達到6處,進出口壓力差高達3.2MPa,最大流速38.26m/s。這充分說明,流道結構的復雜性直接決定了能耗水平。
2.4 仿真結論
通過上述流場可視化分析,可以明確判定:流道轉向結構和工藝孔容腔是造成內部能量損失的兩大核心源頭。油液每經過一次直角轉彎,就會經歷一次“加速-分離-渦旋-耗散”的能量損失過程;而工藝孔容腔則為渦旋的生成和維持提供了空間。因此,優化的首要任務必然是減少轉向數量和工藝孔,其次是對無法避免的轉向進行幾何重構。

三、電液伺服作動器結構優化設計
3.1 宏觀布局優化:減少轉向次數
基于上述仿真分析結論,本研究從結構優化的角度對電液伺服作動器進行內部流道再設計。核心策略是:在不改變插裝式二維伺服閥安裝位置的條件下,減少內部流道的轉向數量和流道長度。具體實施方案為:將油液的進出油口從過渡塊移至插裝閥的閥體上,使插裝閥的A、B口直接與液壓缸左右腔體進出油口相通。集成設計后的電液伺服作動器內流道將不再通過過渡塊,從而避免過渡塊上的流道轉向,減少油液的流經區域。
進油口流道優化效果對比:
優化前,油液從過渡塊進油口進入插裝式伺服閥P口,共有4處轉向,流道長77.5mm,壓力損失1.2MPa,最大流速36.7m/s。優化后,進油口直接開在插裝閥閥體上,油液從進油口到P口僅需1處轉向,流道長度縮短至19mm,壓力損失降至0.6MPa(降低50%),最大流速降至28.7m/s(降低21.8%)。分析得出,優化后僅產生一個分離渦旋和一個工藝孔容腔內渦旋,顯著減少了局部壓力損失和沿程壓力損失。
閥-缸連接流道優化效果對比:
插裝閥A口與油缸左腔相通:優化前存在4處直角轉向,優化后僅保留2處轉向。仿真結果顯示,優化前進出口壓力差1.34MPa,最大流速36.3m/s;優化后壓力差降至0.874MPa(降低34.7%),最大流速降至28m/s(降低22.9%)。流道長度從123.5mm縮短至96.5mm。
插裝閥B口與油缸右腔相通:優化前存在6處直角轉向,優化后同樣精簡至2處轉向。優化前進出口壓力差高達3.2MPa,最大流速38.26m/s;優化后壓力差驟降至0.91MPa(降低71.2%),最大流速降至29.53m/s(降低22.8%)。
小結:通過宏觀布局優化,將原本迂回曲折的流道改為“直通路線”,大幅削減了工藝孔數量,證明減少轉向次數是降低壓損最直接有效的手段。優化后進油路壓損降低50%,回油路壓損降低高達71.2%,效果顯著。
3.2 微觀細節精進:基于正交試驗的圓弧轉角優化
宏觀布局解決了“彎路太多”的問題,但剩余的幾個轉角仍然是能量耗散的節點。傳統的直角轉向結構是壓力損失的“罪魁禍首”。隨著增材制造(3D打印)技術的發展,制造光滑的圓弧轉向流道成為可能,這為微觀結構優化打開了新的大門。
參數化設計與正交試驗方案:
以電液伺服作動器連接插裝閥與液壓缸的內部流道為例,選取插裝伺服閥A口連接液壓缸左腔的內部流道作為研究對象,采用正交試驗設計方法對流道轉向結構進行參數優化。選取三個關鍵因素作為試驗變量:
因素A(圓弧彎曲程度):轉向曲率半徑與圓弧過渡半徑之比(r/R)
因素B(流道轉向前的長度):L,設定為4、8、12、16mm四個水平
因素C(流道圓弧過渡半徑):R,設定為3、4、5、6mm四個水平
正交試驗結果分析:
極差分析結果顯示,各因素對壓力損失的影響程度存在顯著差異,其主次順序為:流道圓弧過渡半徑R(C) > 流道轉向前的長度L(B) > 圓弧彎曲程度r/R(A)。
圓弧過渡半徑R的影響:R值從3mm增加到6mm時,壓力損失呈明顯下降趨勢。這是因為較大的圓弧半徑提供了更平緩的導流曲面,有效減小了流向變化的角度梯度,從而抑制了轉角內側的流動分離和渦旋生成。半徑越大,流體轉彎時的離心力效應越平緩,壓力梯度越小。
轉向前長度L的影響:直管段長度對壓損的影響次之。當L較短時(如4mm),上游來流的擾動尚未充分衰減便進入轉角,會加劇轉角的湍流強度;當L增加至12-16mm時,流體在進入轉角前趨于穩定的充分發展流,速度分布對稱性更好,從而降低了轉角的附加擾動。
圓弧彎曲程度r/R的影響:在本試驗水平范圍內,該因素對壓損的影響相對較弱。這表明在圓弧轉角的設計中,只要保證足夠大的過渡半徑R和適宜的直管段L,單純的彎曲度微調對性能的改善貢獻有限。
最優參數組合與增效預期:
通過綜合平衡法確定的最優參數組合為:R=6mm, L=16mm, r/R=1。在此最優參數下構建的圓弧轉向流道,其仿真壓力損失相較于原始的直角轉向結構,可再降低34.3%。這說明在宏觀布局優化的基礎上,對單個轉向進行精細化幾何重構,仍具有顯著的挖潛空間。
四、實驗驗證與結果分析
4.1 實驗系統搭建
為驗證仿真優化的可靠性,通過在液壓閥測試設備上搭建閥塊測試系統。系統由變量泵、溢流閥、流量計、壓力表等組成,在閥塊進出油口分別安裝壓力表測量進出口壓力,流量計測量通過閥塊的流量。實驗時,將不同結構的閥塊依次接入系統,調節變量泵流量,待數值穩定后記錄壓力表和流量計的讀數。
實驗對象為三種不同結構的流道閥塊:優化前的直角轉向流道、減少直角轉向次數的流道以及圓弧轉向流道。通過改變變量泵流量,獲取不同流量下的壓力損失數據。

4.2 實驗結果分析
繪制三種流道的壓力損失-流量關系曲線,可以清晰看出:
低流量區(<6L/min):三條曲線幾乎重合,表明在小流速狀態下,慣性力占比較小,轉向結構對流動的阻礙作用不明顯,壓損主要由沿程摩擦產生。
高流量區(>12L/min):曲線開始顯著發散。優化前直角流道的壓損曲線斜率最陡,表明其對流量變化最敏感;優化后直角流道曲線斜率有所降低;而圓弧轉向流道的曲線最為平緩,表現出最優的流通能力。
量化優化效果:
結構優化效果(減少轉向):優化后的直角流道相比優化前,壓力損失降低最大值為22%。這完全歸功于轉向次數的減少和工藝孔的消除。
幾何優化效果(圓弧過渡):圓弧轉向流道相比優化前的直角流道,壓力損失降低最大值為32.7%。這證明了將直角改為圓弧是降低局部阻力的根本手段。
4.3 仿真與實驗的誤差互驗
誤差范圍:優化前直角流道的實驗與仿真誤差為6.8%~12.5%;優化后直角流道誤差為7.3%~15.9%;圓弧轉向流道誤差為6.25%~14.1%。三者的誤差范圍均在可接受區間內。
誤差成因分析:實驗值普遍略高于仿真值,這主要是由于實驗系統在閥塊兩端必須使用管接頭和壓力傳感器接口,這些附加元件引入了額外的局部阻力,而這些阻力在純粹的閥塊內部流道仿真中未被計入。
趨勢一致性:盡管存在數值上的微小偏差,但三條曲線的變化趨勢、斜率以及相互之間的高低排序,與仿真結果完全一致。這種趨勢上的一致性,足以驗證仿真模型和優化方向的正確性。
結論:實驗數據不僅證實了“減少轉向+圓弧過渡”雙重優化策略的有效性,也為后續的電液伺服作動器產品定型提供了可靠的理論依據和實測數據支撐。
五、電液伺服作動器的應用領域與發展趨勢
5.1 主要應用領域
電液伺服作動器憑借其高功率密度、高控制精度的優勢,在多個關鍵領域得到廣泛應用:
航空航天領域:在飛行控制系統中,電液伺服作動器用于驅動舵面、襟翼等控制面,要求極高的響應速度和可靠性。在起落架收放、艙門控制等系統中,集成式作動器的小型化優勢尤為突出。
重型機械領域:大型壓鑄機、鍛壓機、注塑機等裝備需要巨大的輸出力,電液伺服作動器是理想的選擇。研究表明,優化后的作動器可顯著降低能耗,提升設備能效等級。
國防裝備領域:坦克炮塔穩定系統、導彈發射裝置、艦船操舵系統等對作動器的環境適應性和可靠性提出嚴苛要求。
工業自動化領域:高精度機床、機器人、材料試驗機等需要精確的位置和力控制,電液伺服作動器與數字控制技術相結合,可實現微米級的定位精度。
5.2 未來發展趨勢
增材制造技術的普及:3D打印技術將徹底解放流道設計。未來將不再受限于傳統鉆孔工藝,可以設計出自由曲面、仿生流道等更符合流體力學的復雜結構,實現閥塊的極致輕量化和流道零死角。李瑩等學者的研究已經證實,基于增材制造的流道過渡區優化可顯著改善流動特性。
數字化與智能化融合:數字孿生技術正在改變作動器的設計和運維模式。通過建立高精度仿真模型,工程師可以在虛擬環境中優化流道設計,大幅縮短開發周期。同時,嵌入式傳感器的應用使得作動器具備狀態自監測和故障預測能力,推動“預測性維護”成為現實。
高功率密度持續提升:隨著材料科學和制造工藝的進步,作動器的工作壓力不斷提高,功率密度持續攀升。與此同時,輕量化設計成為永恒追求,如何在有限空間內實現更優的流道布局,仍是研究的重點方向。
綠色節能成為核心指標:在“雙碳”目標背景下,作動器的能效水平受到空前重視。優化內部流道、降低壓力損失,不僅是提升性能的手段,更是實現節能減排的必由之路。
&注:此文章內部分內容引用于【王 勇,左希慶,邢彤,汪序凱 電液伺服作動器內部結構優化方法研究】中的內容,僅供參考使用,配圖作用于文章整體美觀度,如侵權可聯系我們刪除,如需進一步了解公司產品及商務合作,請與我們聯系!!

湖南泰德航空技術有限公司于2012年成立,多年來持續學習與創新,成長為行業內有影響力的高新技術企業。公司聚焦高品質航空航天流體控制元件及系統研發,深度布局航空航天、船舶兵器、低空經濟等高科技領域,在航空航天燃/滑油泵、閥元件、流體控制系統及航空測試設備的研發上投入大量精力持續研發,為提升公司整體競爭力提供堅實支撐。
公司總部位于長沙市雨花區同升街道匯金路877號,株洲市天元區動力谷作為現代化生產基地,構建起集研發、生產、檢測、測試于一體的全鏈條產業體系。經過十余年穩步發展,成功實現從貿易和航空非標測試設備研制邁向航空航天發動機、無人機、靶機、eVTOL等飛行器燃油、潤滑、冷卻系統的創新研發轉型,不斷提升技術實力。
公司已通過 GB/T 19001-2016/ISO 9001:2015質量管理體系認證,以嚴苛標準保障產品質量。公司注重知識產權的保護和利用,積極申請發明專利、實用新型專利和軟著,目前累計獲得的知識產權已經有10多項。湖南泰德航空以客戶需求為導向,積極拓展核心業務,與國內頂尖科研單位達成深度戰略合作,整合優勢資源,攻克多項技術難題,為進一步的發展奠定堅實基礎。
湖南泰德航空始終堅持創新,建立健全供應鏈和銷售服務體系、堅持質量管理的目標,不斷提高自身核心競爭優勢,為客戶提供更經濟、更高效的飛行器動力、潤滑、冷卻系統、測試系統等解決方案。
-
伺服
+關注
關注
17文章
695瀏覽量
43414 -
電液
+關注
關注
0文章
38瀏覽量
10784 -
作動器
+關注
關注
0文章
11瀏覽量
6680
發布評論請先 登錄
可視化MES系統軟件
TensorFlow TensorBoard可視化數據流圖
常見的幾種可視化介紹
keras可視化介紹
一種新的平面矢量場可視化方法
復雜目標紅外輻射特性可視化仿真研究
函數的可視化與Matlab作

使用arduino和python可視化你的比特幣收益和損失

能耗監控3D可視化大屏展示,實現企業高效協同管理
電動靜液作動器(EHA)的機電液一體化架構解析:從伺服電機到執行機構的能量傳遞鏈
電動靜液作動器(EHA)技術全解析:航空與工業領域的革命性動力解決方案




 工商網監
工商網監
評論