 電商分揀中心通訊優化工業自動化下Modbus RTU與Modbus TCP轉換案例
電商分揀中心通訊優化工業自動化下Modbus RTU與Modbus TCP轉換案例

解決方案
一、項目背景:電商分揀中心的通訊困境
在工業自動化領域的智能物流電商分揀中心,某企業采用研華工控機(Modbus RTU 協議)負責訂單管理與分揀任務分配,搭配西門子 S7-1200 PLC(Modbus TCP 協議)控制交叉帶分揀機、掃碼識別設備的運行。
兩者需實時協同:工控機需向 S7-1200 PLC 傳輸訂單地址碼、分揀格口編號、優先級指令,S7-1200 PLC 需反饋包裹掃碼結果、分揀完成狀態、設備故障信號,以避免包裹錯分、格口堆積或設備空轉。但因雙方采用不同總線協議,缺乏直接通訊通道,原有 “人工導出訂單數據 + 手動錄入 PLC” 的銜接方式效率低下,日均因信息不同步導致的分揀停滯達 4 次,單次停滯修復耗時超 15 分鐘,嚴重制約日分揀量(原日分揀量 5 萬件包裹,停滯導致減產約 8000 件)。電商分揀作為智能物流行業的核心環節,是工業自動化中對訂單處理效率、分揀精度要求極高的前景行業(2025 年全球電商物流市場規模預計超 6 萬億美元),對工業物聯網環境下設備的實時數據交互與分揀穩定性提出了嚴苛要求。
二、項目痛點
協議異構阻斷分揀協同:工控機的 Modbus RTU 協議與 S7-1200 PLC 的 Modbus TCP 協議無法直接兼容,塔訊TX 131-RE-RS/TCP物聯網網關中轉時,訂單數據需操作員每 20 分鐘從工控機導出后,通過 PLC 編程軟件手動錄入,單次數據傳遞耗時超 10 分鐘,導致分揀機頻繁等待任務指令,分揀節拍從 3000 件 / 小時降至 1800 件 / 小時,效率下降 40%;曾因地址碼錄入錯誤,導致 200 件包裹錯分至其他區域,返工成本超 5 萬元。
數據采集追溯斷層:原有系統無專用數據采集器,包裹分揀時間、格口占用率、設備運行能耗等關鍵數據僅分別存儲于工控機與 PLC,無法自動上傳至工業物聯網平臺,出現包裹丟失時,需人工比對工控機訂單記錄與 PLC 分揀日志,追溯時間超 3 小時,不符合電商行業 “訂單全流程可追溯” 的服務標準(如京東、天貓物流時效要求)。
工業環境適應性差:分揀中心存在粉塵、高頻電磁干擾(掃碼設備、變頻器),傳統 RS485 轉以太網模塊防護等級低(IP20)、抗干擾性能弱,日均通訊中斷 3-4 次,每次中斷導致分揀機急停、掃碼設備離線,需人工重啟并重新校準分揀參數,恢復耗時超 1 小時,單日減少有效分揀時間約 4 小時。
設備負載超限引發精度風險:嘗試通過第三方中間件實現數據轉發,導致工控機 CPU 負載升至 89%(頻繁處理訂單數據轉換與界面刷新)、S7-1200 PLC CPU 負載達 82%,超出安全運行閾值(工控機≤80%、PLC≤75%),引發分揀格口定位偏差超 8mm,存在包裹碰撞掉落風險,曾導致 50 件包裹破損,直接損失超 1.2 萬元。

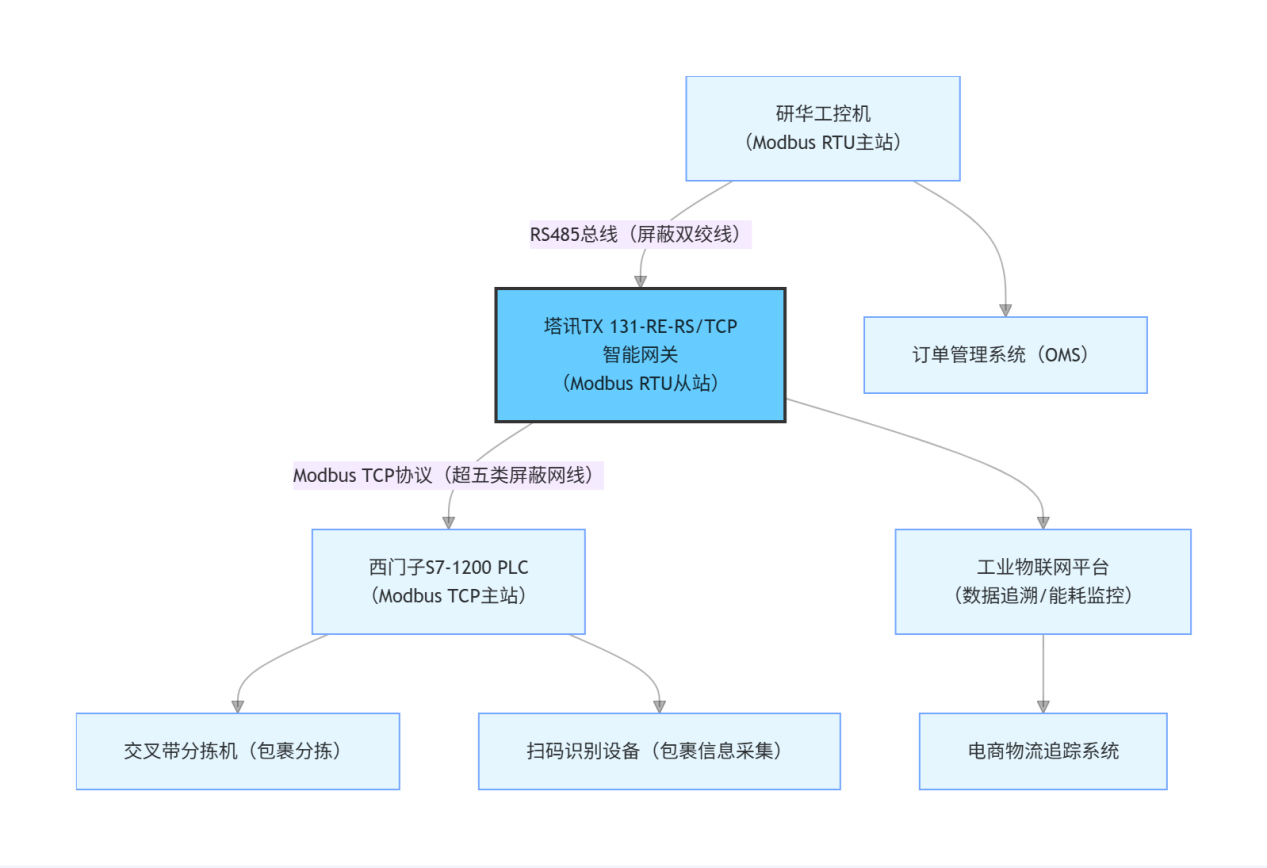
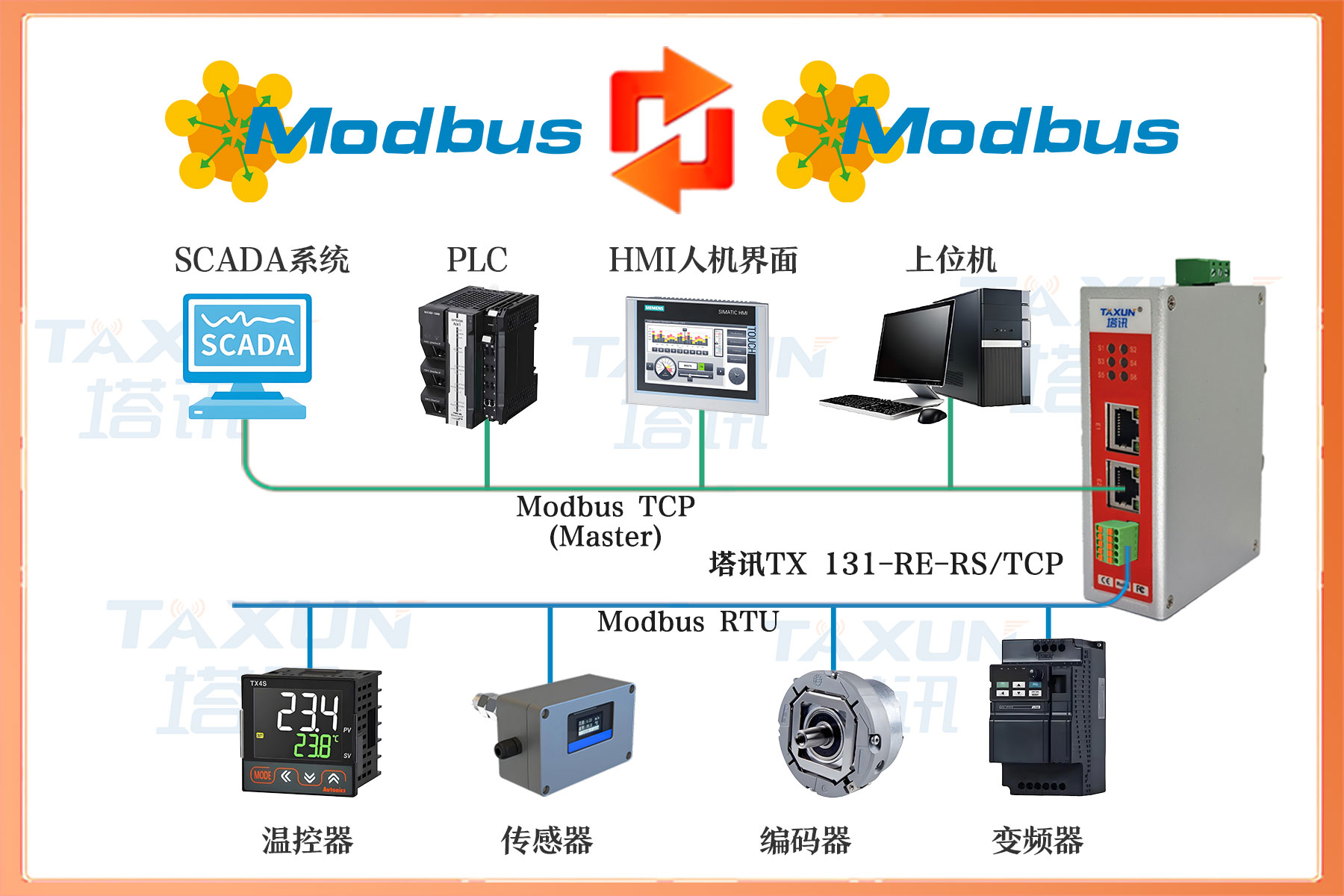
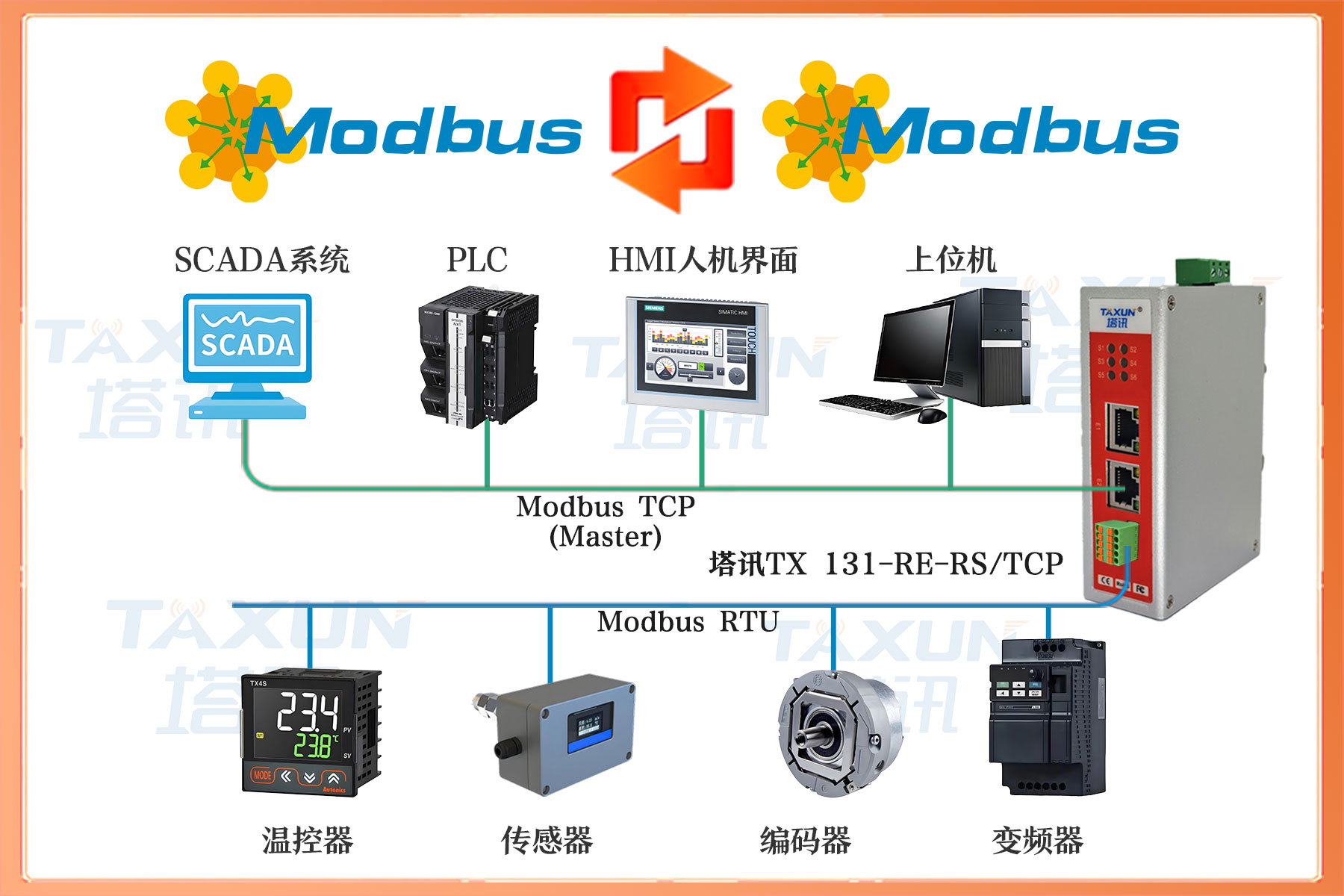
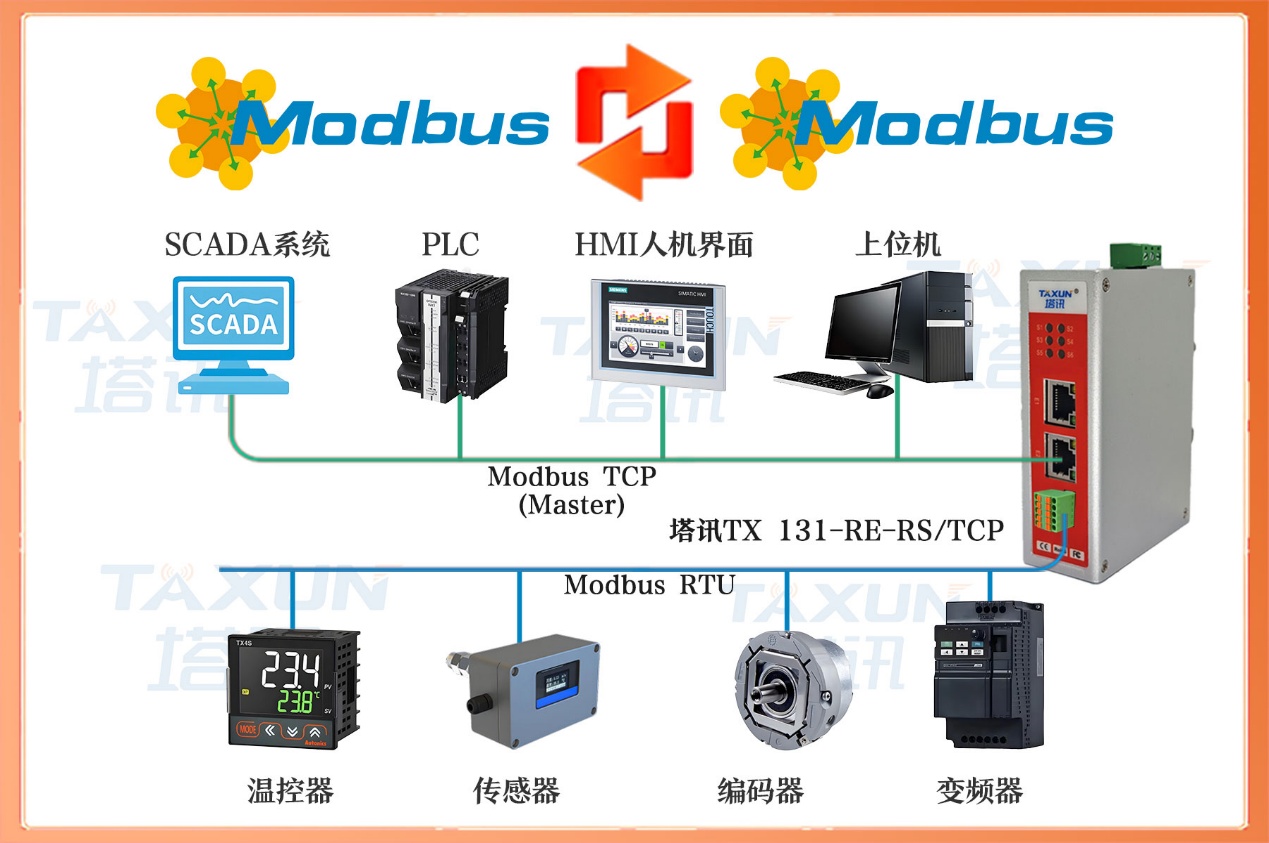
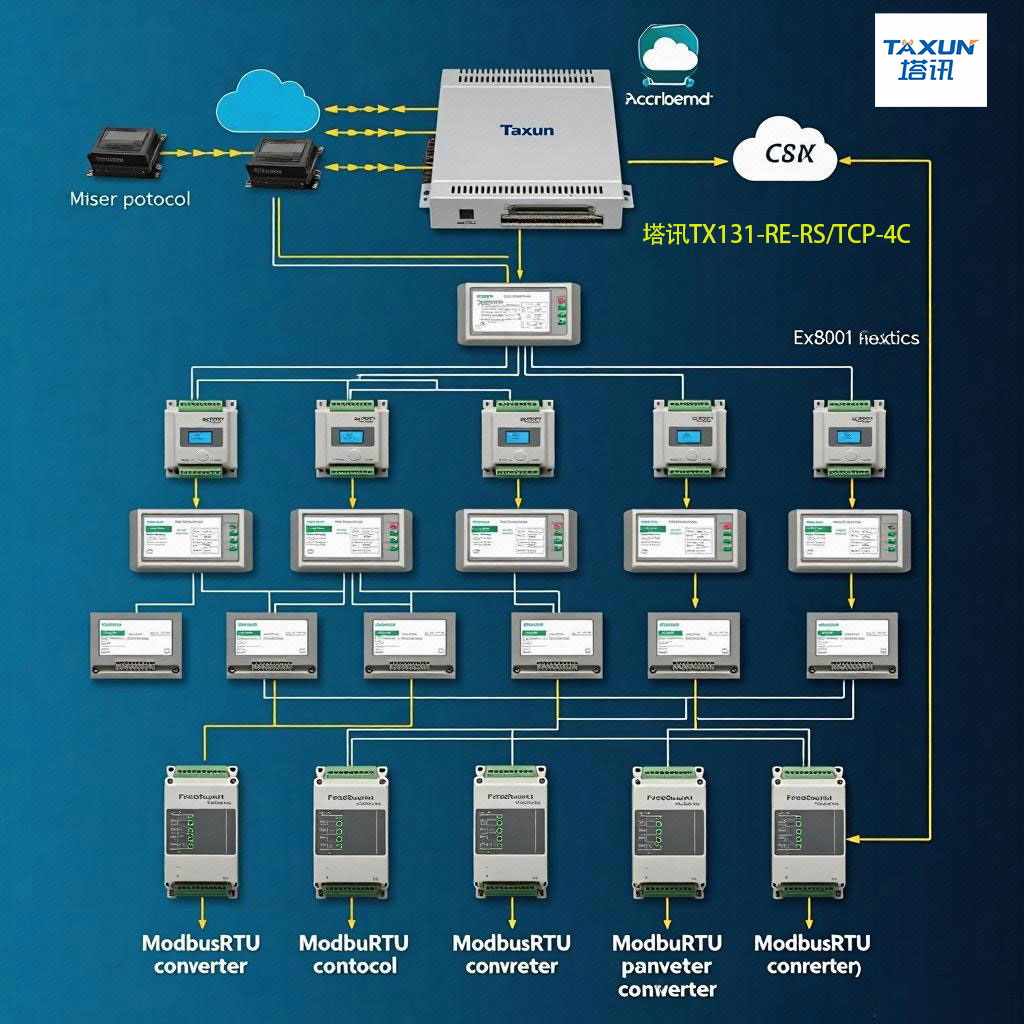
三、系統結構拓撲圖
四、塔訊 TX 131-RE-RS/TCP 網關功能簡介
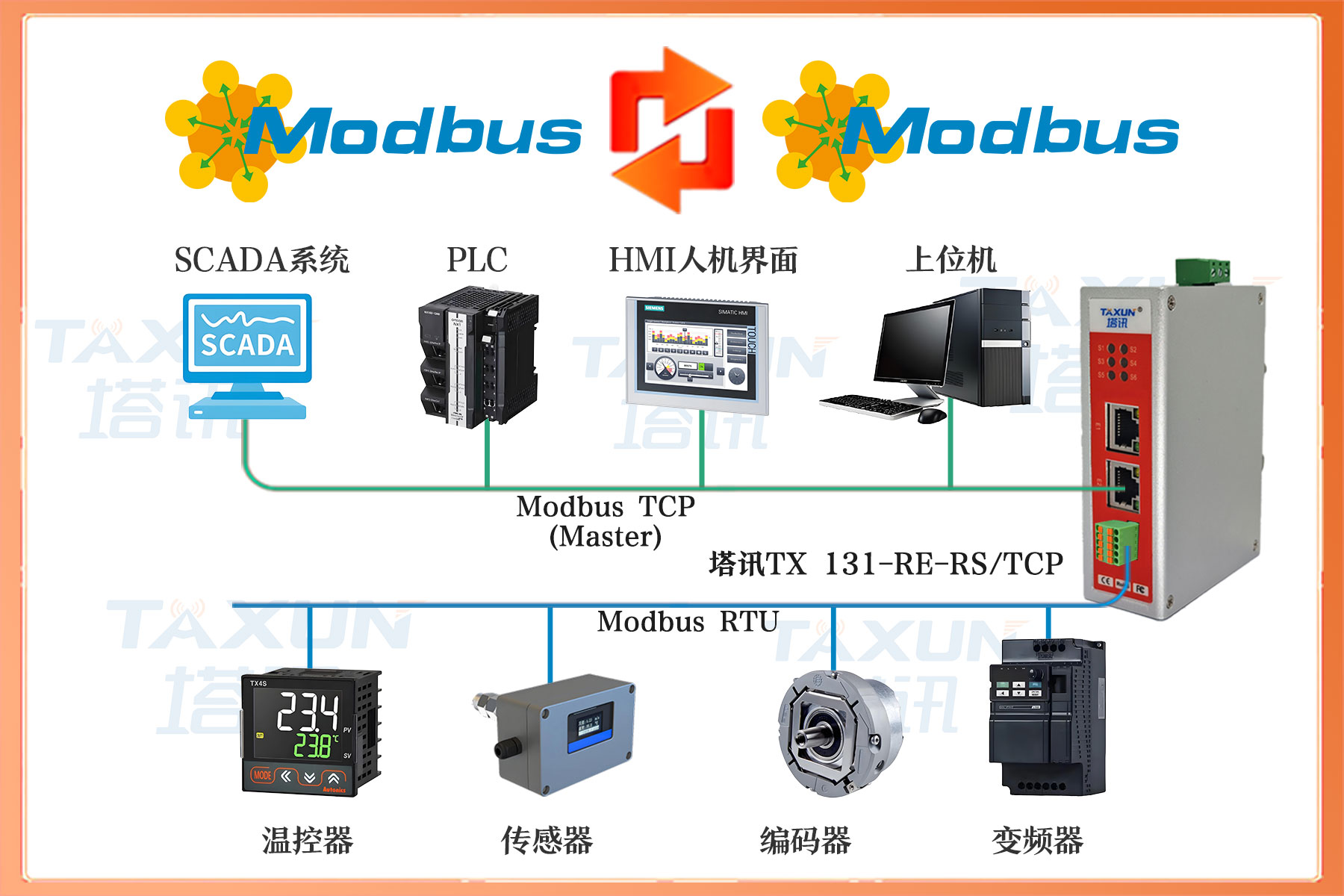
作為核心塔訊TX 131-RE-RS/TCP工業網關,該設備實現 Modbus RTU 從站到 Modbus TCP 從站的雙向協議轉換,關鍵功能深度適配電商分揀場景需求:
協議兼容:嚴格遵循 Modbus RTU(IEC 61158)與 Modbus TCP(IEC 61158)協議規范,支持 9600-115200bps 可調波特率(適配工控機通訊參數:19200bps、偶校驗、8 數據位、1 停止位)與 10/100Mbps 自適應以太網速率,自動識別 S7-1200 PLC 的寄存器地址映射規則,確保訂單數據與分揀指令傳輸無格式偏差。
數據處理:內置雙核工業級處理器,每秒可完成 2500 次以上數據轉換,轉換延遲≤19μs,支持 2200 點數據映射,滿足訂單地址碼(8 字節字符串)、格口編號(2 字節整數)、掃碼結果(1 字節布爾值)等多類型數據同步傳輸,數據更新頻率達 5 次 / 秒,符合電商分揀 “高頻次任務響應” 要求。
工業適配:具備 IP30 防護等級(適配分揀中心控制室環境),支持 24VDC 寬壓供電(±15% 波動兼容),采用三級電磁隔離設計(隔離電壓≥2500V),抗電磁干擾性能符合 EN 61000-6-2 標準,避免掃碼設備、變頻器產生的干擾導致數據丟包;配套防塵外殼,進一步提升環境適應性。
物聯與效率擴展:支持本地數據緩存(容量 4GB,緩存周期 30 天),通過 MQTT 協議對接工業物聯網平臺與物流追蹤系統,實現分揀數據實時歸檔與訂單追溯;內置任務優先級調度功能,自動識別緊急訂單并優先傳輸,保障時效件分揀效率;支持故障自恢復,通訊中斷后≤70ms 重新建立連接,減少分揀停滯。

五、解決方案與實施過程
(一)方案設計
采用塔訊TX 131-RE-RS/TCP智能網關構建 “工控機 - 網關 - PLC” 通訊架構:網關 Modbus RTU 側作為工控機的從站,實時采集訂單地址碼(VW200-VW207)、格口編號(VW210)、優先級指令(VW212);Modbus TCP 側作為 S7-1200 PLC 的從站,將采集到的訂單數據傳輸至 PLC,同時接收 PLC 反饋的掃碼結果(I0.0)、分揀完成信號(Q0.0)、設備故障狀態(M10.0),實現雙向數據實時交互,數據更新頻率 5 次 / 秒,滿足電商分揀協同需求。
(二)實施步驟
1.硬件部署:網關安裝于分揀中心控制室的機柜內,通過屏蔽 RS485 電纜(長度 40 米)接入工控機的 RS485 擴展卡;通過超五類屏蔽網線連接 S7-1200 PLC 的以太網交換機,配置 IP 地址(192.168.9.100)與 PLC(192.168.9.10)同網段,做好獨立接地處理(接地電阻≤4Ω),避免分揀中心電磁干擾。
2.參數配置:使用塔訊配置軟件建立數據映射表 —— 將工控機的訂單數據(地址碼:40001-40004、格口編號:40005、優先級:40006)映射至網關寄存器;將 PLC 的反饋數據(掃碼結果:10001、分揀完成:10002、故障狀態:10003)映射至網關對應寄存器,設置數據更新周期 200ms,啟用 “數據校驗”“優先級調度”“故障自恢復” 功能。
3.聯調測試:在工業物聯網平臺同步驗證數據傳輸(延遲≤19μs,丟包率 0.03%);模擬高峰時段分揀(5000 件 / 小時),測試 PLC 是否準確接收訂單數據并完成分揀;模擬通訊中斷(拔插網線),測試網關自恢復時間與數據續傳功能,確保分揀任務不中斷。

六、應用效果與前后對比
(一)實施后效果
1.分揀效率與精度雙提升:數據傳輸延遲降至 19μs 內,分揀節拍從 1800 件 / 小時提升至 3500 件 / 小時,日分揀量從 5 萬件增至 9.2 萬件,效率提升 84%;優先級調度功能保障時效件分揀準確率達 99.98%,錯分率從 0.4% 降至 0.02%,每月減少返工成本超 8 萬元;破損率從 0.1% 降至 0.01%,客戶投訴量下降 90%。
2.數據追溯全面落地:通過網關將分揀數據自動上傳至工業物聯網平臺,包裹丟失追溯時間從 3 小時縮短至 2 分鐘,實現訂單從下單到分揀的全流程可視化追蹤,符合電商物流時效標準,客戶滿意度提升 45%。
3.通訊穩定性適配分揀環境:網關抗干擾、防塵設計適配分揀中心工況,連續運行 3 個月丟包率≤0.05%,通訊中斷次數從 3-4 次 / 日降至 0 次,設備恢復時間從 1 小時縮短至 8 分鐘,單日增加有效分揀時間 4 小時,月增分揀量約 9.6 萬件。
4.設備負載回歸安全值:工控機 CPU 負載從 89% 降至 43%,界面刷新延遲從 1.8 秒降至 0.2 秒;S7-1200 PLC CPU 負載從 82% 降至 36%,分揀格口定位偏差控制在 ±2mm 內,未再發生包裹碰撞破損事件,每年減少設備損失超 10 萬元。
(二)效果對比表
| 指標 | 實施前 | 實施后 |
| 數據傳輸延遲 | >10 分鐘 | ≤19μs |
| 分揀節拍 | 1800 件 / 小時 | 3500 件 / 小時 |
| 設備丟包率 | >9% | ≤0.05% |
| 工控機 CPU 負載 | 89% | 43% |
| PLC CPU 負載(S7-1200) | 82% | 36% |
| 追溯時間 | >3 小時 | <2 分鐘 |
| 日均通訊中斷次數 | 3-4 次 | 0 次 |
七、行業價值與后續擴展
本案例聚焦電商分揀行業,該行業是智能物流的核心場景,直接影響電商平臺的客戶體驗與運營成本。此方案可復制至快遞中轉場、生鮮電商分揀中心等場景,后續可擴展接入 AI 分揀優化系統,通過工業物聯網平臺分析歷史分揀數據,自動優化格口分配與設備調度;或對接無人配送系統,實現分揀完成后包裹與無人車的自動調度,進一步提升電商物流的全流程自動化水平,助力企業應對 “618”“雙 11” 等高峰時段的分揀壓力。
審核編輯 黃宇
-
MODBUS
+關注
關注
28文章
2457瀏覽量
83208 -
MODBUS RTU
+關注
關注
0文章
140瀏覽量
3689
發布評論請先 登錄
Modbus RTU 轉 Modbus TCP 智能網關 保障發那科 31i-B 與貝加萊 X20 數據同步
工業自動化施耐德M340與ABB AC500 PLC Modbus協議轉換方案
西門子200 SMART與臺達DVP PLC通訊:工業自動化Modbus RTU 轉Modbus TCP 方案
研華工控機與羅克韋爾PLC通訊工業自動化Modbus RTU 轉Modbus TCP 方案
智能物流立體倉庫通訊困境:基于協議轉換的Modbus TCP 轉 Modbus RTU解決方案
DLT698轉Modbus RTU-TCP網關

工業場景下塔訊 Modbus RTU 轉 Modbus TCP 網關實現橫河流量計與 WinCC 數據交互案例
Modbus TCP 轉 Modbus RTU電腦端 TCP 與西門子 V20 變頻器的通信案例
化工界的\"神仙連接\":CCLink IE和Modbus RTU的液位計完美通婚指南
一觸即達:CCLink IE遇見Modbus RTU,解鎖智能電表“數據超車道”
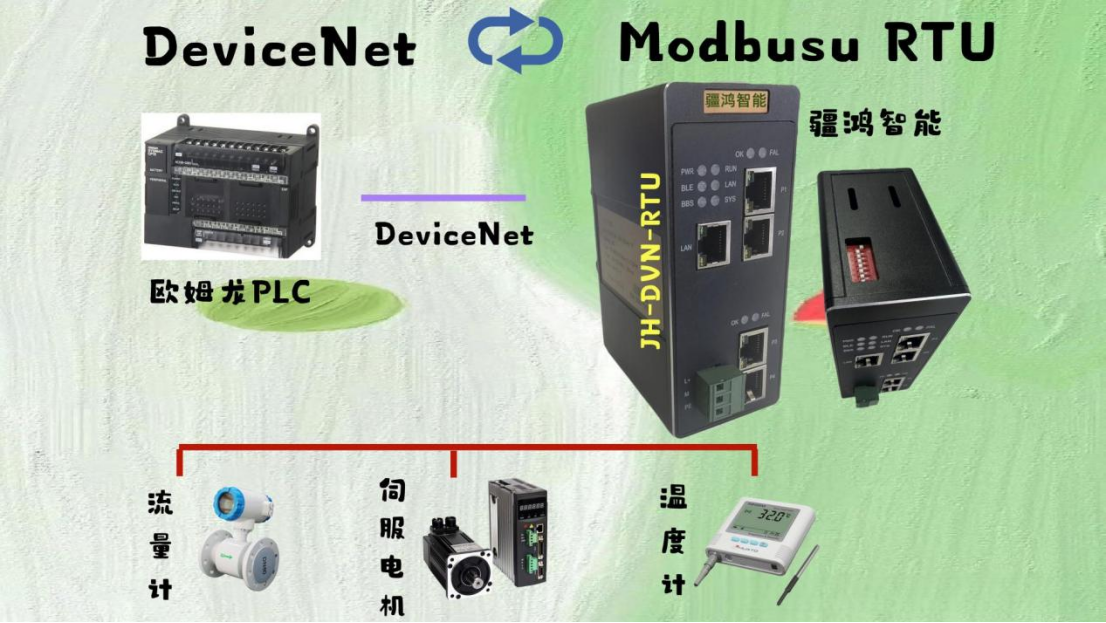
工業自動化網關在飲料行業中的應用:DeviceNet轉Modbus RTU協議轉換網關案例
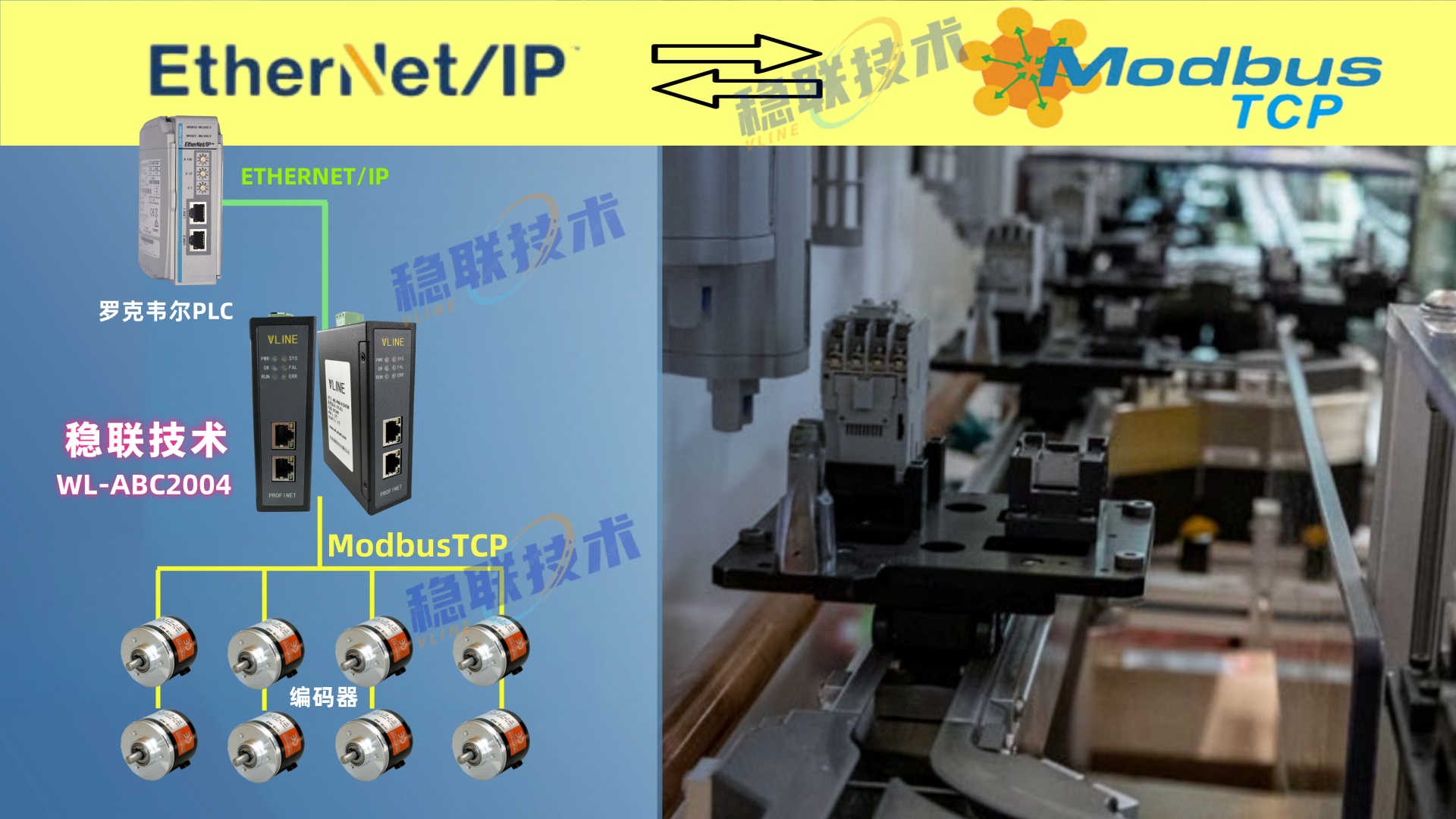
揭秘EtherNet IP轉Modbus TCP 網關在工業自動化中的工程優化分析
基于 DeviceNet 轉 MODBUS RTU 協議的施耐德 PLC 與 ABB 電機驅動器倉儲堆垛機的定位控制優化方案?
工業自動化協議轉換利器:EtherCAT與Modbus RTU





 工商網監
工商網監
評論