 遠程 IO 模塊與 PLC 的通信如何實現 —— 以三格電子IO模塊為例的技術解析
遠程 IO 模塊與 PLC 的通信如何實現 —— 以三格電子IO模塊為例的技術解析

在工業自動化系統中,遠程 IO 模塊作為分散式設備信號的 "采集與傳輸中樞",通過與 PLC(可編程邏輯控制器)的高效通信,實現了生產現場的集中管控。相較于傳統 IO 模塊的本地擴展模式,遠程 IO 模塊不僅突破了 PLC 物理擴展槽位的限制,更適應了智能制造中設備分散布局的需求。本文將結合三格電子遠程 IO 模塊的技術特性,從通信原理、實現步驟、典型場景及優化技巧等維度,詳解遠程 IO 與 PLC 的通信實現方案。

一、遠程 IO 與 PLC 通信的核心原理
遠程 IO 模塊與 PLC 的通信本質是 "信號的數字化傳輸與協議解析" 過程,其核心邏輯可概括為三個層面:
(一)物理層連接
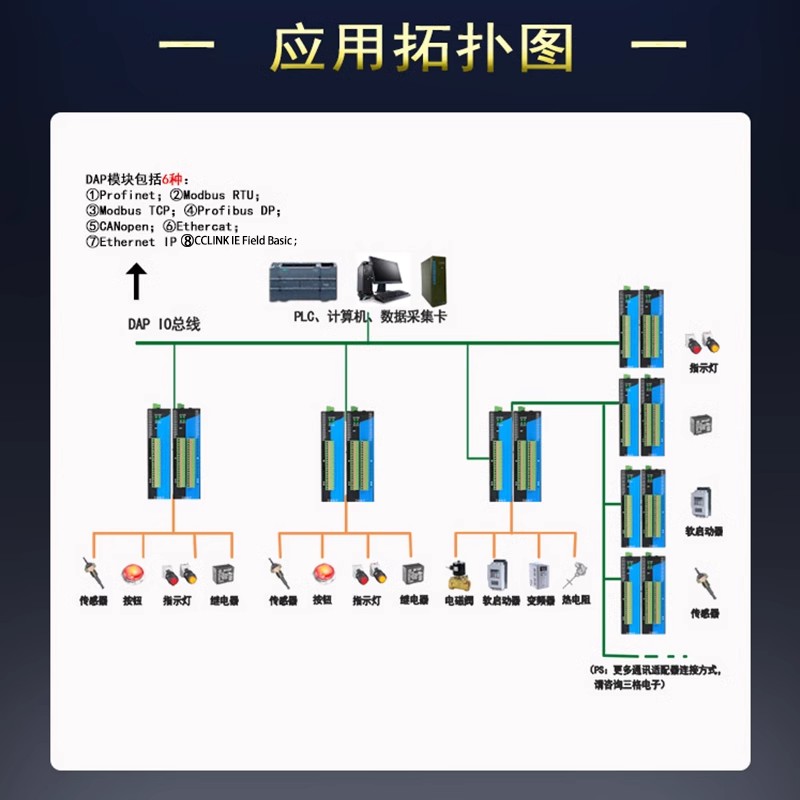
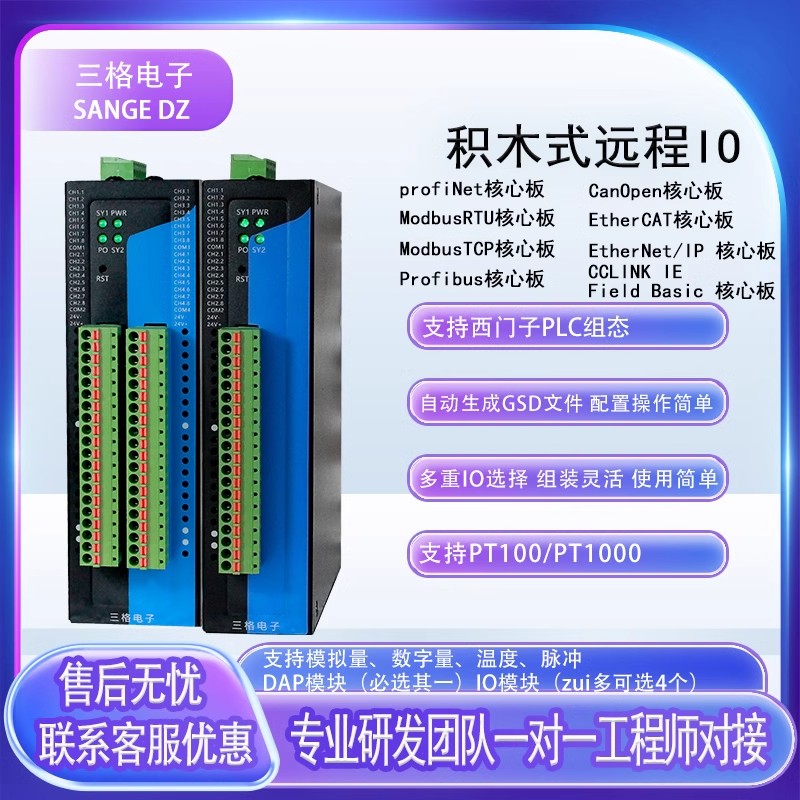
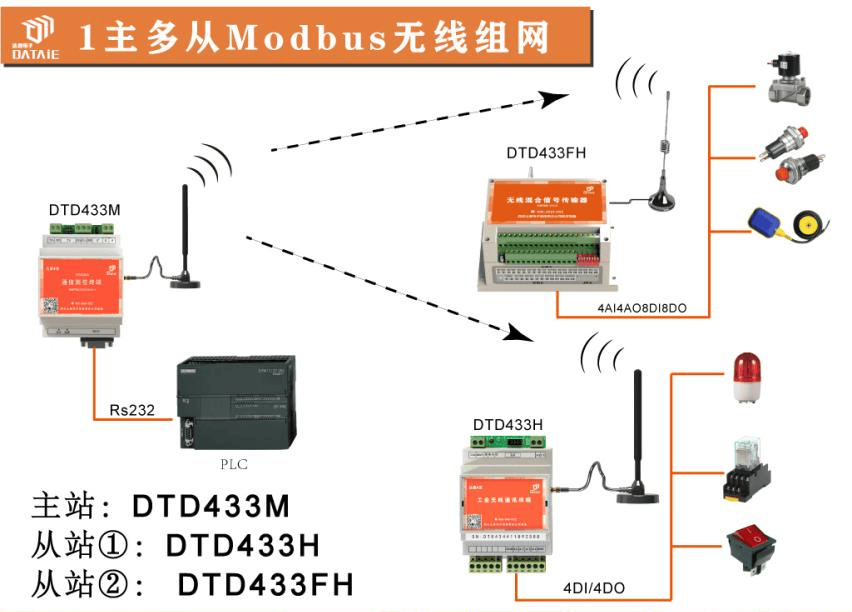
通過工業以太網或無線鏈路建立物理通路,將遠程 IO 模塊(從站)與 PLC(主站)連接成通信網絡。三格電子遠程 IO 模塊普遍采用雙 RJ45 以太網接口設計,集成交換機功能,支持鏈式組網拓撲,可減少現場交換機部署數量,降低布線成本。對于極端環境場景,其 LoRa 無線系列模塊還可實現 7000 米空曠距離的信號傳輸,無需物理線纜連接。
(二)協議層適配
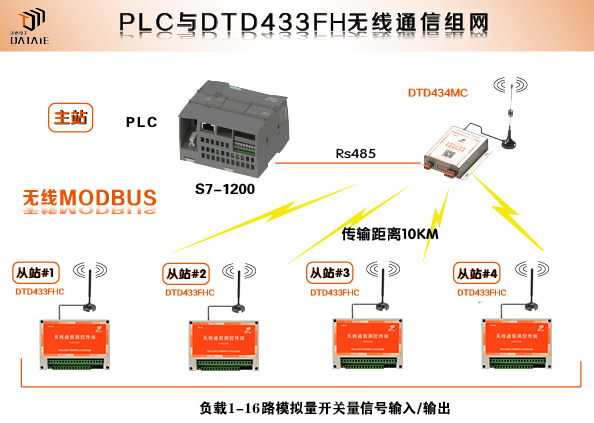
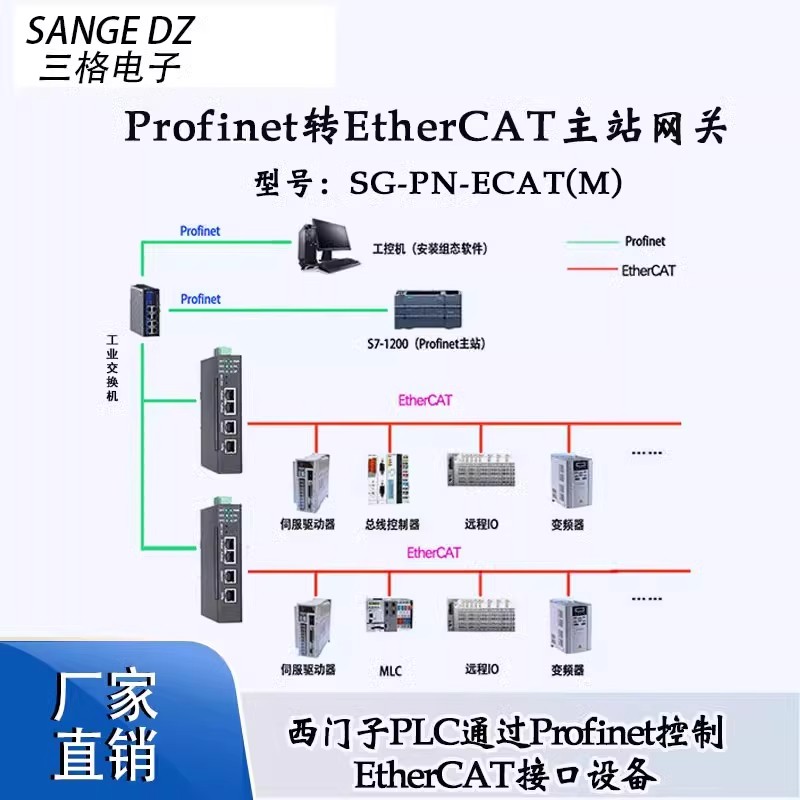
通信協議是兩者數據交互的 "通用語言"。三格電子遠程 IO 模塊覆蓋了當前工業領域主流協議體系,包括 Profinet、EtherCAT、Ethernet/IP 三大以太網協議,以及 Modbus RTU/TCP 等串行協議,可無縫對接西門子、施耐德、歐姆龍等主流品牌 PLC。不同協議對應差異化的實時性與應用場景:Profinet 支持 RT 實時通信,符合 GB/T 25105-2014 規范,適配常規工業控制;EtherCAT 采用 DC 同步技術,精度達微秒級,滿足運動控制需求;Ethernet/IP 則廣泛應用于智能制造生產線集成。
(三)數據層映射
實現 IO 信號與 PLC 數據區的精準對應。遠程 IO 模塊將采集的傳感器信號(數字量 / 模擬量)轉換為協議數據單元(PDU),通過通信鏈路傳輸至 PLC;PLC 則將控制指令封裝為協議幀,下發至遠程 IO 模塊驅動執行器動作。三格電子模塊采用標準化數據映射規則,例如 32 路數字量輸入模塊的信號按 "低通道對應低 bit 位" 原則分配字節地址,第 0 路 IO 對應第 0 字節 bit0,第 8 路 IO 對應第 1 字節 bit0,邏輯清晰且易于組態。
二、三格電子遠程 IO 與 PLC 通信的實現步驟
以主流的以太網協議為例,三格電子遠程 IO 模塊與 PLC 的通信實現可分為 "硬件部署 - 軟件組態 - 調試驗證" 三個階段,不同協議的具體操作存在細微差異。
(一)Profinet 協議通信實現(適配西門子 PLC)
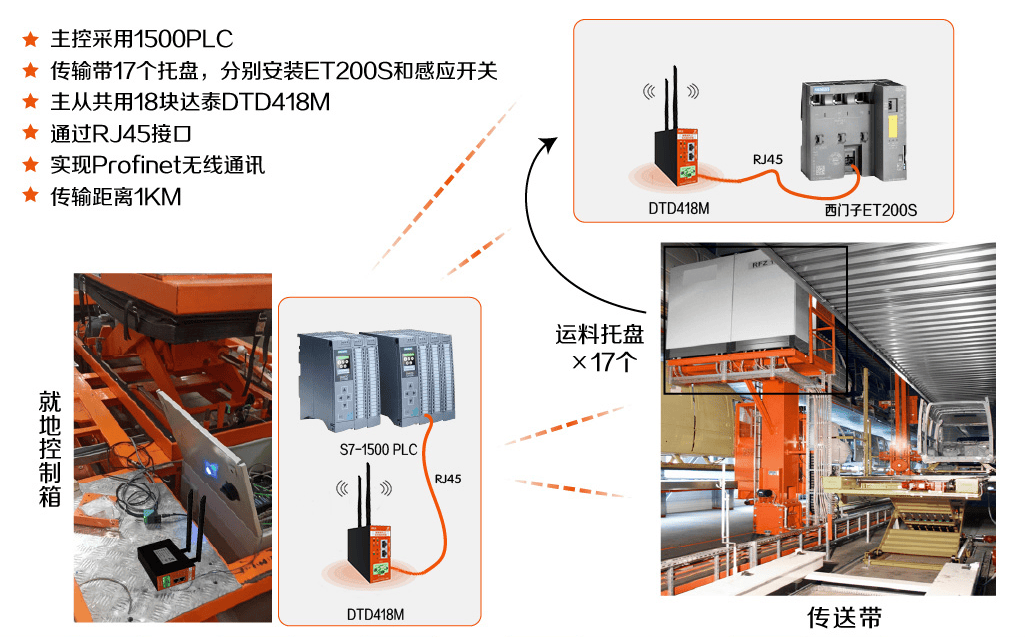
Profinet 是工業以太網領域的主流協議,三格電子 SG-PN 系列遠程 IO 模塊與西門子 S7-1200/1500 PLC 的通信實現具有典型代表性:
硬件連接:采用超五類工業以太網線,將 PLC 的 Profinet 端口與遠程 IO 模塊的 PORT1/2 任意端口連接(集成交換機功能,支持鏈式擴展)。模塊接入 9-36V DC 電源,注意區分 V+、V - 極性,PE 端子可靠接地以增強抗干擾能力。
軟件組態:在 TIA 博圖軟件中創建項目,通過 "GSDML 管理" 功能導入三格電子模塊的 GSD 文件,將設備添加至 Profinet 網絡并分配設備名稱與 IP 地址(需與 PLC 處于同一網段)。組態時軟件會自動分配 IO 地址,例如 16 路數字量輸入 / 輸出模塊的 DI 信號映射至 PI 區,DO 信號映射至 PQ 區。
參數配置:根據現場需求設置濾波時間、輸出失效保護等參數。例如在智能倉儲場景中,可將 DI 通道濾波時間設為 10ms,避免 AGV 位置信號抖動;配置主站離線時 DO 輸出保持當前狀態,防止傳送帶意外停機。
調試驗證:下載組態程序后,觀察模塊 PN 指示燈由閃爍變為常亮,表明通信建立成功。通過 PLC 監控表讀取 DI 信號狀態,或強制 DO 輸出,驗證數據交互的實時性與準確性。
(二)EtherCAT 協議通信實現(適配運動控制場景)
EtherCAT 以其超高實時性廣泛應用于汽車制造、包裝機械等領域,三格電子 SG-ECAT 系列模塊的通信實現需特別注意總線拓撲設計:
硬件連接:與 Profinet 不同,EtherCAT 模塊的兩個網口嚴格區分 IN/OUT 方向,必須按 "主站→從站 IN 口→從站 OUT 口→下一級從站" 的順序接線,形成鏈式結構,不可隨意調換端口用途。在汽車焊接線中,需將焊接機器人的傳感器接入 DI 通道,夾具控制信號接入 DO 通道,確保信號傳輸延遲≤1μs。
軟件組態:在 TwinCAT 或 Codesys 軟件中導入 ESI 文件,掃描并添加 EtherCAT 從站設備。通過軟件配置 DC 同步模式,實現多模塊間的微秒級同步控制,保障焊接動作的精準協同。
調試驗證:重點檢查模塊 ECAT 指示燈狀態,常亮表示通信正常。利用軟件的總線診斷功能,可實時監測數據幀傳輸狀態,定位斷線、錯接等故障點。
(三)Ethernet/IP 協議通信實現(適配施耐德 / 歐姆龍 PLC)
三格電子 SG-EIP 系列模塊作為 Ethernet/IP 從站設備,可無縫融入施耐德 Machine Expert、歐姆龍 Sysmac Studio 組態環境:
硬件連接:采用星型或鏈式拓撲,模塊 PORT1/2 端口支持 100BASE-TX/RX 自適應,MDI/MDIX 自檢測功能簡化接線操作。在水處理系統中,模塊需就近安裝于水泵控制柜,通過網線連接至施耐德 M340 PLC。
軟件組態:導入 EDS 文件后,在組態軟件中配置設備 IP 地址與站號。使用三格電子專用 EIP 配置軟件,定義 "主站→從站"(O→T)和 "從站→主站"(T→O)的數據傳輸長度,明確 IO 信號與 PLC 數據區的映射關系。
功能調試:通過 Modbus RTU 協議讀取模塊內部狀態寄存器,驗證通信穩定性。在加藥控制場景中,監測液位傳感器的模擬量信號經模塊傳輸至 PLC 的誤差,確保控制精度≤0.5%。
三、典型行業應用案例
三格電子遠程 IO 模塊憑借多協議兼容特性,在不同行業與 PLC 的通信實現中展現出靈活適配能力:
(一)智能倉儲:Profinet 通信實現無人化調度
某智能倉儲項目采用西門子 S7-1500 PLC 與三格電子 SG-PN-16DI-16DO 模塊構建通信網絡。模塊分散部署于貨架區域,DI 通道采集 AGV 位置光電信號、貨位檢測傳感器信號,DO 通道控制傳送帶啟停、伸縮貨叉動作。通過 Profinet RT 通信,PLC 可在 10ms 內響應 AGV 位置變化,實現貨物的精準抓取與存放。項目數據顯示,該通信方案使倉儲作業效率提升 25%,錯單率降至 0.1% 以下。
(二)汽車焊接線:EtherCAT 通信保障同步精度
在某汽車零部件焊接生產線中,采用倍福 CX5130 PLC 與 8 臺三格電子 SG-ECAT-32DI 模塊組成 EtherCAT 總線。模塊采集焊接機器人的焊槍位置、工件夾緊狀態等 32 路 DI 信號,通過 DC 同步功能實現多機器人協同控制,同步誤差≤2μs。通信系統支持 1000 次 / 秒的信號刷新頻率,有效避免漏焊、錯焊問題,產品合格率從 98.2% 提升至 99.8%。
(三)水處理系統:Ethernet/IP 通信優化過程控制
某市政水處理項目采用施耐德 M580 PLC 與三格電子 SG-EIP-32DI模塊通信,模塊通過繼電器輸出控制 16 臺水泵、8 臺加藥泵的啟停,DI 通道監測液位開關、壓力變送器狀態。借助 Ethernet/IP 協議的設備級環網功能,當某段鏈路故障時,通信可在 50ms 內自動切換至備用路徑,保障水處理流程連續運行。通過 PLC 與遠程 IO 的精準通信,加藥精度提升 15%,節水率達 8%。
四、通信優化與常見問題解決
(一)通信穩定性優化技巧
布線規范:以太網電纜與動力電纜間距≥30cm,避免電磁干擾;戶外布線采用屏蔽雙絞線,兩端接地電阻≤4Ω。三格電子模塊支持 - 30~75℃寬溫工作與 IP20 防護等級,可直接安裝于控制柜內,無需額外防護措施。
網絡規劃:采用工業交換機劃分 VLAN,將遠程 IO 通信數據與其他網絡數據隔離;Profinet 網絡中設置 PLC 為時鐘主站,確保模塊時鐘同步精度≤1μs。
參數調校:根據信號特性調整濾波參數,數字量信號濾波時間設為 1-10ms,模擬量信號采用 4 階濾波;EtherCAT 系統中優化總線周期,運動控制場景設為 1ms,常規監控場景可設為 10ms。
(二)常見通信故障排查
通信中斷(指示燈熄滅):檢查電源電壓是否在 9-36V 范圍內,接線端子是否松動;通過 ping 命令測試模塊 IP 連通性,排查網線故障或 IP 沖突。三格電子模塊支持長按 5s 復位按鍵恢復出廠 IP(192.168.1.100),可快速解決配置錯誤問題。
數據丟包(信號波動):檢測網絡負載率,避免超過 70%;更換屏蔽網線并增加接地措施,減少電磁干擾。若使用無線模塊,需調整 LoRa 信道(64 個可選信道),避開同頻干擾。
組態失敗(設備無法識別):確認 GSD/ESI 文件版本與模塊硬件匹配;檢查 PLC 固件版本,西門子 S7-1200 需 V4.4 以上版本方可支持 Profinet RT 通信。
五、三格電子遠程 IO 模塊的通信優勢
相較于同類產品,三格電子遠程 IO 模塊在與 PLC 的通信實現中展現出三大核心優勢:
全協議兼容:覆蓋 Profinet、EtherCAT、Ethernet/IP 等主流協議,無需更換模塊即可適配不同品牌 PLC,降低系統升級成本。例如某汽車零部件廠通過同一批三格電子模塊,分別與西門子 S7-1200 和歐姆龍 NJ 系列 PLC 建立通信,兼容性達 100%。
即插即用組態:通過 GSD/ESI/EDS 文件導入即可完成基礎配置,專用軟件支持可視化參數設置與數據監控,無需復雜編程。實測顯示,單臺模塊與 PLC 的通信組態時間可控制在 15 分鐘內,較行業平均水平縮短 40%。
工業級可靠性:采用光耦隔離、過壓過流保護設計,通信端口支持 15kV 靜電防護;通過 10 萬小時連續運行測試,通信故障率低于 0.01%。在某化工園區的惡劣環境中,模塊穩定運行 2 年無通信中斷記錄。
結語
遠程 IO 模塊與 PLC 的通信實現是工業自動化系統構建的核心環節,其關鍵在于協議適配的精準性、硬件部署的規范性與參數配置的合理性。三格電子通過多協議兼容設計、簡化組態流程與強化可靠性保障,為不同行業的通信需求提供了標準化解決方案。
審核編輯 黃宇
-
IO
+關注
關注
0文章
510瀏覽量
42503 -
plc
+關注
關注
5051文章
14592瀏覽量
486858
發布評論請先 登錄

一文讀懂遠程IO模塊與PLC的核心區別



還在為光纖聯網而苦惱嗎,三格電子CAN轉光纖模塊為您解決問題


遠程IO模塊與PLC的通信如何實現?
遠程IO模塊技術詳解:2025年行業標準與應用方案選型指南
硬核接線圖+配置步驟:遠程IO模塊接入PLC全流程詳解
打破協議壁壘!三格電子Profinet轉EtherCAT主站網關,讓工業設備自由對話
2025年遠程IO模塊選購指南:主流品牌優勢與應用方案解析
西門子遠程io模塊對工控人來說到底有什么用?



 工商網監
工商網監
評論