 西門子S7-200 SMART PLC+PPI轉以太網模塊與觸摸屏通訊的實操配置案例
西門子S7-200 SMART PLC+PPI轉以太網模塊與觸摸屏通訊的實操配置案例

一、項目背景
該車間擁有兩條 24 小時連續烘烤線,單線日產面包 12 萬袋。核心控制器為 12 套西門子 S7-200 SMART CPU SR40,分別負責配料、打面、發酵、烘烤、冷卻、包裝 6 大工段。2024 年企業引進西門子 TP900 Comfort 觸摸屏作為現場操作面板,計劃通過以太網與 PLC 實時交互,并接入工廠 MES 采集關鍵溫度、壓力、流量數據。由于 SR40 本體無網口,最初方案只能走 RS-485,結果出現三大痛點:
1.通訊速率 187.5 kbps,刷新 200 ms 以上,HMI 曲線卡頓;
2.485 總線僅支持一主一從,無法同時連接觸摸屏與上位機;
3.現場需要頻繁修改配方,工程師必須停產插拔編程電纜,平均每次換線 15 min,按每天 4 次計算,單條線年停機損失約 18 萬元。
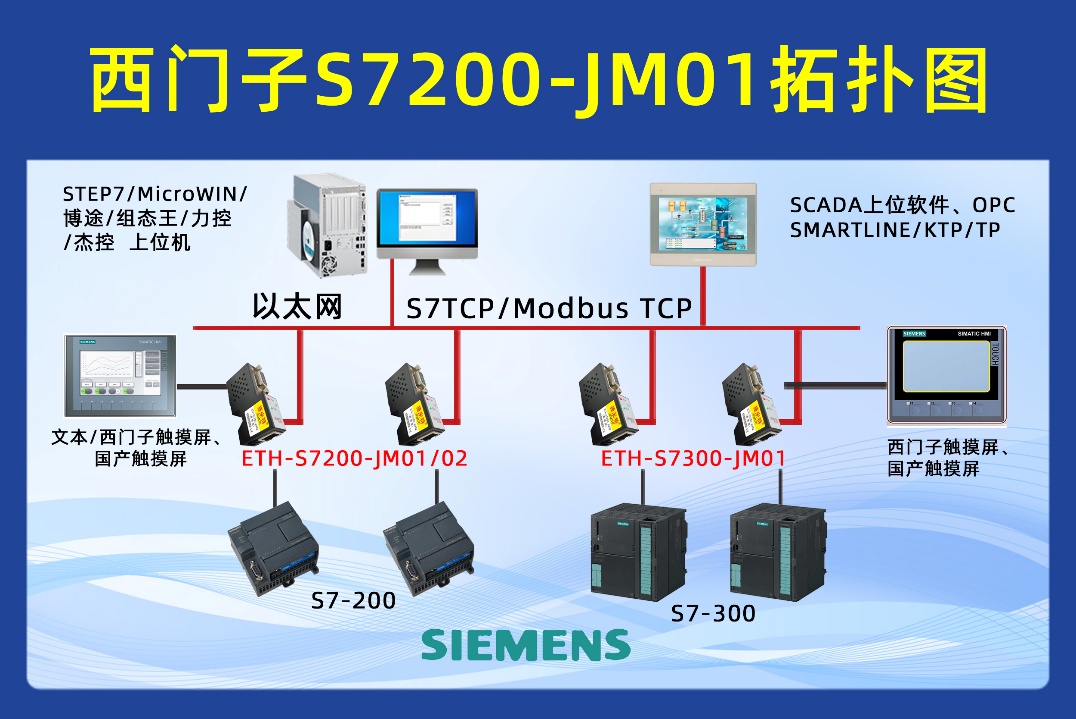
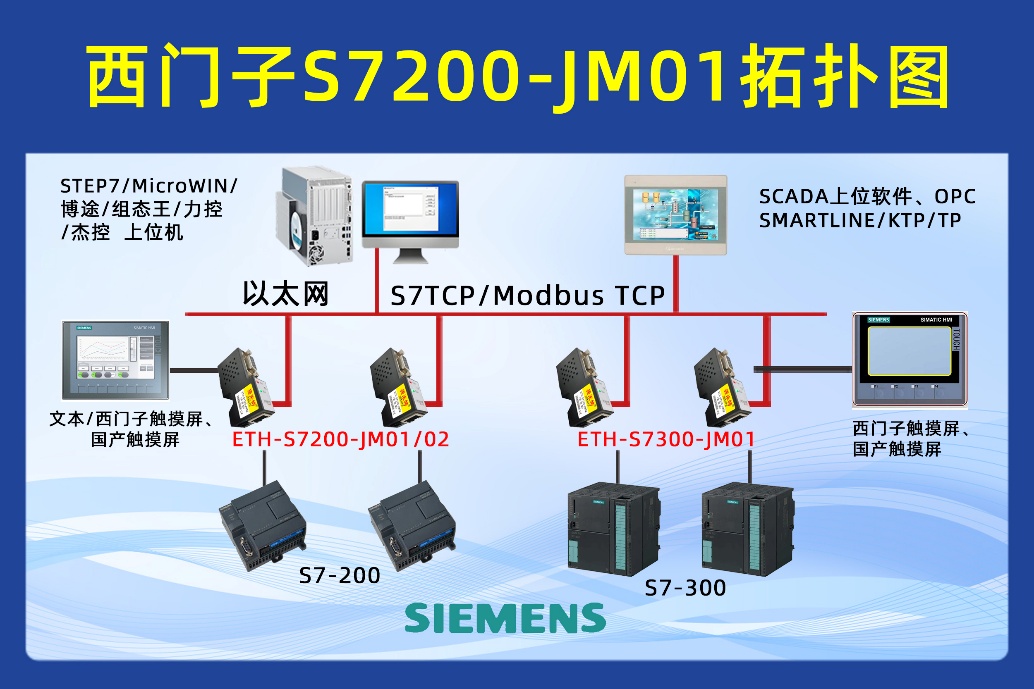
最終,廠方決定采用“以太網模塊九針口直連 PLC,模塊網口連觸摸屏”的極簡拓撲,選用捷米特 ETH-S7200-JM02PPI轉以太網模塊作為通訊橋接器。
二、設備清單
·PLC:西門子 S7-200 SMART CPU SR40(6ES7 288-1SR40-0AA0),12 套
·以太網模塊:捷米特 ETH-S7200-JM02PPI以太網模塊,12 只
·HMI:西門子 KTP900 Comfort(6AV2 123-2JB03-0AX0),12 臺
·交換機:西門子 SCALANCE XB208,2 臺
·編程/調試軟件:
oSTEP 7-MicroWIN SMART V2.8
oWinCC Advanced V17
o捷米特 JM-Tools V4.6
·附屬器材:超五類屏蔽網線(CAT5e STP)、DIN 導軌、九針 PPI 電纜(0.3 m,捷米特隨機附帶)
三、硬件安裝
1.斷電:遵循食品車間“先清洗、后停電”安全規程,鎖斷 24 VDC 饋線開關,確認 PLC 無電。
2.拆線:拔掉原觸摸屏 MPI 電纜,記錄線號,防止混插。
3.掛模塊:將 ETH-S7200-JM02PPI以太網通訊模塊垂直卡入 PLC 九針 PPI 口,聽到“咔噠”聲即鎖止;模塊采用 PLC 口取電(5 V/80 mA),無需外置電源,降低故障點。
4.連網線:模塊自帶 RJ45 座,用屏蔽網線直連 TP900 的以太網口;若需多點監控,則先接入 SCALANCE 交換機,再從交換機引到各 HMI 與上位機。
5.接地:模塊金屬外殼通過 DIN 導軌與機柜 PE 排相連,滿足食品車間防靜電要求。
6.上電:先 24 VDC,再 220 VAC,觀察模塊指示燈:
·PWR 常綠:供電正常
·LINK 黃色常亮:以太網鏈路通
·RX/TX 綠色閃爍:數據交換中
四、軟件配置
(一)模塊端
1.打開JM-Tools,自動掃描到12只ETH-S7200-JM02PPI以太網通訊處理器,默認IP192.168.1.200 起。
2.修改參數:
·IP:192.168.0.10-192.168.0.21(與車間網段一致)
·子網掩碼:255.255.255.0
·網關:192.168.0.1
·PLC 類型:S7-200 SMART
·串口波特率:187.5 kbps(自動識別,無需改動)
·ModbusTCP 映射:保持寄存器 40001-40064 對應 VW100-VW226
3.點擊“下載”,模塊重啟后新參數生效。

(二)觸摸屏端
1.在 WinCC Advanced 中新建“S7-1200/1500”驅動,手動把 IP 指向對應模塊地址(如 192.168.0.10),端口 102。
2.變量表直接調用 PLC 地址,例如:
·發酵溫度 VW100 → %MW0
·烘烤時間 VW102 → %MW1
3.編譯無誤后下載到 KTP900,畫面切換時間由 2 s 縮短到 200 ms。

(三)PLC 編程
無需額外指令,ETH-S7200-JM02PPI以太網通訊模塊完全透明傳輸;若需遠程維護,可在 STEP 7-MicroWIN SMART 里設置“遠程 IP 192.168.0.10”,實現以太網在線監控、強制變量、固件升級。
五、功能驗證
1.單點測試:工程師站在中控室,通過筆記本電腦 Ping 192.168.0.10,延時 <1 ms;打開狀態表,任意改寫 VW100=123,HMI 畫面同步刷新,驗證“零丟包”。
2.多主站測試:同時打開 WinCC、MES 客戶端、觸摸屏,三路同時讀 VW100-VW120,模塊自動排隊,無沖突。
3.24 h 老化:連續烘烤 3 天,模塊殼溫 45 ℃,通訊無閃斷;食品級衛生檢查時,機柜開啟高壓水槍清洗,模塊密封良好,IP30 防護滿足車間要求。

六、經驗總結
1.九針口必須插到底,若LINK燈不亮,多數原因是插頭松動或 PPI 口內異物;
2.模塊與觸摸屏最好同品牌交換機,避免廉價家用交換機因緩存不足導致廣播風暴;
3.食品車間水汽大,網線務必選用屏蔽型,RJ45 接頭加防護套,防止氧化;
4.若后續需接入 ERP,可啟用 ETH-S7200-JM02PPI以太網通訊模塊的MQTT固件,JSON格式上云,實現“一鍵配方”遠程推送。
審核編輯 黃宇
-
以太網
+關注
關注
41文章
5998瀏覽量
180867 -
plc
+關注
關注
5051文章
14595瀏覽量
486966 -
觸摸屏
+關注
關注
42文章
2460瀏覽量
121991 -
PPI
+關注
關注
0文章
30瀏覽量
5646
發布評論請先 登錄
基于以太網模塊:S7-200PLC 與 MicroWIN 上位機通訊配置實操

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操
西門子?S7-200 SMART PLC借助于PPI以太網通訊處理器與西門子觸摸屏通訊的應用配置案例

實戰指南:實現S7-200 PLC通過PPI-以太網通訊模塊與西門子觸摸屏的通訊配置
S7-200 SMART PLC借助于PPI轉以太網模塊與上位機通訊實現觸摸屏監控的應用配置案例
西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子S7-200與S7-1200通過PPI以太網模塊通訊,賦能汽車制造行業發展

西門子PLC S7-200 +以太網模塊實戰:觸摸屏監控污水處理的完整配置指南
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

依托PPI以太網模塊,西門子S7-200與S7-1200通訊助力食品加工行業進步

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例

MCGS觸摸屏與西門子S7系列PLC以太網通信




 工商網監
工商網監
評論