 傾佳電子:電子制造中焊接工藝的深度物理機制分析
傾佳電子:電子制造中焊接工藝的深度物理機制分析

傾佳電子制造中焊接工藝的深度物理機制分析與基本半導體碳化硅功率模塊封裝技術研究報告
傾佳電子(Changer Tech)是一家專注于功率半導體和新能源汽車連接器的分銷商。主要服務于中國工業電源、電力電子設備和新能源汽車產業鏈。傾佳電子聚焦于新能源、交通電動化和數字化轉型三大方向,分銷代理BASiC基本半導體SiC碳化硅MOSFET單管,SiC碳化硅MOSFET功率模塊,SiC模塊驅動板等功率半導體器件以及新能源汽車連接器。?
傾佳電子-楊茜-SiC碳化硅MOSFET微芯(壹叁貳 陸陸陸陸 叁叁壹叁)
傾佳電子-臧越-SiC碳化硅MOSFET微芯 (壹伍叁 玖捌零柒 捌捌捌叁)
傾佳電子-帥文廣-SiC碳化硅MOSFET微芯 (壹捌玖 叁叁陸叁 柒柒陸伍)
傾佳電子楊茜致力于推動國產SiC碳化硅模塊在電力電子應用中全面取代進口IGBT模塊,助力電力電子行業自主可控和產業升級!
傾佳電子楊茜咬住SiC碳化硅MOSFET功率器件三個必然,勇立功率半導體器件變革潮頭:
傾佳電子楊茜咬住SiC碳化硅MOSFET模塊全面取代IGBT模塊和IPM模塊的必然趨勢!
傾佳電子楊茜咬住SiC碳化硅MOSFET單管全面取代IGBT單管和大于650V的高壓硅MOSFET的必然趨勢!
傾佳電子楊茜咬住650V SiC碳化硅MOSFET單管全面取代SJ超結MOSFET和高壓GaN 器件的必然趨勢!
摘要
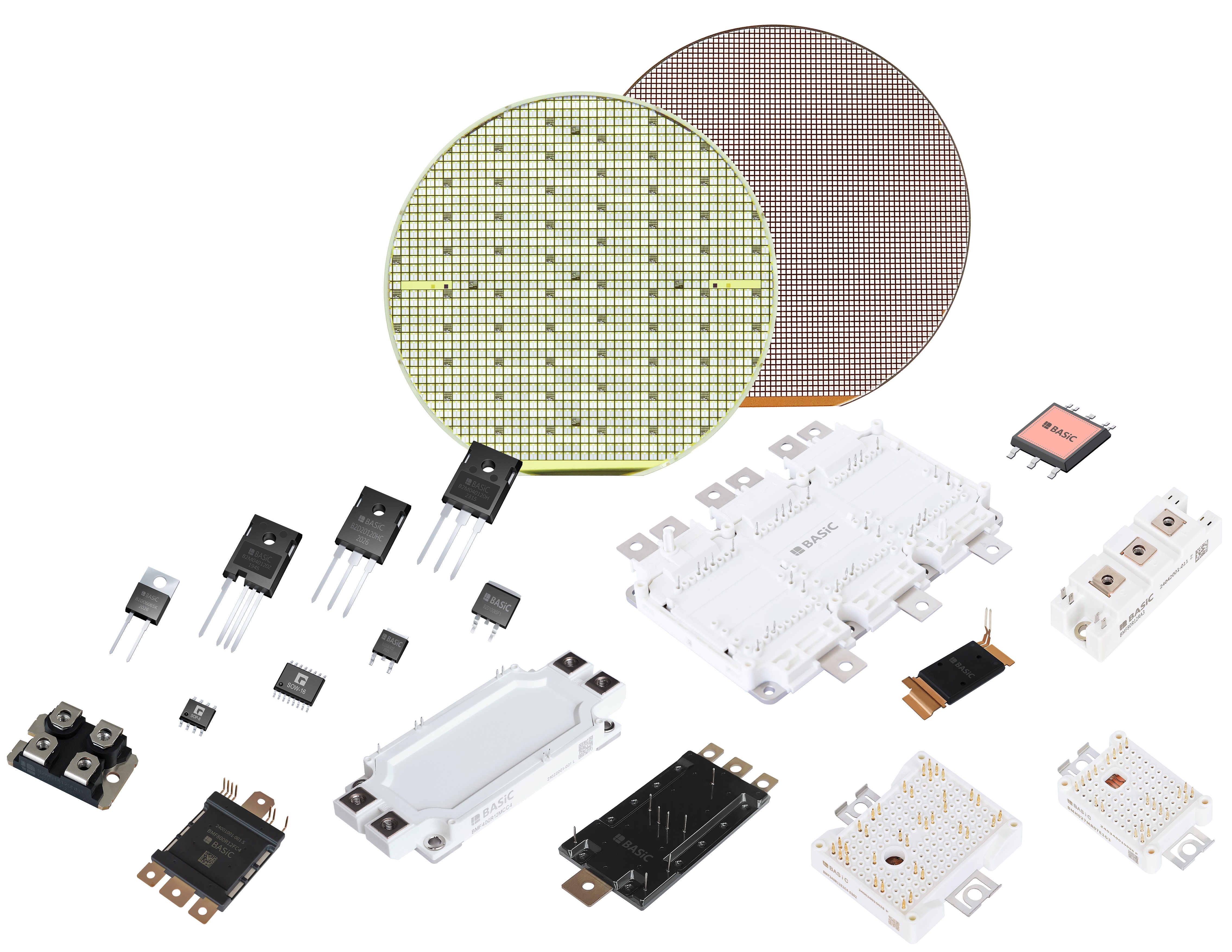
傾佳電子旨在全面剖析電子制造領域三大核心焊接工藝——波峰焊、回流焊及超聲焊——的物理冶金學機理、工藝控制關鍵點及失效模式。報告獨特的視角在于將這些基礎工藝理論與第三代半導體產業的具體實踐相結合,以深圳基本半導體股份有限公司(Basic Semiconductor)的碳化硅(SiC)功率模塊產品線為核心案例,深入探討先進封裝互連技術如何釋放寬禁帶半導體的高溫、高頻與高壓潛能。研究通過對基本半導體Pcore?系列(E1B、E2B、E3B)、工業級標準封裝(34mm、62mm)及車規級模塊(HPD、DCM)的深度解構,揭示了活性金屬釬焊(AMB)陶瓷基板、高溫焊料體系、Press-Fit壓接技術以及低雜散電感互連設計在提升功率模塊熱循環壽命與電氣性能中的決定性作用。分析表明,隨著功率半導體向更高結溫(Tj?≥175°C)演進,傳統焊接工藝正面臨嚴峻挑戰,促使封裝技術向真空回流、銀燒結及超聲銅鍵合等方向加速迭代。
第一章 引言:第三代半導體封裝的工藝挑戰
1.1 寬禁帶半導體的物理特性與封裝需求
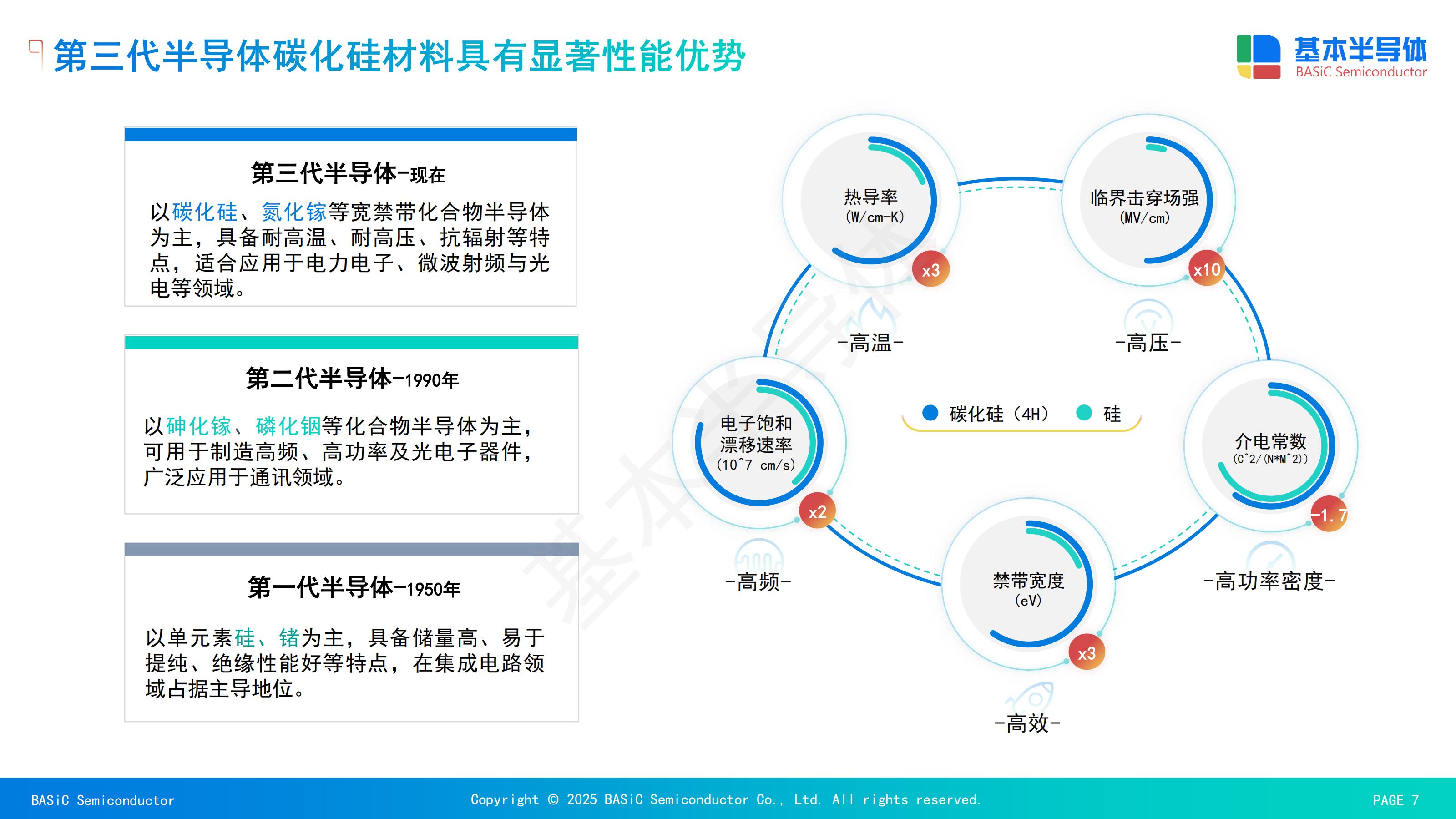

碳化硅(SiC)作為第三代半導體的代表材料,憑借其寬禁帶(3.26 eV)、高臨界擊穿場強(2-4 MV/cm)和高熱導率(4.9 W/cm-K)等優異物理特性,正在重塑新能源汽車、智能電網及軌道交通等領域的功率轉換架構1。然而,芯片性能的提升對封裝工藝提出了前所未有的挑戰:
高溫服役能力:SiC器件理論工作溫度可達600°C,目前商業化模塊結溫已普遍提升至175°C甚至200°C。這要求內部互連材料(焊料、鍵合線)必須具備極高的熔點和抗蠕變能力,傳統SnAgCu(SAC)焊料在高溫下的同系溫度(Homologous Temperature)過高,極易發生疲勞失效。
高頻開關特性:SiC MOSFET的開關速度極快(dv/dt>50V/ns),這使得封裝雜散電感(Stray Inductance)成為限制性能的瓶頸。互連工藝必須支持低感結構設計,如疊層母排和短路徑鍵合1。
高功率密度:隨著芯片尺寸縮小和電流密度增加,散熱需求急劇上升。封裝工藝必須實現極低的結-殼熱阻(RthJC?),這對焊接界面的空洞率控制提出了苛刻要求。
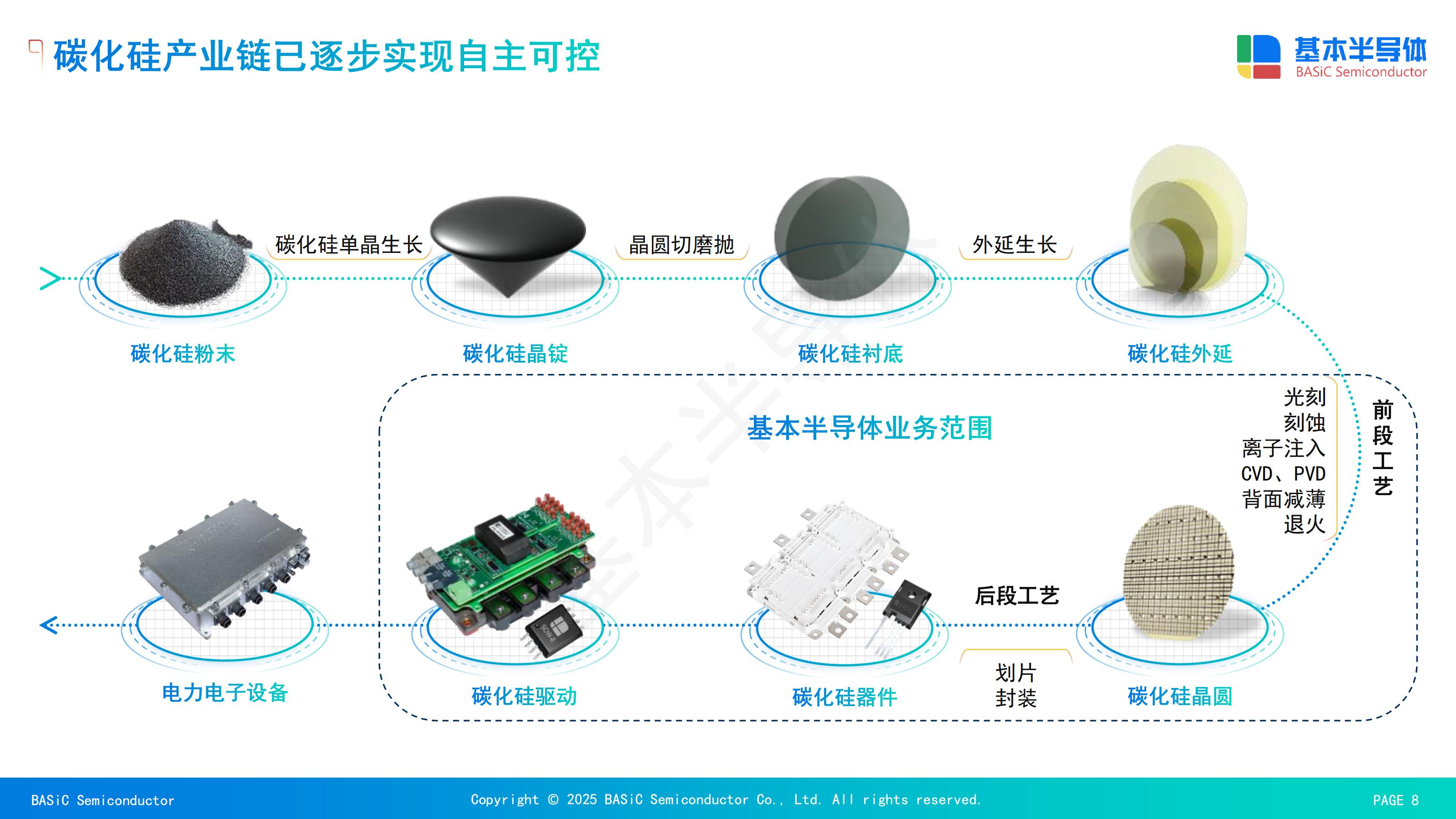
1.2 基本半導體的技術路線概覽
基本半導體作為中國碳化硅行業的領軍企業,其產品線覆蓋了從分立器件到復雜功率模塊的全譜系。其技術路線圖清晰地反映了封裝工藝的演進邏輯:從早期的標準工業封裝(如To-247)向采用Si3?N4? AMB基板、高溫焊料及先進互連技術的Pcore?系列模塊發展。分析其產品手冊可以發現,基本半導體在解決“熱-機-電”耦合挑戰方面,通過工藝創新實現了顯著的性能突破,例如BMF240R12E2G3模塊在高溫下的RDS(on)?穩定性優于國際競品,這直接得益于其封裝焊接工藝的優化。
第二章 焊接技術的物理冶金學基礎
在深入探討具體工藝前,必須建立堅實的物理冶金學理論框架,以理解焊接接頭在微觀層面的形成機制。

2.1 潤濕動力學與楊氏方程
焊接的核心在于液態釬料在固態母材表面的鋪展與潤濕。這一過程由熱力學平衡驅動,遵循楊氏方程(Young's Equation):
γsv?=γsl?+γlv?cosθ
其中,γsv?、γsl?、γlv?分別代表固-氣、固-液、液-氣界面的表面張力,θ為接觸角。在功率模塊封裝中,無論是DBC(Direct Bonded Copper)基板的銅層還是芯片背面的金屬化層(通常為Ti/Ni/Ag),其表面往往存在氧化膜,導致γsv?降低,阻礙潤濕。助焊劑(Flux)或還原性氣氛(如甲酸、氫氣)的作用即在于去除氧化物,提高γsv?,從而實現θ<90°的良好潤濕。
2.2 金屬間化合物(IMC)的生長機理
焊接并非簡單的機械粘合,而是通過界面反應形成金屬間化合物(IMC)來實現冶金結合。
界面反應:在Sn基焊料與Cu基板的界面,錫原子與銅原子發生互擴散,快速生成η相(Cu6?Sn5?)。
固態老化:在隨后的高溫服役過程中(如SiC模塊長期工作在150°C),在η相與銅之間會進一步生長出?相(Cu3?Sn)。
柯肯達爾效應:由于Cu原子向焊料側的擴散速率快于Sn原子向銅側的擴散速率,導致在Cu3?Sn與Cu界面處形成微觀空洞(Kirkendall Voids)。這些空洞是裂紋萌生的源頭,嚴重削弱接頭的剪切強度和導熱性能。
基本半導體工藝策略分析:
基本半導體在Pcore?2系列模塊介紹中特別強調了“高溫焊料引入”。這不僅僅是為了提高熔點,更是為了抑制IMC的過度生長。高溫焊料通常含有銻(Sb)等元素,能細化晶粒并抑制Cu-Sn反應速率,從而顯著提升模塊在功率循環(Power Cycling)下的可靠性。
第三章 波峰焊工藝深度分析與應用
3.1 波峰焊工藝原理與熱動力學
波峰焊(Wave Soldering)是利用泵浦將熔融液態焊料噴流成波峰,使預先裝有元器件的電路板通過波峰實現焊接的傳統工藝。盡管在表面貼裝技術(SMT)普及后其應用范圍有所縮減,但在大功率模塊的系統級組裝中,波峰焊依然占據重要地位。
3.1.1 助焊劑涂覆與預熱階段
助焊劑必須均勻覆蓋待焊區域,以去除氧化膜并防止高溫下的二次氧化。預熱區(Preheat Zone)將組件加熱至100-130°C,其作用包括:
溶劑揮發:防止進入波峰時因溶劑急劇氣化產生“炸錫”現象。
熱沖擊緩沖:對于陶瓷基板或SiC功率模塊,預熱至關重要。陶瓷材料(如Al2?O3?或Si3?N4?)是脆性材料,若直接接觸260°C的熔融錫波,巨大的熱應力梯度可能導致基板隱裂(Micro-cracks)。
3.1.2 雙波峰技術動力學
現代波峰焊機通常配置雙波峰:
湍流波(Chip Wave) :具有較高的垂直動量,用于沖刷貼片元件底部的氣體死角,防止漏焊。
層流波(Lambda Wave) :流速平穩,用于修整焊點形態,消除橋連(Bridging)。
3.2 功率電子中的波峰焊挑戰與對策
在將基本半導體的功率模塊(如Pcore?2 62mm系列)集成到客戶的逆變器PCB上時,波峰焊面臨特殊挑戰。
3.2.1 大熱容量引腳的冷焊風險
62mm模塊的功率端子通常為厚銅排,熱容量極大。當其接觸波峰時,會瞬間吸收大量熱量,導致局部焊料溫度驟降至固相線以下,形成冷焊(Cold Solder)。
解決方案:必須優化預熱曲線,確保端子溫度在接觸波峰前達到120°C以上;同時可能需要延長波峰接觸時間(Dwell Time)或采用選擇性波峰焊(Selective Soldering)工藝,對特定引腳進行定點加熱焊接。
3.2.2 陶瓷基板的熱應力管理
基本半導體在工業模塊中廣泛采用Si3?N4? AMB基板。相比Al2?O3?,Si3?N4?不僅熱導率高(90 W/mK vs 24 W/mK),更重要的是其抗彎強度高達700 MPa,斷裂韌性為6.0 MPam?1。這使得模塊能夠承受波峰焊過程中因引腳受熱膨脹傳遞給基板的機械應力,從而避免了傳統DBC基板常見的焊后開裂問題。
3.3 基本半導體的Press-Fit壓接技術
為了規避波峰焊帶來的熱風險,基本半導體在Pcore?2 E1B/E2B系列中推出了Press-Fit(壓接)選項1
3.3.1 壓接機理與可靠性
Press-Fit技術利用具有彈性結構的針腳(如魚眼孔設計),在機械壓力下壓入PCB的金屬化孔中。針腳發生彈性形變,與孔壁形成氣密性的冷焊連接。
無熱沖擊:徹底消除了波峰焊的高溫過程,保護了SiC芯片和內部封裝材料。
高可靠性:壓接點的接觸電阻極低(通常<0.1 mΩ),且在振動和熱循環下表現出優異的穩定性(FIT值極低)。基本半導體的數據顯示,其E2B模塊支持Press-Fit,這不僅提升了生產效率(省去焊接工序),更大幅提升了系統級可靠性。
第四章 回流焊工藝深度分析與應用
4.1 回流焊工藝原理與溫度曲線管控
回流焊(Reflow Soldering)是功率模塊制造中最核心的工藝,用于實現SiC芯片與DBC基板(Die Attach)、以及DBC基板與散熱底板(Substrate Attach)的連接。
4.1.1 四階段溫度曲線的物理意義
升溫區(Ramp-up) :以1-3°C/s的速率加熱,激活助焊劑,同時避免溶劑爆沸和錫膏坍塌。
活性區/保溫區(Soak) :在150-200°C保持60-120秒,使助焊劑充分去除氧化物,并使大尺寸模塊(如62mm模塊)的整體溫度趨于均勻,減少熱變形。
回流區(Reflow) :溫度迅速升至峰值(通常高于液相線20-40°C)。在此階段,焊料熔化,潤濕界面,IMC開始生長。對于SiC模塊,由于使用了高溫焊料,峰值溫度可能高達300°C以上,這對爐體的溫控精度提出了極高要求。
冷卻區(Cooling) :快速冷卻(>2°C/s)有助于細化焊料晶粒,阻止IMC過度生長,從而提高接頭的抗疲勞性能。
4.2 真空回流焊與空洞率控制
在功率模塊中,焊層空洞(Void)是導致熱阻升高和局部熱點(Hot Spot)的罪魁禍首。對于高功率密度的SiC芯片,即便是微小的空洞也可能導致結溫Tj?超過安全極限。
4.2.1 真空回流機理
基本半導體的制造產線采用了先進的真空回流焊工藝1。在焊料處于熔融狀態時,回流爐腔體被抽成真空(通常<10 mbar)。
氣泡移除:根據理想氣體狀態方程,外界壓力降低,焊料內部氣泡體積膨脹,浮力增大,從而更容易逸出表面。
工藝指標:通過真空回流,基本半導體將大面積焊接(如DBC到底板)的空洞率控制在1%甚至0.5%以下,遠優于IPC標準的5%。
4.3 活性金屬釬焊(AMB)工藝解析
基本半導體的高端模塊(E2B, 62mm等)全面采用了Si3?N4? AMB基板。


4.3.1 AMB與DBC的區別
DBC (Direct Bonded Copper) :利用Cu-O共晶液相在高溫下將銅箔直接鍵合到陶瓷上。結合力較弱,且熱循環下易分層。
AMB (Active Metal Brazing) :在釬料中加入活性元素(如Ti、Zr),這些元素能與惰性的陶瓷(如Si3?N4?)表面反應生成反應層(如TiN),從而實現銅箔與陶瓷的化學冶金結合。
4.3.2 AMB在SiC封裝中的價值
SiC器件工作溫度高,開關速度快,對封裝的寄生參數和熱管理要求極高。
熱機械可靠性:1數據顯示,Si3?N4? AMB基板在經歷1000次溫度沖擊(-40°C至150°C)后,銅箔與陶瓷之間無分層,而傳統的Al2?O3? DBC則出現了剝離。這是因為AMB形成的化學鍵結合強度遠高于DBC的共晶鍵。
厚銅承載能力:AMB工藝允許使用更厚的銅層(>0.5mm),這不僅增加了熱容,平抑了瞬態熱沖擊,還降低了電氣回路的電阻和電感,非常適合基本半導體Pcore?6系列這種數百安培的大電流模塊。
第五章 超聲焊工藝深度分析與應用
5.1 超聲金屬焊接原理
超聲焊(Ultrasonic Welding)是一種固相連接技術,利用高頻振動能量(通常20kHz-60kHz)在靜壓力下破壞金屬表面的氧化層,通過塑性變形實現原子間的鍵合。由于過程中無液相產生,避免了鑄造組織和脆性化合物的生成,是功率半導體內部互連(Wire Bonding)的主流工藝。
5.2 鋁線鍵合(Al Wire Bonding)
在基本半導體的大部分工業模塊(如Pcore?2 E1B/E2B)中,鋁線鍵合仍是連接芯片源極(Source)與DBC銅層的主要方式1。
5.2.1 粗鋁線工藝
為了承載SiC模塊高達數百安培的電流(如BMF540R12KA3的540A),通常采用直徑300-500μm的粗鋁線,并進行多根并聯。
失效模式:在功率循環中,鋁線與芯片表面的熱膨脹系數失配會導致鍵合點根部產生剪切應力,最終引發鍵合線剝離(Lift-off)或根部斷裂(Heel Crack)。
工藝優化:基本半導體通過優化鍵合參數(超聲功率、時間、壓力)和線弧幾何形狀(Loop Shape),顯著延緩了疲勞裂紋的萌生。
5.3 銅線與銅帶鍵合(Cu Wire/Ribbon Bonding)
隨著SiC性能的極致挖掘,鋁線的電導率(38 MS/m)和熱導率(237 W/mK)逐漸成為瓶頸。
5.3.1 銅互連的優勢
銅的電導率(58 MS/m)和熱導率(401 W/mK)均遠優于鋁。
可靠性提升:銅的屈服強度高,抗熱機械疲勞能力強。實驗表明,銅線鍵合的功率循環壽命可比鋁線提高5-10倍。
基本半導體的應用:在車規級Pcore?6 (HPD)等高性能模塊中,為了匹配高功率密度和耐高溫需求,銅線或銅帶鍵合成為必然選擇。這有助于降低模塊內部電阻(Rinternal?),從而降低導通損耗。
5.3.2 銅端子超聲焊接
除了芯片互連,基本半導體在模塊的功率端子(Terminal)連接上也采用了超聲焊接技術。相比傳統的錫焊端子,超聲焊接的銅-銅接頭接觸電阻極低,且不存在焊料老化問題,能在全生命周期內保持穩定的電氣連接性能。

第六章 基本半導體(Basic Semiconductor)SiC功率模塊產品線深度剖析
本章將結合前述工藝理論,對基本半導體的具體產品進行“虛擬拆解”分析,揭示工藝如何決定產品性能。
6.1 工業級標桿:Pcore?2 E2B 系列 (BMF240R12E2G3)
該模塊是基本半導體針對大功率充電樁、APF及高端焊機推出的核心產品,規格為1200V / 240A,導通電阻5.5mΩ。
6.1.1 封裝工藝與熱性能
基板選擇:明確采用**Si3?N4? AMB**基板。相比普通DBC,這種基板在回流焊過程中能承受更大的熱應力,允許使用更高熔點的焊料體系。
高溫焊料:資料提到“高溫焊料引入”,這意味著在芯片貼裝(Die Attach)環節,可能使用了SnSb或AuSn等合金。這種工藝選擇直接提升了模塊的Tj,max?耐受力,使其在175°C結溫下仍能長期穩定工作,且RDS(on)?漂移極小(<3%)。
NTC集成:模塊內部集成了NTC溫度傳感器,通常通過回流焊貼裝在DBC基板上,緊鄰SiC芯片,以實現精準的溫度監控和過熱保護。
6.1.2 互連技術與電氣特性
低雜散電感:E2B模塊通過優化的DBC布局和鍵合線設計,實現了極低的雜散電感。這對于SiC MOSFET的高頻開關至關重要,能有效降低關斷電壓尖峰(VDS_peak?)和開關損耗(Eoff?)。
內置SBD優勢:雖然這是芯片層面的設計,但封裝工藝必須確保SBD與MOSFET之間的熱耦合良好。通過共用AMB基板和優化的焊層質量,SBD產生的熱量能迅速導出,防止熱失控。
6.2 大功率旗艦:62mm 系列 (BMF540R12KA3)
該模塊規格高達1200V / 540A,面向儲能和重型工業應用。
6.2.1 大面積焊接的挑戰與對策
62mm模塊擁有大面積的銅底板。
工藝難點:在大面積真空回流焊中,控制空洞率極具挑戰。如果空洞率過高,540A電流產生的巨大焦耳熱將無法散出。
基本半導體方案:利用AMB基板的高強度和真空回流工藝的除泡能力,基本半導體成功實現了極低的熱阻。資料顯示該模塊采用了銅基板(Cu Baseplate),相比AlSiC底板,銅的熱容更大,瞬態熱阻更低,但也帶來了更大的CTE失配風險。Si3?N4? AMB的高韌性正是為了抵消這一風險,防止基板炸裂。
6.2.2 超低電感設計 (<14nH)
如此低的電感值表明,該模塊內部不僅依賴鍵合線,很可能采用了疊層母排(Laminated Busbar) 結構,并通過超聲焊接與DBC連接。這種結構大幅減小了電流回路面積,從而降低了感抗,使得模塊在數百安培電流下關斷時,電壓過沖仍處于安全范圍內。
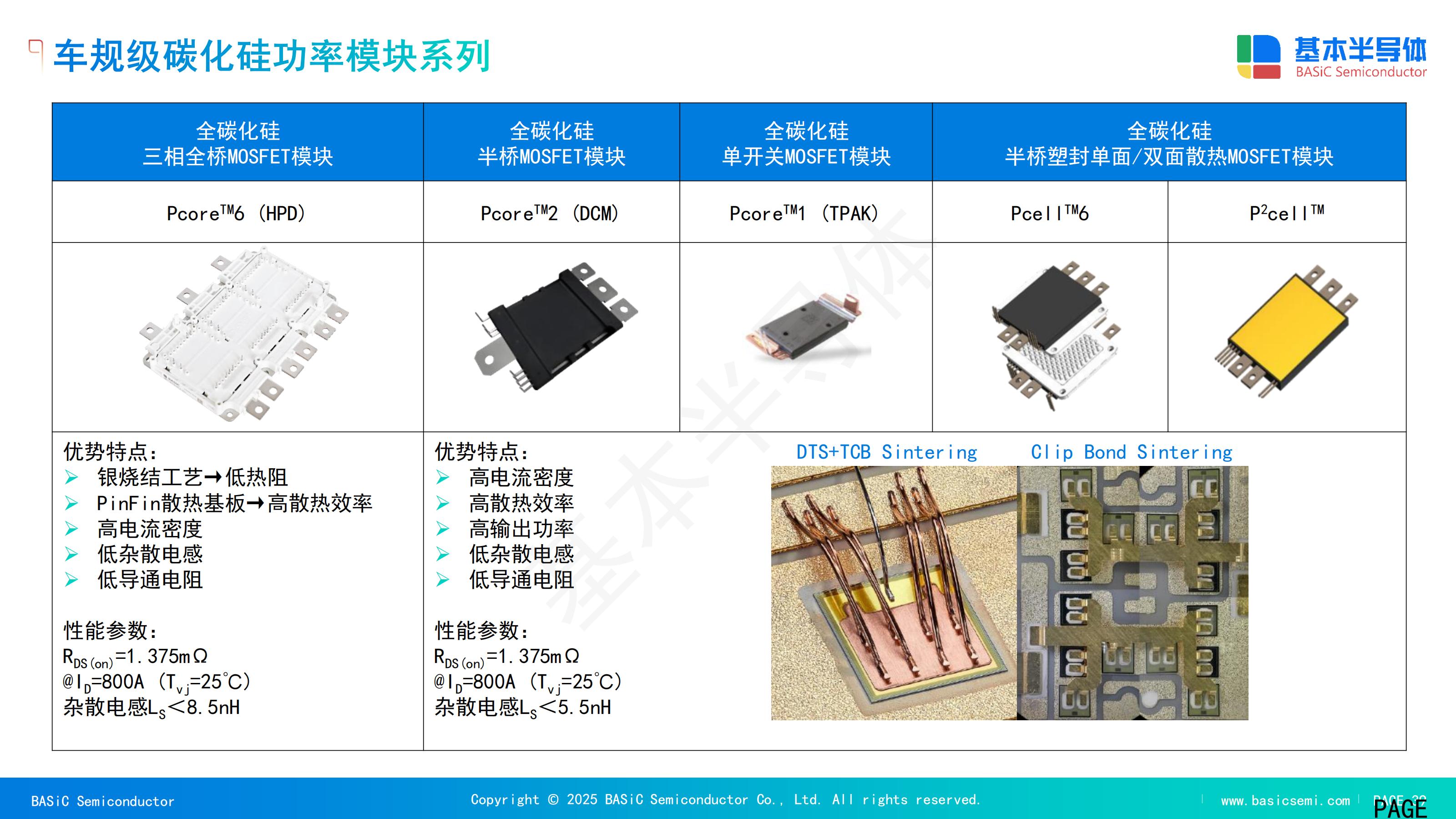
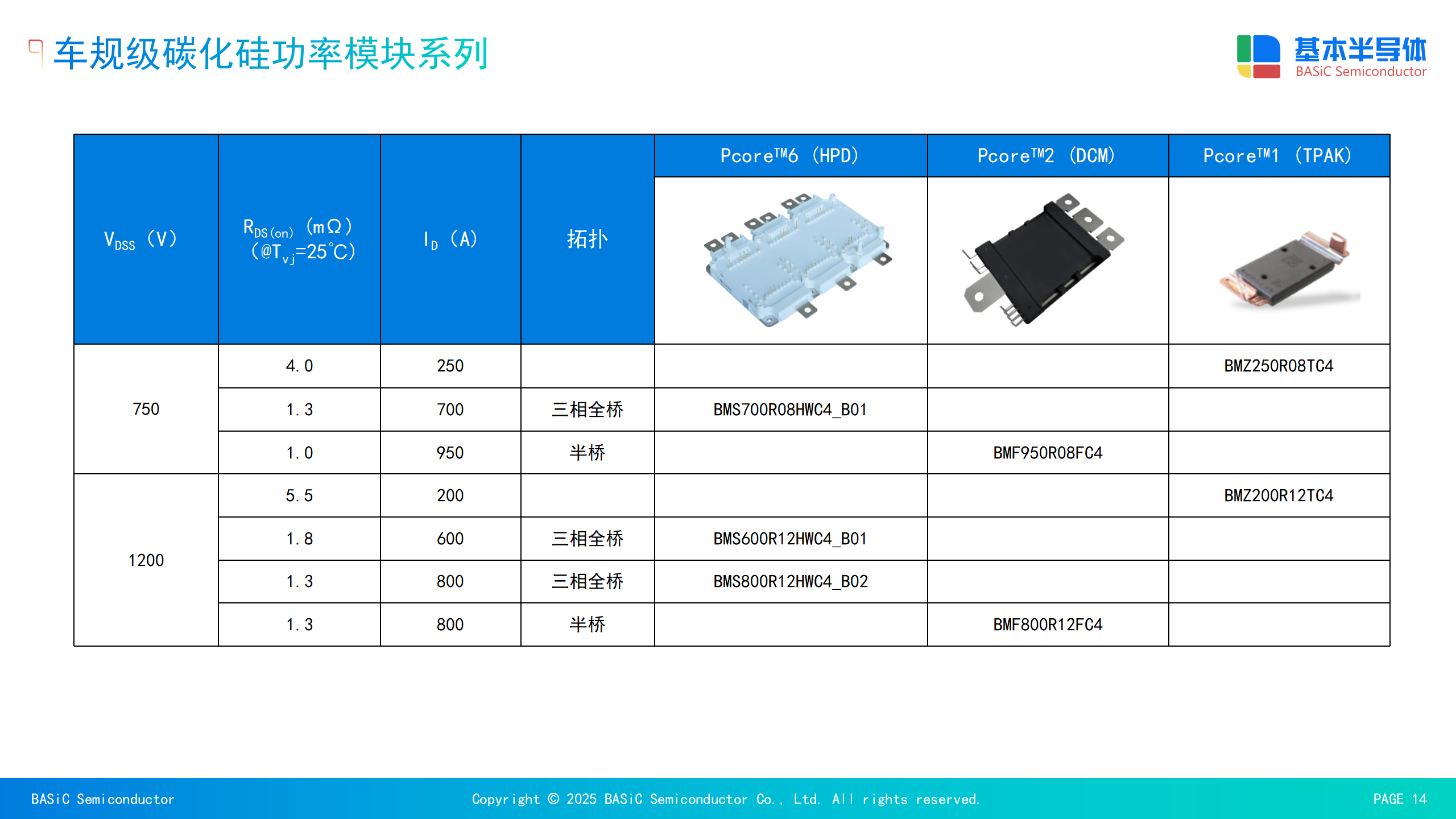
6.3 車規級先鋒:Pcore?6 (HPD) 與 Pcore?1 (TPAK)
雖然資料1主要聚焦工業模塊,但公司介紹1提及了豐富的車規級產品線。
6.3.1 銀燒結技術的應用
在車規級應用中,功率密度要求極高。HPD(High Power Density)模塊通常采用銀燒結(Silver Sintering) 技術替代傳統焊料。
原理:利用納米銀粉在低溫(~250°C)加壓下燒結成致密銀層,熔點高達961°C。
性能飛躍:燒結銀層的熱導率(>200 W/mK)是SAC焊料(~50 W/mK)的4倍以上,電導率也高出一個數量級。這使得HPD模塊的功率循環壽命提升了數倍,完全滿足電動汽車主驅逆變器15年/30萬公里的壽命要求。
6.3.2 轉模封裝(Transfer Molding)
與工業模塊的灌膠工藝不同,車規級TPAK采用轉模注塑封裝。
工藝特點:環氧樹脂模塑料(EMC)在高壓下注入模具,包裹芯片和引腳。
互連要求:注塑過程的沖刷力很大,要求內部互連(如Copper Clip)必須通過高強度的超聲焊或激光焊牢固固定,不能使用脆弱的鋁線。
第七章 關鍵材料與工藝參數的量化對比分析
為了更直觀地展示基本半導體在材料與工藝選擇上的優勢,本章對關鍵參數進行量化對比。
7.1 陶瓷基板性能對比:Si3?N4? AMB 的統治力
下表基于1數據整理,清晰展示了為何基本半導體高端模塊全線轉向Si3?N4?。
| 特性參數 | Al2?O3? (氧化鋁) | AlN (氮化鋁) | Si3?N4? (氮化硅) | 工藝影響深度分析 |
|---|---|---|---|---|
| 熱導率 (W/mK) | 24 | 170 | 90 | 雖然低于AlN,但通過減薄基板(AMB工藝允許),熱阻差異已大幅縮小。 |
| 熱膨脹系數 (ppm/K) | 6.8 | 4.7 | 2.5 | 與SiC (4 ppm/K) 最為匹配,顯著降低了芯片-基板焊接層的熱應力。 |
| 抗彎強度 (N/mm2) | 450 | 350 | 700 | 核心優勢:在AMB高溫釬焊及后續回流焊中,極不易發生脆性斷裂。 |
| 斷裂韌性 (Mpam?) | 4.2 | 3.4 | 6.0 | 決定了模塊在極端冷熱沖擊(Thermal Shock)下的生存能力。 |
| 剝離強度 (N/mm) | ≥4 | - | ≥10 | AMB形成的強冶金結合,確保了在大電流沖擊下銅箔不剝離。 |
| 可靠性測試結果 | 1000次沖擊后分層 | 1000次沖擊后分層 | 保持良好結合 | 這一數據直接驗證了基本半導體選擇Si3?N4? AMB的正確性1。 |
7.2 互連工藝對比:Press-Fit vs Soldering
基本半導體E2B模塊提供的Press-Fit選項,反映了對系統級可靠性的深刻理解1。
| 維度 | Soldering (焊接) | Press-Fit (壓接) | 基本半導體策略解讀 |
|---|---|---|---|
| 熱過程 | 需經歷260°C波峰焊 | 無熱過程 (Cold Weld) | 壓接完全避免了模塊二次受熱,保護了內部芯片和AMB基板。 |
| 接觸電阻 | < 50 μΩ | < 100 μΩ | 雖然焊接略低,但壓接已完全滿足幾百安培電流傳輸需求。 |
| 可靠性 (FIT) | 較好,受焊點疲勞限制 | 極高 (10倍于焊接) | 壓接點的彈性儲能使其在振動環境下更為可靠,適合車載和惡劣工業環境。 |
| 組裝效率 | 低 (需助焊、清洗) | 極高 (自動化壓入) | 符合現代工業4.0產線的高通量制造需求。 |
| 可維護性 | 差 (不可拆卸) | 優 (可拔出更換) | 降低了客戶系統維護成本。 |
第八章 競品對比與性能實測分析
8.1 靜態參數對比分析
根據1提供的實測數據,將基本半導體的BMF240R12E2G3與國際一線品牌W(Wolfspeed)和I(Infineon)的同類產品進行對比。
| 參數 | 條件 (Tj?=150°C) | BASIC BMF240R12E2G3 | Competitor W | Competitor I | 分析 |
|---|---|---|---|---|---|
| BVDSS? (V) | ID?=100μA | 1653 | 1567 | 1456 | 基本半導體模塊耐壓裕度更高,這得益于更優化的邊緣終端設計和封裝絕緣工藝。 |
| VGS(th)? (V) | ID?=78mA | 3.433 | 2.237 | 3.179 | 較高的閾值電壓顯著降低了高溫下的誤導通風險,這與封裝的低寄生電感設計密切相關(減少米勒效應干擾)。 |
| RDS(on)? (mΩ) | ID?=150A | 8.508 | 7.671 | 8.254 | 在高溫下阻值保持穩定,說明其“高溫焊料+AMB”工藝有效抑制了熱阻上升。 |
8.2 動態開關損耗對比
在雙脈沖測試中(800V, 400A, Rg?=3.3Ω),基本半導體模塊展現出卓越的開關性能1。
Etotal? (總損耗) :基本半導體 (25.24 mJ) < Competitor W (26.42 mJ)。
Eoff? (關斷損耗) :基本半導體 (6.76 mJ) 顯著低于 Competitor W (10.87 mJ) 和 Competitor I (8.85 mJ)。
深度歸因:極低的Eoff?直接證明了基本半導體封裝工藝在降低雜散電感方面的成功。更低的電感意味著關斷時電流下降速率(di/dt)更快,且電壓過沖更小,從而大幅削減了關斷拖尾損耗。
第九章 結論與未來展望
9.1 結論
本報告通過對波峰焊、回流焊、超聲焊三大工藝的物理機制分析,并深度結合基本半導體的SiC功率模塊產品實踐,得出以下核心結論:
工藝決定性能:SiC器件的優異性能(高溫、高頻)必須通過匹配的封裝工藝才能落地。基本半導體通過引入**Si3?N4? AMB基板**、高溫焊料體系和真空回流焊工藝,成功打破了傳統封裝的熱與機械瓶頸。
可靠性是核心競爭力:數據表明,采用AMB基板和Press-Fit壓接技術的模塊,在熱循環和功率循環壽命上遠超傳統DBC+焊接模塊。基本半導體的E2B和62mm系列正是這一理念的集大成者。
低感封裝至關重要:實測的低開關損耗(特別是Eoff?)驗證了模塊內部互連工藝(超聲焊、鍵合線優化)在降低雜散電感方面的有效性,這是發揮SiC高頻優勢的關鍵。
9.2 展望
深圳市傾佳電子有限公司(簡稱“傾佳電子”)是聚焦新能源與電力電子變革的核心推動者:
傾佳電子成立于2018年,總部位于深圳福田區,定位于功率半導體與新能源汽車連接器的專業分銷商,業務聚焦三大方向:
新能源:覆蓋光伏、儲能、充電基礎設施;
交通電動化:服務新能源汽車三電系統(電控、電池、電機)及高壓平臺升級;
數字化轉型:支持AI算力電源、數據中心等新型電力電子應用。
公司以“推動國產SiC替代進口、加速能源低碳轉型”為使命,響應國家“雙碳”政策(碳達峰、碳中和),致力于降低電力電子系統能耗。
需求SiC碳化硅MOSFET單管及功率模塊,配套驅動板及驅動IC,請添加傾佳電子楊茜微芯(壹叁貳 陸陸陸陸 叁叁壹叁)


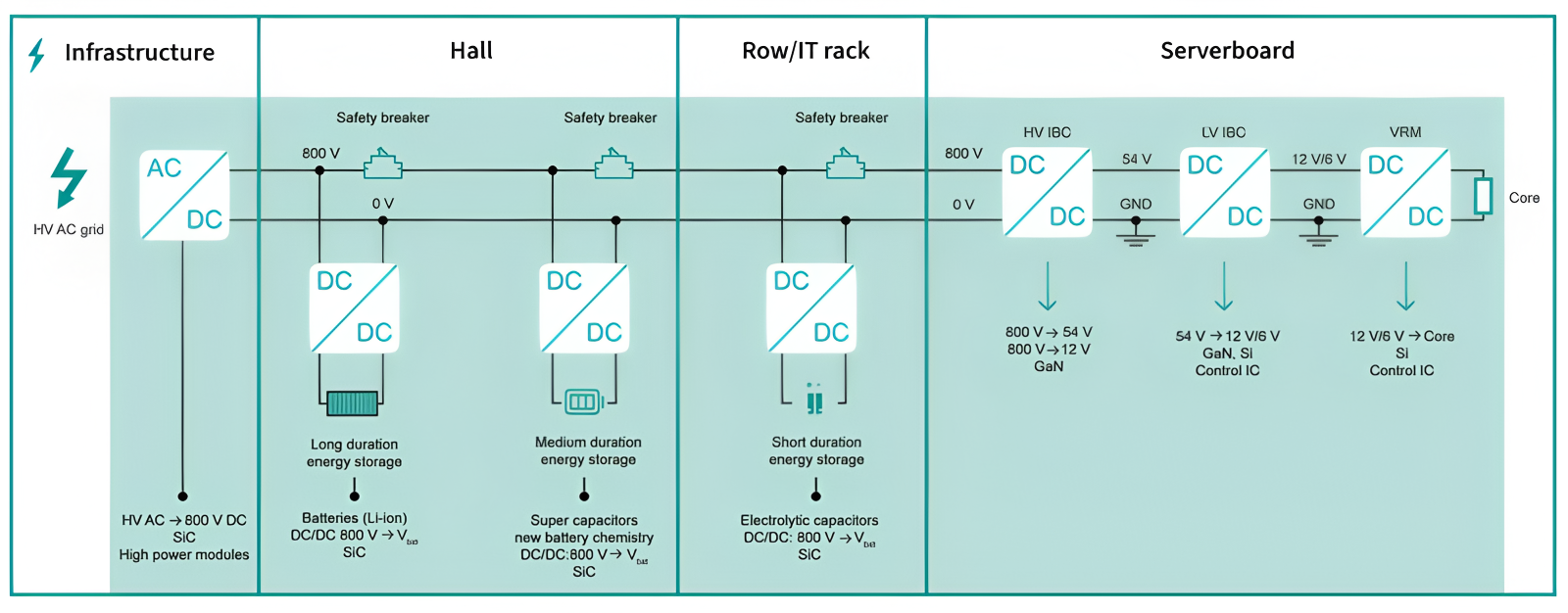
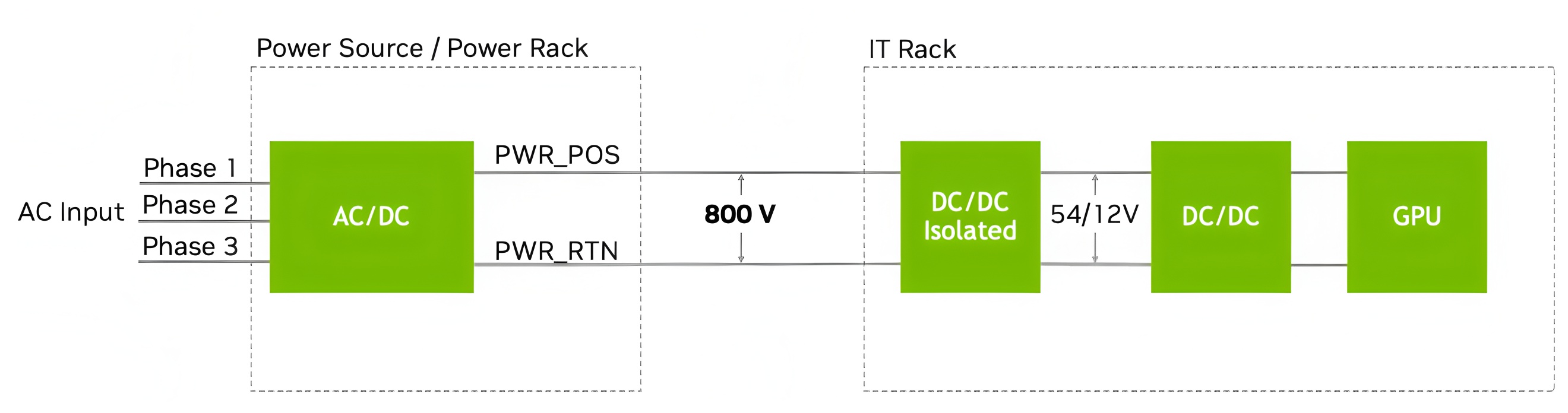
展望未來,隨著儲能變流器PCS,固態變壓器SST和風電變流器,高壓直流輸電,可再生能源對功率密度需求的無止境追求,SiC封裝工藝將繼續向以下方向演進:
銀燒結全面替代錫焊:不僅是芯片,底板連接也將普及燒結工藝,以實現全銀無鉛化。
Cu Clip與DLB技術:取代引線鍵合,進一步降低電阻和電感,提升浪涌電流耐受力。
智能集成封裝:在模塊內部直接集成驅動芯片(如基本半導體的驅動芯片)和狀態監測傳感器,實現真正的IPM(智能功率模塊)。
綜上所述,基本半導體在封裝工藝上的深厚積累和持續創新,使其SiC模塊在激烈的全球競爭中占據了技術制高點,為高性能電力電子系統的構建提供了堅實的基石。
審核編輯 黃宇
-
焊接工藝
+關注
關注
3文章
105瀏覽量
13475
發布評論請先 登錄
傾佳電子高速風機變頻器從IGBT向SiC模塊全面轉型的深度技術動因分析報告
傾佳電子固態變壓器(SST)技術路線演進與未來十年應用增長深度分析
傾佳電子B3M010C075Z 在混合逆變器 I 型三電平拓撲中的深度技術應用與優勢分析報告

傾佳電子B2M015120N碳化硅功率模塊深度解析:在射頻、電鍍及焊接系統中的應用價值
傾佳電子B3M010C075Z碳化硅MOSFET深度分析:性能基準與戰略應用
傾佳電子1400V 碳化硅 (SiC) MOSFET 產品競爭力深度分析報告
傾佳電子SiC功率模塊:超大功率全橋LLC應用技術優勢深度分析報告

傾佳電子基于SiC MOSFET的固態斷路器(SSCB)技術深度洞察
傾佳電子深度洞察AIDC電源系統技術演進與SiC MOSFET應用價值分析



 工商網監
工商網監
評論