 8路脈沖輸出模塊:占空比輸出可調,助力工業自動化
8路脈沖輸出模塊:占空比輸出可調,助力工業自動化

脈沖輸出模塊是工業自動化控制系統中精準控制執行機構的關鍵組件,作為PLC、PAC、運動控制器的擴展單元,它能將數字控制信號轉換為定頻、定寬、定數的脈沖序列,實現對電機轉速、執行機構位置、閥門開度等參數的高精度調控。其應用貫穿于智能制造、流水線控制、精密加工等核心場景,是連接控制系統與執行層的重要橋梁。
一、工作原理
脈沖輸出模塊的核心功能是生成可控的脈沖信號,其控制邏輯主要基于兩個關鍵參數:
1.脈沖頻率(f):決定執行機構的運動速度,頻率越高,速度越快;
2.脈沖數量(N):決定執行機構的運動距離/角度,脈沖數與位移量成線性對應關系。
工業中最常見的控制模式有兩種:
脈沖+方向(PUL+DIR):一路輸出脈沖信號,另一路輸出方向電平信號,適用于單方向或雙向運動控制,接線簡單、抗干擾性較強,是工業現場的主流模式;
正交脈沖(A/B相):兩路脈沖信號相位差90°,通過判斷A相超前還是滯后B相來確定運動方向,同時可通過脈沖計數實現位置反饋,適用于高精度閉環控制場景。
模塊的輸出類型通常分為集電極開路輸出和差分輸出:前者成本低、接線簡單,適合短距離(<50m)、低頻率控制;后者抗干擾能力強,適合長距離(>100m)、高頻率(MHz級)的高精度控制,是精密加工、多軸聯動的首選。
二、典型應用場景
脈沖輸出模塊的應用核心是對步進電機和伺服電機的精準控制,幾乎覆蓋了所有需要“速度+位置”雙參數調控的工業場景,以下是最具代表性的應用:
1.精密加工設備:數控機床、激光切割機
在數控機床的進給軸、主軸控制中,脈沖輸出模塊是核心控制單元。通過向伺服電機輸出精準的脈沖序列,控制刀架的移動距離(脈沖數)和移動速度(脈沖頻率),實現對零件的車、銑、鉆、磨等精密加工。例如:
一臺三軸數控銑床,需要3路脈沖輸出模塊分別控制X、Y、Z軸的運動,配合編碼器反饋的閉環控制,實現零件的三維立體加工,定位精度可達±0.001mm。
激光切割機中,脈沖輸出模塊控制伺服電機驅動切割頭的移動軌跡,通過調整脈沖頻率實現切割速度的實時優化,保證切割面的光滑度和精度。
2.自動化生產線:流水線定位、物料搬運
在流水線、裝配線中,脈沖輸出模塊主要用于步進電機的控制,實現物料的精準定位、傳送和分揀,具有成本低、控制簡單、滿足工業級精度要求的特點。典型場景包括:
皮帶流水線定位:控制步進電機驅動皮帶的啟停和轉速,通過脈沖數精準控制皮帶的傳送距離,實現物料在指定工位的準確定位,如電子元件裝配線中的PCB板傳送、食品包裝線中的包裝盒定位。
機械手臂搬運:小型直角坐標機械手臂的關節控制,通過脈沖輸出模塊控制步進電機的轉動角度,實現手臂的伸縮、升降、旋轉,完成物料的抓取和搬運,廣泛應用于3C電子、家電制造行業。
3.智能倉儲與物流:立體倉庫、AGV小車
在智能倉儲系統中,脈沖輸出模塊用于堆垛機的升降、行走、貨叉伸縮控制,通過三路脈沖輸出模塊分別控制三個軸的運動,實現對貨架上貨物的精準存取。而在AGV小車的控制系統中,脈沖輸出模塊控制驅動輪的伺服電機,通過調整左右輪的脈沖頻率差,實現小車的直行、轉彎、調速,配合激光導航、二維碼導航系統,完成物料的自動化運輸。
4.特種行業:鋰電池極片裁切機、印刷機套色控制
在對精度要求極高的特種行業中,脈沖輸出模塊的高頻率、高同步性得到了充分體現:
鋰電池極片裁切機:通過脈沖輸出模塊控制伺服電機驅動裁切刀,要求裁切精度達到±0.01mm,脈沖頻率需達到MHz級,同時需要多軸同步控制,保證裁切刀的運動軌跡與極片的傳送速度完全匹配,避免出現毛邊、錯位等缺陷。
印刷機套色控制:通過脈沖輸出模塊控制各色組的伺服電機,調整各色組的印刷速度和位置,實現青、品、黃、黑四色的精準套印,保證印刷品的色彩還原度和清晰度。
5.其他擴展應用:閥門開度控制、脈沖觸發傳感器
除了電機控制,脈沖輸出模塊還可用于一些特殊場景:
比例閥門控制:通過輸出脈沖寬度調制(PWM)信號,控制比例電磁閥的開度,實現對流體流量、壓力的精準調節,適用于化工、冶金行業的流體控制系統;
傳感器同步觸發:輸出固定頻率的脈沖信號,觸發線陣相機、激光傳感器等設備的采樣頻率,保證傳感器的采樣與執行機構的運動同步,實現對產品的在線檢測。
三、選型要點
在工業自動化項目中,模塊的選型直接決定了控制精度、系統穩定性和項目成本,需重點關注以下5個核心參數:
1.脈沖頻率上限:根據執行機構的最大速度選擇,步進電機控制一般選擇100kHz級即可,伺服電機控制、精密加工則需要選擇1MHz級及以上的高速模塊;
2.輸出通道數:根據控制軸數選擇,單軸控制選擇單通道模塊,多軸聯動(如數控機床、機械手臂)選擇多通道模塊,同時需關注模塊是否支持多軸同步輸出,以保證多軸運動的協調性;
3.輸出類型:短距離、低頻率、低成本場景選擇集電極開路輸出;長距離、高頻率、高精度場景選擇差分輸出;
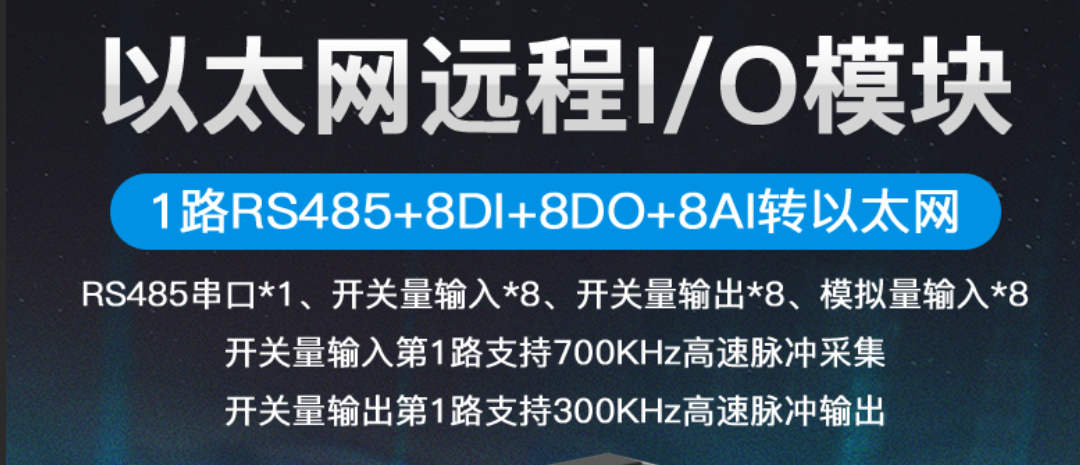
4.兼容性:需與控制系統(PLC、運動控制器)的品牌和型號兼容,同時支持主流的通信協議(如Modbus、Profinet、EtherCAT),方便系統的集成和調試;
5.工業級防護:根據現場環境選擇,控制柜內安裝選擇IP20防護等級即可,現場安裝則需要選擇IP65防護等級的模塊,同時需關注模塊的工作溫度范圍(20℃~60℃)、抗振動、抗電磁干擾能力,以適應工業現場的惡劣環境。
四、注意事項
脈沖輸出模塊的應用效果不僅取決于選型,還與現場的安裝、接線、調試密切相關,以下是工程實踐中必須注意的核心要點:
1.抗干擾措施:脈沖信號屬于弱電信號,極易受到強電設備(電機、變頻器、接觸器)的電磁干擾。現場接線時,需將脈沖信號線與強電電纜分開敷設(間距>30cm),并使用屏蔽雙絞線,屏蔽層單端接地(控制柜端);同時,模塊的電源需與強電設備的電源隔離,可使用隔離變壓器或開關電源,避免電源干擾。
2.傳輸距離控制:集電極開路輸出的傳輸距離一般不超過50m,差分輸出的傳輸距離可達到100m以上,但隨著距離的增加,脈沖信號會出現衰減,導致控制精度下降。當傳輸距離超過100m時,建議在中間增加信號中繼器,或選擇帶有光纖輸出的脈沖模塊。
3.閉環控制的配合:在高精度控制場景中,脈沖輸出模塊需與編碼器輸入模塊配合使用,實現閉環控制。編碼器將執行機構的實際位置反饋給控制系統,控制系統通過比較實際位置與目標位置的差值,調整脈沖輸出的數量和頻率,實現對位置的精準修正,有效避免了步進電機的丟步、伺服電機的過載等問題。
4.故障診斷與維護:工業現場中,脈沖輸出模塊的常見故障包括脈沖輸出異常、方向信號錯誤、模塊無電源等。在系統設計時,應充分利用模塊的故障報警功能,將報警信號接入PLC的輸入點,實現故障的實時監測;同時,在調試階段,可使用示波器觀察脈沖信號的波形,判斷模塊的輸出是否正常,方便快速定位故障。
隨著工業4.0和智能制造的推進,脈沖輸出模塊正朝著智能化、集成化、網絡化的方向發展,實現遠程控制、遠程調試、遠程監控等功能,方便構建分布式控制系統,適應智能制造的需求。
-
控制系統
+關注
關注
41文章
6952瀏覽量
114087 -
工業自動化
+關注
關注
17文章
3125瀏覽量
69880 -
脈沖輸出
+關注
關注
0文章
22瀏覽量
11014
發布評論請先 登錄
耐達訊自動化Profibus光纖鏈路模塊在工業自動化中的應用
耐達訊自動化Profibus光纖鏈路模塊在汽車制造行業中的應用
耐達訊自動化 Profibus 光纖鏈路模塊:破解變頻器通信難題,助力物流自動化升級
8路脈沖輸出模塊:頻率可調,升級機械制造業
工業級脈沖輸出模塊|Modbus RTU/ASCII雙協議,筑牢農業自動化通訊基石
工業自動化精準控制:8路PWM模塊(頻率可調+RS485/CAN隔離通訊)
差分輸出編碼器:工業自動化的“精密之眼”

抗干擾工業主板:嚴苛環境下穩定輸出,助力工業自動化升級

CAN繼電器輸出模塊:2-32通道IO覆蓋+自帶配套軟件,省成本還易操作
工業DTU對工業自動化通信格局的重塑




 工商網監
工商網監
評論