 繡花線上的數據紐帶:一位工程師的PROFIBUS轉RS485改造手記
繡花線上的數據紐帶:一位工程師的PROFIBUS轉RS485改造手記

繡花線上的數據紐帶:一位工程師的PROFIBUS轉RS485改造手記
1. 工廠背景:老設備遇上新系統
我們廠位于江浙紡織產業帶,主要生產高檔繡花面料。三年前,公司引入了一條德國高速繡花生產線,核心控制系統采用西門子S7-1500系列PLC,通過PROFIBUS-DP總線控制12臺主繡花機。問題出在配套的國產輔助設備上——包括紗線張力控制器、溫濕度調節器和生產計數終端——這些設備只支持RS485接口,且來自不同廠家,Modbus協議版本各異。
生產線運行時,操作工需要在兩個系統間手動記錄數據,不僅效率低下,還常因數據不同步導致批次質量問題。作為廠里的自動化工程師,我接到的任務很明確:讓新舊設備“對話”,實現全鏈路數據互通。

2. 方案設計:搭建通信橋梁
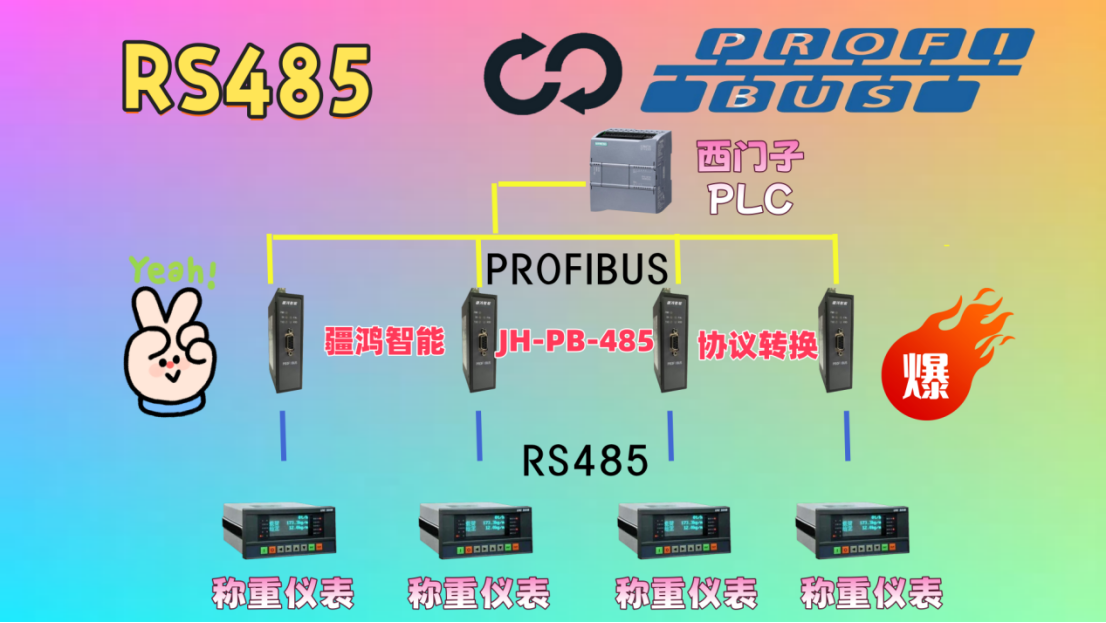
經過現場勘查,我設計了三層架構方案。最上層是西門子PLC作為控制核心,中間層部署疆鴻智能PROFIBUS轉RS485網關,底層連接各類RS485設備。網關選型是關鍵——我需要的是支持雙向數據映射、且能承受紡織廠高溫高濕環境的工業級產品。
具體連接方案如下:
- 西門子PLC的PROFIBUS-DP端口通過紫色雙絞線連接至網關的主站接口
- 網關的RS485端子采用菊花鏈拓撲,串聯所有輔助設備
- 每個RS485設備分配獨立站址,協議統一為Modbus RTU
- 在PLC中創建虛擬I/O區,映射各設備的工藝參數
調試階段最棘手的是波特率匹配。繡花機主軸高速運轉時會產生電磁干擾,必須將通信波特率從115200bps降至57600bps,并增加校驗位。我在網關配置軟件中設置了動態緩沖機制,確保數據包在干擾環境下不丟失。

3. 網關的重要性:不只是協議轉換器
這個項目中,網關扮演了四個關鍵角色:
協議翻譯官:不僅完成PROFIBUS與Modbus RTU的協議轉換,還實時處理了字節序差異。德國設備采用大端格式,而國產設備多為小端格式,網關在轉換層自動完成重組。
網絡穩定器:紡織車間飛絮多,傳統轉換模塊常因積塵導致接觸不良。我們選用的網關采用全密封設計,內置的溫度補償電路能在35-45℃的車間環境下保持穩定時序。
數據預處理節點:網關具備邊緣計算能力,能對張力傳感器的原始數據做初步濾波,只將有效數據上傳至PLC,減少了主站30%的處理負荷。
故障診斷前哨:上周發生的案例很典型——3號繡花機頻繁報通信故障。通過網關的實時監測功能,我發現是RS485總線末端未接終端電阻導致信號反射。網關自動啟用了信號整形功能,在不停機的情況下臨時補償了阻抗失配,讓我們能利用生產間隙處理根本問題。
總結:創新在細節處
這次改造最創新的不是技術本身,而是應用理念的轉變。我們沒有簡單地“連通了事”,而是利用網關的雙向通信特性,開發了雙向預警機制:當RS485設備參數異常時,不僅會上報PLC,還能接收PLC下發的繡花機降速指令,實現跨系統的聯動調節。
生產線改造后,產品次品率從2.3%降至0.8%,設備綜合利用率提升了17%。更值得思考的是,這個方案創造了柔性配置可能——未來新增RS485設備時,只需在網關配置表中添加映射關系,無需修改PLC程序。
作為工程師,我深刻體會到:在工業現場,真正的創新往往不在于采用最新技術,而在于精準匹配現有設備的能力邊界。那個不起眼的網關盒子,就像一位經驗豐富的翻譯官,不僅傳遞著數據,更傳遞著不同設備間相互理解的可能性。這或許就是工業互聯網最樸素的起點:讓每一臺設備都能說彼此聽得懂的語言。
審核編輯 黃宇
-
RS485
+關注
關注
40文章
1334瀏覽量
85983 -
PROFIBUS
+關注
關注
3文章
810瀏覽量
40735
發布評論請先 登錄
精密制造的通信紐帶:PROFIBUS轉RS485網關在汽車零部件生產中的應用

疆鴻智能PROFIBUS轉RS485網關在供熱廠控制系統改造中的創新應用

疆鴻智能PROFIBUS轉RS485互聯技術在制藥原料配比系統中的應用
PROFIBUS轉RS485協議轉換網關詳解,建議點贊收藏


一招破局:耐達訊自動化RS485 轉PROFIBUS網關無縫轉換方案

高效工業通信方案:耐達訊自動化RS485轉Profibus驅動HMI的穩定連接

哇塞!耐達訊自動化RS485轉Profibus讓機械手臂通信像坐了火箭!

RS485轉PROFIBUS網關在工業自動化中的應用與實現

RS485轉Profibus網關在QDNA鈉離子分析儀與300PLC通信中的應用解析

RS485轉PROFIBUS DP網關寫入命令讓JRT激光測距傳感器開啟慢速模式連續測量

JRT激光測距傳感器通過RS485轉PROFIBUS-DP網關開啟一次自動測量模式
RS485與Profibus網關自由口數據互換技巧

RS485/modbus轉profibus DP轉換網關

工業RS485通信的收發機制介紹




 工商網監
工商網監
評論