 基于MPI轉以太網模塊的西門子S7-300多設備通訊集成方案
基于MPI轉以太網模塊的西門子S7-300多設備通訊集成方案

一、項目背景與痛點
某鋰電池正極材料燒結車間,原采用西門子S7-300 PLC(CPU315-2DP)控制輥道爐溫度曲線,通過MPI接口連接西門子KTP700 Basic觸摸屏進行本地操作。現需實現:
1. 與車間新建的S7-1200 PLC(接入MES系統)進行以太網通訊,上傳溫度、壓力等工藝參數
2. 采集驅動爐體傳動電機的三菱FR-E740系列變頻器數據(運行頻率、電流、故障代碼)
3. 嚴格保持原觸摸屏監控功能不受任何影響
項目痛點
- ? 接口瓶頸:S7-300僅有MPI口,無以太網接口,無法直連S7-1200
- ? 端口占用:MPI接口已被KTP700觸摸屏獨占,物理上無空閑接口
- ? 協議異構:三菱FR-E740變頻器僅支持MODBUS RTU(RS485),與西門子生態不兼容
- ? 生產連續性:燒結爐需24小時恒溫運行,改造窗口期極短(≤4小時),不允許停機擴展硬件
- ? 成本約束:若采用西門子原廠CP343-1以太網模塊(約6000元)加串口模塊方案,成本超預算且需硬件組態變更
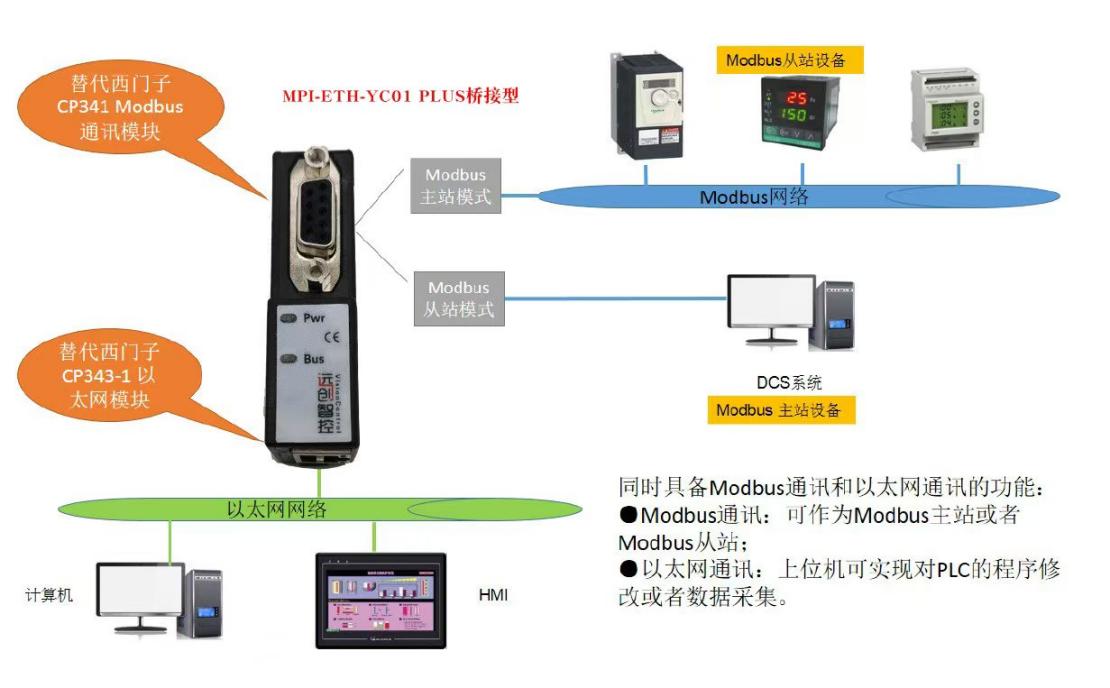
二、遠創智控MPI-ETH-YC02 Plus功能簡介
該模塊是專為解決西門子老舊PLC聯網難題設計的以太網橋接器,核心特性:
MPI轉以太網:內置MPI協議棧,通過DB9口透明傳輸S7-300數據,虛擬成以太網PLC供S7-1200訪問,波特率自適應187.5Kbps
雙口擴展:配備擴展DB9母口,可并聯接入原觸摸屏,實現多主站共存(PLC+HMI+模塊)
集成RS485串口:可直接采集MODBUS RTU設備,免去額外串口轉以太網模塊
多協議支持:網口同時支持S7 TCP(與S7-1200通訊)和Modbus TCP(可擴展上位機監控)
磁耦隔離:工業級設計,抗干擾能力強,適用于變頻器密集的新能源車間
三、解決方案與實施過程
網絡拓撲結構

詳細實施步驟
第一階段:硬件部署
1. 斷電安全:關閉輥道爐控制柜電源,掛牌上鎖
2. MPI分支接入:
- 斷開S7-300原MPI電纜,安裝MPI分接頭(總線連接器帶進出線口)
- 主線接回S7-300,分支1接KTP700觸摸屏,分支2接MPI-ETH-YC02 Plus的MPI口
- 模塊MPI地址通過撥碼開關設為3(與原PLC地址2、HMI地址1不矛盾)
3. 以太網連接:
- 模塊LAN1口接S7-1200(直連網線)
- 模塊LAN2口預留接入車間環網(可選)
4. 變頻器接線:
- 模塊RS485端子(A+/B-)接至變頻器PU口
- 5臺變頻器采用手拉手接線,首末端終端電阻撥至ON
第二階段:軟件配置
1. 模塊參數設置:
- 筆記本直連模塊LAN口,瀏覽器訪問192.168.1.100(默認IP)
- 配置項:
- 以太網IP:192.168.1.99(與S7-1200同網段)
- MPI參數:波特率187.5Kbps,地址3
啟用MODBUS主站:9600bps/8/N/1,輪詢5個站
保存并重啟
2. S7-1200編程(博途V17):
- 添加新設備,組態S7-300為非指定伙伴,IP指向192.168.1.99
- 使用PUT/GET指令讀寫S7-300的DB塊(如DB10.DBW0讀取溫度)
- 通過MB_CLOCK指令讀取模塊內部緩存區變頻器數據
3. 觸摸屏驗證:
- 下載原項目至KTP700(MPI參數不變)
- 驗證所有操作畫面正常,無延遲卡頓
第三階段:聯調測試
S7通訊測試:監控S7-1200變量表,確認溫度、壓力數據實時刷新(周期≤200ms)
MODBUS采集測試:讀取變頻器運行頻率(40001地址),與現場面板顯示一致
斷線重連測試:拔插網線,恢復后數據自動續傳,無丟失
四、應用效果對比

五、行業前景與推薦
1.光伏:全球碳中和核心賽道,2025年設備市場規模破千億,年增速超60%,產線智能化改造需求爆發,老舊PLC占比高達45%
2.新能源:2026年景氣度持續上行,“太空光伏”等新賽道打開成長空間,儲能、鋰電材料擴產迅猛,設備互聯需求迫切
3.生物醫藥:處于右側行情起點,CRO/醫療器械景氣回升,GMP合規要求驅動數據追溯,但驗證周期較長
4.工業制造:存量市場大,但增速平緩,設備更新換代需求穩定
推薦理由:
光伏/新能源:設備密集、協議多樣、擴產快速,對串口轉以太網、以太網轉換器等通訊改造工具需求旺盛,投資回收期<6個月
醫藥行業雖前景向好,但GMP驗證周期長達3-6個月,短期項目落地較慢
六、總結
本方案通過遠創智控MPI-ETH-YC02 Plus這一高性能以太網橋接器,實現了三大突破:
1. MPI網絡無損擴展:在保留原觸摸屏通訊的前提下,為S7-300開辟以太網通道,解決接口瓶頸
2. 多協議一站式融合:模塊集串口轉以太網功能于一體,同時解決S7 TCP通訊與MODBUS RTU采集需求,避免了多設備堆疊
3. 低成本快速改造:無需更換PLC、無需增加通訊處理器,4小時完成產線智能化升級
隨著制造業數字化轉型深化,設備通訊協議轉換將成為老舊生產線升級的標準配置。在光伏、新能源等高景氣行業,此類以太網轉換器解決方案將助力企業以最低成本打通工業4.0數據通道,實現存量設備價值最大化。
相關技術交流請給武工留言
-
通訊
+關注
關注
9文章
950瀏覽量
36579 -
MPI
+關注
關注
2文章
125瀏覽量
20539 -
以太網模塊
+關注
關注
0文章
68瀏覽量
8893 -
西門子PLC
+關注
關注
13文章
245瀏覽量
18567
發布評論請先 登錄
西門子 S7-300 PLC?通過 MPI?以太網模塊與上位機通訊實現飲料生產線狀態監控的應用配置案例

西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案

MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例

西門子S7-300PLC借助于MPI轉以太網模塊同時與S7-1500PLC和西門子觸摸屏及Modbus RTU協議的變頻器通訊案例

PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

PLC 以太網通訊模塊:助力 S7-300 同時聯動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子PLC助力焊接生產線升級:S7-300與S7-1200以太網通訊及HMI集成方案

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例




 工商網監
工商網監
評論