 協議‘卷王’養成記:耐達訊自動化CC-Link IE轉Profinet網關讓產線從‘雞同鴨講’到‘無縫對接’
協議‘卷王’養成記:耐達訊自動化CC-Link IE轉Profinet網關讓產線從‘雞同鴨講’到‘無縫對接’

食品加工行業中,分布式傳感器是產線的“神經末梢”——灌裝環節的壓力傳感器、封蓋工位的光電傳感器、溫區探頭等實時數據,是保障產品一致性的核心。但當產線采用CC-Link IE協議部署傳感器網絡,而中央控制系統基于Profinet架構時,傳感器數據的跨協議互通就成了智能化升級的“卡脖子”問題。

一、協議定義及核心特點
CC-Link IE:工業以太網協議,支持1ms級實時響應,星型/樹型拓撲適合分布式傳感器部署,聚焦傳感器數據的“快速采集”,常見于食品加工的高精度檢測場景。
Profinet:基于ISO/OSI模型的以太網協議,IRT/RT雙模式兼顧實時控制與非實時數據上傳,側重傳感器數據的“全局整合”,便于接入MES/ERP系統。
兩者的核心矛盾在于:CC-Link IE優化傳感器信號的低延遲傳輸,Profinet強調數據的多場景適配,互聯關鍵是在不犧牲實時性的前提下,實現傳感器數據的跨協議流轉。
二、網關的應用邏輯
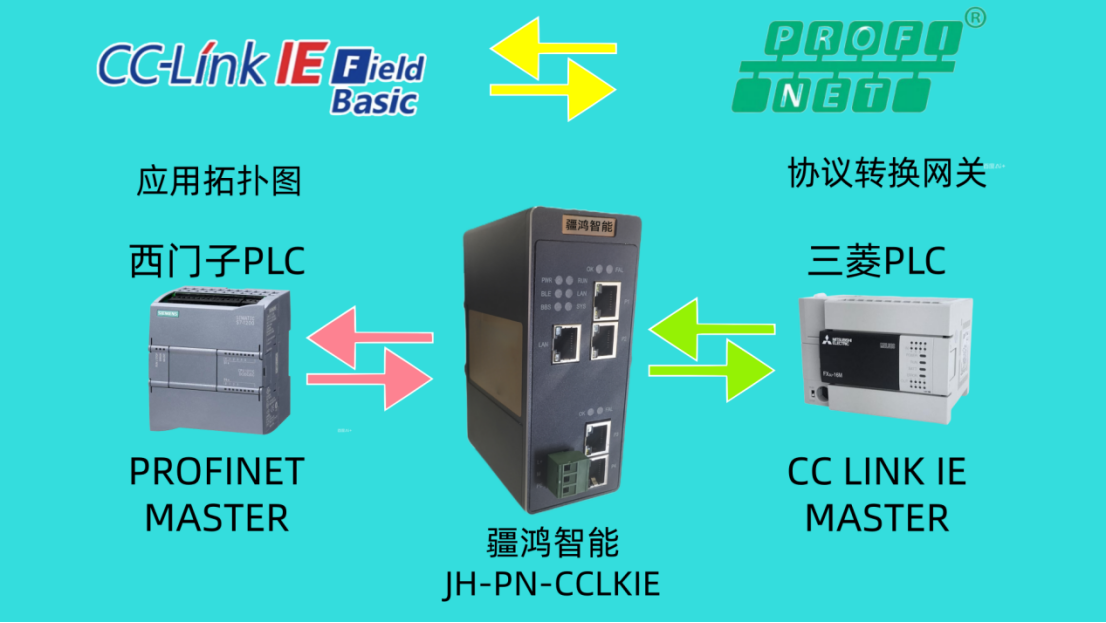
耐達訊CC-Link IE轉Profinet網關,是傳感器數據跨協議流轉的核心載體,通過雙協議棧設計實現三大核心功能:
傳感器數據“翻譯”:將CC-Link IE傳感器的16位DI/AI數據幀轉換為Profinet以太網幀,支持毫秒級同步,保障壓力、光電傳感器的實時信號無延遲。
從站傳感器自動適配:解析CC-Link IE傳感器的GSD文件,自動生成Profinet主站的IO映射表,無需手動配置傳感器點位,大幅縮短調試周期。
傳感器狀態監控:網關內置Web界面,可實時查看傳感器在線狀態、數據采樣率,便于快速定位傳感器故障,降低產線停機風險。
三、使用該網關的核心優勢
降本增效:無需更換現有CC-Link IE傳感器,直接通過網關接入Profinet系統,單產線可節省傳感器升級成本30%以上;傳感器數據同步周期低至2ms,比傳統串口轉換方案效率提升50%。
拓撲兼容:支持星型、總線型混合拓撲,適配食品加工車間復雜的傳感器布局,無需重新布線。
數據閉環:實現傳感器數據從“采集-傳輸-分析”的全鏈路打通,為產線的AI質量檢測、 predictive maintenance(預測性維護)提供數據支撐。
四、案例
某包裝企業的標簽貼合工位,采用CC-Link IE從站式光電傳感器檢測標簽對齊度、張力傳感器監控卷材松緊度,需將傳感器數據接入Profinet主站控制的PLC,實現標簽偏差自動修正。通過部署耐達訊網關:
網關將傳感器的8路DI(光電觸發信號)、2路AI(張力模擬量)實時轉換為Profinet主站的IO變量;
Profinet主站根據傳感器數據觸發PLC調整貼標機位置,標簽對齊精度從±1mm提升至±0.3mm;
傳感器數據同步上傳MES,實現產線標簽合格率的實時統計,OEE(設備綜合效率)提升10%。
總結
在工業自動化場景中,傳感器是數據采集的源頭,而協議壁壘是數據流轉的最大障礙。耐達訊自動化CC-Link IE轉Profinet網關,通過專業的協議轉換能力,讓不同協議下的傳感器數據實現“無縫流”,既保護了用戶現有傳感器投資,又為產線智能化升級打通了關鍵數據鏈路,是工業傳感器互聯的高效解決方案。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6767瀏覽量
56250 -
Profinet
+關注
關注
8文章
2269瀏覽量
28168 -
CC-Link
+關注
關注
0文章
268瀏覽量
14123
發布評論請先 登錄
誰懂啊!汽車產線的安全光柵,靠耐達訊自動化CClink IE轉Profinet網關實現了“無障礙溝通”

工業自動化中,如何通過耐達訊自動化CC-Link IE轉Profinet網關實現不同協議設備互聯?

工業界的“顯眼包”!耐達訊自動化網關如何讓CC-Link IE和Profinet“相親相愛”?

從孤島到協同:耐達訊自動化CC-Link IE轉Profinet網關在水處理行業的實戰應用


大家都在追的“通信神器”:耐達訊自動化Ethernet/IP轉CC-Link網關來了!

"網關”成頂流!PROFINET轉CC-LINK,汽車產線的“翻譯官”出圈記

Profinet轉CC-Link IE總線協議轉換網關建議點贊收藏
一場協議轉換的“破壁”之旅:CC-Link IE轉PROFINET網關實戰手記




 工商網監
工商網監
評論