") DP轉(zhuǎn)光纖實(shí)現(xiàn)西門子 S7-400 PLC 與軋機(jī)張力控制器實(shí)時(shí)數(shù)據(jù)交互
DP轉(zhuǎn)光纖實(shí)現(xiàn)西門子 S7-400 PLC 與軋機(jī)張力控制器實(shí)時(shí)數(shù)據(jù)交互

某冶金廠專注于高強(qiáng)度結(jié)構(gòu)鋼、特種合金鋼板生產(chǎn),其核心軋鋼車間承擔(dān)著企業(yè) 80% 的鋼材軋制任務(wù),車間內(nèi)采用 “中控室西門子 S7-400 PLC+8 臺四輥可逆軋機(jī) + 6 臺紅外溫度傳感器” 的控制架構(gòu) ——PLC 作為控制核心,需實(shí)時(shí)接收每臺軋機(jī)張力控制器反饋的軋制力(范圍 1000-3000kN)、輥縫位置數(shù)據(jù),以及溫度傳感器采集的軋輥表面溫度(正常工作范圍 800-1000℃),并根據(jù)這些數(shù)據(jù)動態(tài)調(diào)整軋機(jī)壓下量、軋制速度等參數(shù),確保鋼材厚度偏差控制在 ±0.1mm 內(nèi)。整個(gè)生產(chǎn)流程對 Profbus總線的數(shù)據(jù)傳輸穩(wěn)定性、實(shí)時(shí)性要求極高,而車間設(shè)備分散布局(中控室與最遠(yuǎn)軋機(jī)間距達(dá) 150 米),讓傳統(tǒng)電纜傳輸難以滿足需求,此時(shí)DP轉(zhuǎn)光纖技術(shù)成為突破通訊瓶頸的關(guān)鍵方向。
最初,車間采用傳統(tǒng)屏蔽 Profbus 電纜連接 PLC 與現(xiàn)場設(shè)備,但在實(shí)際運(yùn)行中,兩大問題嚴(yán)重制約生產(chǎn)一是 150 米的遠(yuǎn)距離傳輸導(dǎo)致信號衰減嚴(yán)重,數(shù)據(jù)從 PLC 下發(fā)到軋機(jī)驅(qū)動器時(shí),完整性損耗超 30%,部分控制指令出現(xiàn)延遲或丟包;二是車間內(nèi)大功率軋機(jī)啟動時(shí)產(chǎn)生的瞬時(shí)沖擊電流、變頻器運(yùn)行時(shí)的高頻電磁輻射(頻率 50-200MHz),持續(xù)干擾電纜傳輸?shù)牟罘中盘枺瑢?dǎo)致總線通訊頻繁出現(xiàn) “閃斷”。這兩大問題直接引發(fā)連鎖反應(yīng)張力控制精度偏差超 ±5%,部分鋼板軋制后出現(xiàn)局部過薄(偏差 - 0.5mm)或過厚(偏差 + 0.6mm)的情況,需后續(xù)返工修磨;溫度數(shù)據(jù)采集延遲超 100ms,PLC 無法及時(shí)根據(jù)軋輥溫度調(diào)整冷卻水量,導(dǎo)致部分軋輥因局部過熱出現(xiàn)裂紋,不僅縮短軋輥使用壽命,還可能造成鋼材表面壓痕缺陷,產(chǎn)品合格率始終難以提升。
為徹底解決通訊難題,企業(yè)技術(shù)團(tuán)隊(duì)經(jīng)多輪調(diào)研對比,最終選擇引入捷米特 JM-DP-FIBER-S-A/B-R 工業(yè)級光纖轉(zhuǎn)換器,依托DP轉(zhuǎn)光纖技術(shù)搭建穩(wěn)定的遠(yuǎn)距離通訊鏈路。之所以選擇DP轉(zhuǎn)光纖方案,核心原因在于光纖傳輸具備抗電磁干擾、低衰減的天然優(yōu)勢可有效規(guī)避車間復(fù)雜電磁環(huán)境對信號的影響,同時(shí)單模光纖在 150 米距離內(nèi)的信號衰減率不足 0.1%,遠(yuǎn)低于傳統(tǒng)電纜的 30%,能完美滿足軋鋼生產(chǎn)的通訊需求。
針對軋鋼車間的設(shè)備布局與工況特點(diǎn),技術(shù)團(tuán)隊(duì)制定了精細(xì)化的DP 轉(zhuǎn)光纖改造方案
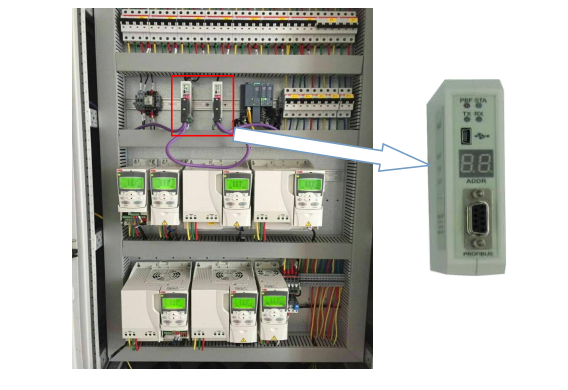
設(shè)備選型與拓?fù)浯罱ㄔ谥锌厥椅鏖T子 S7-400 PLC 的通訊模塊旁,部署 1 臺 Ci-PF120 型號DP轉(zhuǎn)光纖轉(zhuǎn)換器該型號支持雙光口上下行級聯(lián),可同時(shí)接入 4 路光纖分支,剛好匹配車間 “8 臺軋機(jī) + 6 臺溫度傳感器” 的分組傳輸需求;按照 “每 2 臺軋機(jī) + 1-2 臺溫度傳感器” 為 1 個(gè)控制單元的劃分,在每個(gè)單元附近的設(shè)備控制柜內(nèi),各配置 1 臺 Ci-PF110 單光口DP轉(zhuǎn)光纖轉(zhuǎn)換器,通過單模光纖將單元內(nèi)的張力控制器、溫度傳感器與中控室 PLC 連接,形成 “PLC 主站→Ci-PF120→光纖鏈路→Ci-PF110→現(xiàn)場設(shè)備” 的全光纖通訊架構(gòu),徹底替代原有的 Profbus 電纜。
通訊參數(shù)優(yōu)化配置結(jié)合軋鋼生產(chǎn)的高頻數(shù)據(jù)傳輸需求,將所有DP 轉(zhuǎn)光纖轉(zhuǎn)換器的通訊速率提升至 12Mbps(該型號支持 6Mbps/12Mbps 可選)—— 此速率既能滿足張力控制器(每秒需傳輸 10 次軋制力數(shù)據(jù))、溫度傳感器(每秒需傳輸 5 次溫度數(shù)據(jù))的實(shí)時(shí)性要求,又可避免高速率下可能出現(xiàn)的信號丟包問題;同時(shí)啟用轉(zhuǎn)換器的 “DP 總線信號增強(qiáng)” 功能,進(jìn)一步補(bǔ)償長距離傳輸中的微小信號損耗,確保數(shù)據(jù)交互零延遲。
工況適配設(shè)計(jì)考慮到軋鋼車間的惡劣環(huán)境,DP轉(zhuǎn)光纖轉(zhuǎn)換器的工業(yè)級特性成為關(guān)鍵保障其波浪紋鋁制機(jī)殼相比普通塑料機(jī)殼,抗沖擊強(qiáng)度提升 3 倍,可抵御車間內(nèi)重型設(shè)備運(yùn)行時(shí)產(chǎn)生的高頻振動(振動頻率 5-50Hz),避免內(nèi)部元器件松動導(dǎo)致的通訊中斷;電源冗余與隔離保護(hù)功能,能將軋機(jī)啟停時(shí)的電壓波動(范圍 15-30V)穩(wěn)定在 18-36V 的安全輸入?yún)^(qū)間,防止電壓驟升驟降損壞轉(zhuǎn)換器;DC 18-36V 寬電源輸入設(shè)計(jì),可直接接入車間現(xiàn)有 24V 直流供電系統(tǒng),無需額外布線改造,僅用 3 天便完成了所有設(shè)備的安裝調(diào)試,大幅縮短停產(chǎn)時(shí)間。
改造完成后,DP轉(zhuǎn)光纖技術(shù)的優(yōu)勢在軋鋼生產(chǎn)中全面顯現(xiàn)
通訊穩(wěn)定性顯著提升Profbus 總線的信號傳輸衰減率從原 30% 降至 0.5% 以下,數(shù)據(jù)丟包率為零,通訊中斷次數(shù)從改造前的日均 3-4 次,降至改造后的零中斷,PLC 與現(xiàn)場設(shè)備的指令交互完全同步。
控制精度大幅改善張力控制精度偏差從 ±5% 縮小至 ±1.2%,鋼板厚度均勻性完全符合 ±0.1mm 的標(biāo)準(zhǔn)要求,無需再進(jìn)行返工修磨;溫度數(shù)據(jù)采集延遲從超 100ms 縮短至 30ms 內(nèi),PLC 可實(shí)時(shí)根據(jù)軋輥溫度調(diào)整冷卻系統(tǒng),軋輥過熱裂紋問題徹底解決,使用壽命延長 30%。
運(yùn)維效率顯著提高由于DP轉(zhuǎn)光纖鏈路穩(wěn)定性強(qiáng),技術(shù)人員無需再像過去那樣頻繁巡檢 Profbus 電纜(原每天需花費(fèi) 2 小時(shí)檢查電纜接頭、排查干擾源),維護(hù)時(shí)間減少60%以上,可將更多精力投入生產(chǎn)優(yōu)化;同時(shí),轉(zhuǎn)換器內(nèi)置的繼電器告警功能,可實(shí)時(shí)監(jiān)測光纖鏈路狀態(tài),一旦出現(xiàn)斷纖或信號異常,立即觸發(fā)聲光告警并定位故障單元,故障排查時(shí)間從原2小時(shí)縮短至15分鐘內(nèi)。
此外,該DP轉(zhuǎn)光纖方案還通過了車間極端工況的驗(yàn)證在夏季車間環(huán)境溫度達(dá) 45℃(軋機(jī)散熱導(dǎo)致)、冬季低溫 - 10℃的情況下,轉(zhuǎn)換器仍保持穩(wěn)定運(yùn)行;相鄰車間進(jìn)行大型電機(jī)調(diào)試(產(chǎn)生強(qiáng)電磁干擾)時(shí),DP 轉(zhuǎn)光纖鏈路的信號傳輸未受任何影響,數(shù)據(jù)交互始終正常。此次改造不僅徹底解決了軋鋼車間的通訊難題,更證明了DP轉(zhuǎn)光纖技術(shù)在冶金等高電磁干擾、遠(yuǎn)距離傳輸場景的適配性,為企業(yè)后續(xù)其他車間(如煉鋼、熱處理車間)的Profbus總線升級提供了可復(fù)制的DP 轉(zhuǎn)光纖應(yīng)用范例,推動整體生產(chǎn)向智能化、穩(wěn)定化轉(zhuǎn)型。
審核編輯 黃宇
-
控制器
+關(guān)注
關(guān)注
114文章
17788瀏覽量
193109 -
plc
+關(guān)注
關(guān)注
5051文章
14594瀏覽量
486892 -
光纖
+關(guān)注
關(guān)注
20文章
4406瀏覽量
79998 -
西門子
+關(guān)注
關(guān)注
98文章
3311瀏覽量
120375 -
DP
+關(guān)注
關(guān)注
1文章
241瀏覽量
42237
發(fā)布評論請先 登錄
西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態(tài)實(shí)例

西門子S7-400 PLC與S7-1500 PLC以太網(wǎng)通訊及HMI集成實(shí)現(xiàn)涂裝車間監(jiān)控的智能化升級

ProfiNet 轉(zhuǎn) Ethernet/IP西門子 S7-400 和羅克韋爾 PLC 在加氫精制環(huán)節(jié)的協(xié)同應(yīng)用

西門子PLC跨代整合:S7-400與S7-1500以太網(wǎng)通訊在涂裝車間的實(shí)戰(zhàn)應(yīng)用

西門子S7-300PLC借助于MPI轉(zhuǎn)以太網(wǎng)模塊同時(shí)和S7-1500PLC、觸摸屏以及Modbus RTU協(xié)議的變頻器通訊案例

宏集方案 | 如何輕松管理西門子S7 PLC?S7Comm: 與西門子 PLC 直接通信的關(guān)鍵

Modbus轉(zhuǎn)Profinet網(wǎng)關(guān)與西門子PLC的互聯(lián)配置案例:用于永宏品牌變頻器的控制實(shí)現(xiàn)

西門子S7-300PLC借助于MPI轉(zhuǎn)以太網(wǎng)模塊同時(shí)和S7-1200PLC、觸摸屏以及ModbusRTU協(xié)議的變頻器通訊案例

MPI 轉(zhuǎn)以太網(wǎng)模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
西門子S7-300 PLC通過RS485轉(zhuǎn)PROFIBUS-DP網(wǎng)關(guān)發(fā)送命令讓JRT激光測距傳感器開啟一次慢速距離測量

西門子PLC(S7-1200/1500/300/400)的數(shù)據(jù)采集與監(jiān)控方案
稱重儀表接入西門子 S7 PLC:Profibus DP 轉(zhuǎn) Profinet 網(wǎng)關(guān)應(yīng)用

西門子S7 PLC通過深控技術(shù)無點(diǎn)表工業(yè)網(wǎng)關(guān)實(shí)現(xiàn)數(shù)據(jù)采集與智能決策方案
OPC UA數(shù)采網(wǎng)關(guān)實(shí)現(xiàn)西門子PLC數(shù)據(jù)采集到MES平臺
Modbus轉(zhuǎn)PROFIBUS DP網(wǎng)關(guān)PM-160連接西門子PLC控制ABB變頻器



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論