") CCLKIE轉(zhuǎn)EtherCAT智能網(wǎng)關(guān)案例:三菱PLC無(wú)縫集成EtherCAT伺服于變速箱制造
CCLKIE轉(zhuǎn)EtherCAT智能網(wǎng)關(guān)案例:三菱PLC無(wú)縫集成EtherCAT伺服于變速箱制造


一、項(xiàng)目背景
某汽車零部件廠變速箱齒輪加工車間,核心設(shè)備為三菱數(shù)據(jù)采集器FX5U數(shù)據(jù)采集器PLC(CCLK IE數(shù)據(jù)采集器主站),需控制數(shù)據(jù)采集器4數(shù)據(jù)采集器臺(tái)松下數(shù)據(jù)采集器A6數(shù)據(jù)采集器ECT數(shù)據(jù)采集器協(xié)議伺服電機(jī)(X數(shù)據(jù)采集器軸進(jìn)給、Y數(shù)據(jù)采集器軸定位、Z數(shù)據(jù)采集器軸銑削、C數(shù)據(jù)采集器軸分度),實(shí)現(xiàn)齒輪齒面精密加工(定位精度數(shù)據(jù)采集器±0.005mm,軸間同步誤差≤0.3ms),保障齒輪嚙合精度(目標(biāo)合格率≥99.6%)。傳統(tǒng)采用數(shù)據(jù)采集器“CCLK IE數(shù)據(jù)采集器轉(zhuǎn)數(shù)據(jù)采集器RS485+RS485數(shù)據(jù)采集器轉(zhuǎn)數(shù)據(jù)采集器ECT”數(shù)據(jù)采集器級(jí)聯(lián)方案,存在通訊延遲超數(shù)據(jù)采集器80ms、同步誤差超數(shù)據(jù)采集器3ms、車間機(jī)床電磁干擾致數(shù)據(jù)丟包等問(wèn)題,齒輪加工不良率達(dá)數(shù)據(jù)采集器3.5%,日均報(bào)廢齒輪超數(shù)據(jù)采集器120數(shù)據(jù)采集器件,損失產(chǎn)能超數(shù)據(jù)采集器50數(shù)據(jù)采集器臺(tái)變速箱。最終選用捷米特數(shù)據(jù)采集器JM-ECTM-CCLK IE數(shù)據(jù)采集器協(xié)議網(wǎng)關(guān)(EtherCAT數(shù)據(jù)采集器主站數(shù)據(jù)采集器+數(shù)據(jù)采集器CCLK IE數(shù)據(jù)采集器從站),構(gòu)建穩(wěn)定通訊鏈路。

二、項(xiàng)目痛點(diǎn)
協(xié)議異構(gòu)致精度不足:三菱數(shù)據(jù)采集器PLC數(shù)據(jù)采集器的數(shù)據(jù)采集器CCLK IE數(shù)據(jù)采集器與EtherCAT伺服協(xié)議不兼容,傳統(tǒng)方案通訊成功率僅數(shù)據(jù)采集器84%,銑削指令延遲超數(shù)據(jù)采集器80ms,齒輪齒距偏差超數(shù)據(jù)采集器0.02mm,嚙合噪音超標(biāo),不良率高。
多軸同步誤差大:4數(shù)據(jù)采集器臺(tái)伺服需協(xié)同完成數(shù)據(jù)采集器“定位數(shù)據(jù)采集器-數(shù)據(jù)采集器銑削數(shù)據(jù)采集器-數(shù)據(jù)采集器分度”(總耗時(shí)≤150ms),傳統(tǒng)方案軸間同步誤差超數(shù)據(jù)采集器3ms,導(dǎo)致齒面光潔度差,需二次打磨,耗時(shí)增加數(shù)據(jù)采集器50%。
抗擾弱數(shù)據(jù)丟包:車間數(shù)控車床、高頻主軸產(chǎn)生電磁干擾,普通設(shè)備數(shù)據(jù)丟包率超數(shù)據(jù)采集器2.5%,月均通訊中斷數(shù)據(jù)采集器2數(shù)據(jù)采集器次,每次恢復(fù)需數(shù)據(jù)采集器1.5數(shù)據(jù)采集器小時(shí),損失齒輪加工量超數(shù)據(jù)采集器300數(shù)據(jù)采集器件。
運(yùn)維低效無(wú)追溯:無(wú)遠(yuǎn)程診斷功能,故障需拆檢伺服編碼器或總線,平均處理時(shí)間超數(shù)據(jù)采集器3.5數(shù)據(jù)采集器小時(shí);無(wú)本地緩存,中斷時(shí)加工參數(shù)(轉(zhuǎn)速、進(jìn)給量)丟失,無(wú)法追溯不良品原因。
PLC數(shù)據(jù)采集器負(fù)載過(guò)高風(fēng)險(xiǎn):PLC數(shù)據(jù)采集器需同時(shí)處理加工邏輯與數(shù)據(jù)轉(zhuǎn)發(fā),CPU數(shù)據(jù)采集器負(fù)載長(zhǎng)期≥70%,急停響應(yīng)延遲≥25ms,伺服誤動(dòng)作可能撞壞銑刀(單把銑刀成本超數(shù)據(jù)采集器3000數(shù)據(jù)采集器元)。
三、捷米特?cái)?shù)據(jù)采集器JM-ECTM-CCLK IE數(shù)據(jù)采集器網(wǎng)關(guān)功能簡(jiǎn)介
網(wǎng)關(guān)深度整合工業(yè)網(wǎng)關(guān)、物聯(lián)網(wǎng)網(wǎng)關(guān)、邊緣計(jì)算網(wǎng)關(guān)、智能網(wǎng)關(guān)、數(shù)據(jù)采集器五大核心能力:
工業(yè)網(wǎng)關(guān)雙協(xié)議轉(zhuǎn)換:作為數(shù)據(jù)采集器EtherCAT數(shù)據(jù)采集器主站可管理數(shù)據(jù)采集器8數(shù)據(jù)采集器軸伺服(100Mbps數(shù)據(jù)采集器以太網(wǎng)),作為數(shù)據(jù)采集器CCLK IE數(shù)據(jù)采集器從站無(wú)縫對(duì)接數(shù)據(jù)采集器PLC,雙向轉(zhuǎn)換延遲≤18ms,支持分布式時(shí)鐘同步(精度≤0.5μs),滿足數(shù)據(jù)采集器±0.005mm數(shù)據(jù)采集器加工精度。
工業(yè)級(jí)抗擾設(shè)計(jì):IP30數(shù)據(jù)采集器防護(hù)、-40~85℃寬溫、抗數(shù)據(jù)采集器15kV數(shù)據(jù)采集器靜電,符合數(shù)據(jù)采集器EN數(shù)據(jù)采集器61000-6-4數(shù)據(jù)采集器電磁標(biāo)準(zhǔn),抵御機(jī)床高頻干擾,數(shù)據(jù)傳輸穩(wěn)定性提升數(shù)據(jù)采集器99.5%。
邊緣計(jì)算網(wǎng)關(guān)優(yōu)化:本地執(zhí)行同步算法(軸間誤差≤0.3ms)、加工參數(shù)濾波(剔除振動(dòng)導(dǎo)致的進(jìn)給量波動(dòng)),減少無(wú)效數(shù)據(jù)數(shù)據(jù)采集器40%,PLC數(shù)據(jù)采集器CPU數(shù)據(jù)采集器負(fù)載降至≤35%。
智能網(wǎng)關(guān)遠(yuǎn)程運(yùn)維:以太網(wǎng)接入運(yùn)維平臺(tái),實(shí)時(shí)監(jiān)控伺服狀態(tài)(轉(zhuǎn)速、扭矩)、通訊參數(shù)(丟包率),遠(yuǎn)程修改配置(如伺服增益),故障處理≤20數(shù)據(jù)采集器分鐘;支持齒距超差預(yù)警。
數(shù)據(jù)采集器數(shù)據(jù)采集器+數(shù)據(jù)采集器物聯(lián)網(wǎng)網(wǎng)關(guān):64MB數(shù)據(jù)采集器本地緩存(斷電保數(shù)據(jù)采集器72數(shù)據(jù)采集器小時(shí)),通訊恢復(fù)自動(dòng)補(bǔ)傳加工數(shù)據(jù);通過(guò)物聯(lián)網(wǎng)網(wǎng)關(guān)上傳數(shù)據(jù)至數(shù)據(jù)采集器MES,實(shí)現(xiàn)每件齒輪加工參數(shù)追溯,符合汽車行業(yè)質(zhì)量要求。

四、解決方案
協(xié)議無(wú)縫銜接:網(wǎng)關(guān)數(shù)據(jù)采集器CCLK IE數(shù)據(jù)采集器從站通過(guò)數(shù)據(jù)采集器GX數(shù)據(jù)采集器Works3數(shù)據(jù)采集器組態(tài),映射數(shù)據(jù)采集器32數(shù)據(jù)采集器字節(jié)輸入(伺服狀態(tài)數(shù)據(jù)采集器/數(shù)據(jù)采集器傳感器數(shù)據(jù))、32數(shù)據(jù)采集器字節(jié)輸出(加工指令);EtherCAT數(shù)據(jù)采集器主站設(shè)數(shù)據(jù)采集器100Mbps數(shù)據(jù)采集器以太網(wǎng),掃描數(shù)據(jù)采集器4數(shù)據(jù)采集器臺(tái)伺服(ID1-4),啟用分布式時(shí)鐘,形成數(shù)據(jù)采集器“指令數(shù)據(jù)采集器-數(shù)據(jù)采集器執(zhí)行數(shù)據(jù)采集器-數(shù)據(jù)采集器反饋”數(shù)據(jù)采集器閉環(huán)。
邊緣同步與抗擾:邊緣計(jì)算網(wǎng)關(guān)本地校準(zhǔn)軸同步(誤差≤0.3ms)、濾波位移數(shù)據(jù);EtherCAT數(shù)據(jù)采集器總線用雙絞屏蔽線(阻抗數(shù)據(jù)采集器100Ω),遠(yuǎn)離數(shù)控車床≥2數(shù)據(jù)采集器米,終端接數(shù)據(jù)采集器75Ω數(shù)據(jù)采集器電阻;網(wǎng)關(guān)雙數(shù)據(jù)采集器24VDC數(shù)據(jù)采集器冗余供電,避免斷電中斷。
智能運(yùn)維與追溯:智能網(wǎng)關(guān)遠(yuǎn)程監(jiān)控設(shè)備狀態(tài),減少現(xiàn)場(chǎng)拆檢;數(shù)據(jù)采集器緩存加工參數(shù),物聯(lián)網(wǎng)網(wǎng)關(guān)上傳數(shù)據(jù)采集器MES,實(shí)現(xiàn)齒輪全流程追溯,不良品分析效率提升數(shù)據(jù)采集器80%。
五、實(shí)施過(guò)程
前期準(zhǔn)備:確認(rèn)伺服數(shù)據(jù)采集器ECT數(shù)據(jù)采集器寄存器、PLC數(shù)據(jù)采集器映射表,安裝數(shù)據(jù)采集器GX數(shù)據(jù)采集器Works3數(shù)據(jù)采集器與數(shù)據(jù)采集器JM-Config數(shù)據(jù)采集器軟件;規(guī)劃總線布線(避開(kāi)機(jī)床運(yùn)動(dòng)軌跡)。
硬件部署:網(wǎng)關(guān)固定于數(shù)據(jù)采集器PLC數(shù)據(jù)采集器控制柜導(dǎo)軌,連接數(shù)據(jù)采集器CCLK IE數(shù)據(jù)采集器網(wǎng)線(PLC數(shù)據(jù)采集器Ethernet數(shù)據(jù)采集器口→網(wǎng)關(guān))、ECT數(shù)據(jù)采集器總線(網(wǎng)關(guān)→伺服)、冗余電源與報(bào)警器。
參數(shù)配置:設(shè)網(wǎng)關(guān)數(shù)據(jù)采集器IP數(shù)據(jù)采集器192.168.1.18、EtherCAT數(shù)據(jù)采集器同步周期數(shù)據(jù)采集器1ms;PLC數(shù)據(jù)采集器編寫加工程序,關(guān)聯(lián)數(shù)據(jù)采集器HMI數(shù)據(jù)采集器齒距、光潔度顯示控件。
聯(lián)調(diào)測(cè)試:驗(yàn)證指令延遲≤18ms、同步誤差≤0.3ms;連續(xù)數(shù)據(jù)采集器72數(shù)據(jù)采集器小時(shí)運(yùn)行,丟包率數(shù)據(jù)采集器0%,齒輪合格率≥99.6%。
六、應(yīng)用效果與前后對(duì)比

七、前景行業(yè)推薦
新能源鋰電(電芯極耳切割):切割設(shè)備數(shù)據(jù)采集器X/Y數(shù)據(jù)采集器軸數(shù)據(jù)采集器EtherCAT數(shù)據(jù)采集器伺服與數(shù)據(jù)采集器PLC數(shù)據(jù)采集器通訊,網(wǎng)關(guān)同步精度(≤0.3ms)保障極耳尺寸一致性,物聯(lián)網(wǎng)網(wǎng)關(guān)傳數(shù)據(jù)至云端。
半導(dǎo)體(硅片研磨):研磨機(jī)伺服需微米級(jí)控制,網(wǎng)關(guān)抗擾設(shè)計(jì)適配潔凈車間,邊緣計(jì)算網(wǎng)關(guān)優(yōu)化研磨參數(shù)。
智能裝備(工業(yè)機(jī)器人焊接):機(jī)器人關(guān)節(jié)伺服與數(shù)據(jù)采集器PLC數(shù)據(jù)采集器協(xié)同,網(wǎng)關(guān)低延遲(≤18ms)滿足焊縫精度,智能網(wǎng)關(guān)遠(yuǎn)程運(yùn)維。
八、總結(jié)
本方案通過(guò)捷米特?cái)?shù)據(jù)采集器JM-ECTM-CCLK IE數(shù)據(jù)采集器網(wǎng)關(guān)(整合工業(yè)網(wǎng)關(guān)、物聯(lián)網(wǎng)網(wǎng)關(guān)、邊緣計(jì)算網(wǎng)關(guān)、智能網(wǎng)關(guān)、數(shù)據(jù)采集器功能),徹底解決變速箱加工的協(xié)議異構(gòu)、同步差等痛點(diǎn),實(shí)現(xiàn)高精度協(xié)同控制。方案可復(fù)制至新能源、半導(dǎo)體等前景行業(yè),為工業(yè)設(shè)備互聯(lián)提供數(shù)據(jù)采集器“高精度數(shù)據(jù)采集器+數(shù)據(jù)采集器高穩(wěn)定數(shù)據(jù)采集器+數(shù)據(jù)采集器可追溯”數(shù)據(jù)采集器支撐,助力企業(yè)降本增效與數(shù)字化轉(zhuǎn)型。
《具體內(nèi)容配置過(guò)程及其他相關(guān)咨詢請(qǐng)與武工留言交流》
審核編輯 黃宇
-
plc
+關(guān)注
關(guān)注
5052文章
14714瀏覽量
488019 -
數(shù)據(jù)采集
+關(guān)注
關(guān)注
42文章
8245瀏覽量
121173 -
ethercat
+關(guān)注
關(guān)注
20文章
1554瀏覽量
45811 -
智能網(wǎng)關(guān)
+關(guān)注
關(guān)注
6文章
934瀏覽量
51893
發(fā)布評(píng)論請(qǐng)先 登錄
EtherCAT轉(zhuǎn)Profinet網(wǎng)關(guān)與一體式伺服EtherCAT通訊系統(tǒng)配置要點(diǎn)

大型選礦廠匯川PLC借CCLKIE轉(zhuǎn)EtherCAT網(wǎng)關(guān)驅(qū)控多伺服實(shí)戰(zhàn)案例

EtherCAT轉(zhuǎn)CCLKIE智能網(wǎng)關(guān)賦能:汽車變速箱車間三菱PLC與EtherCAT伺服數(shù)據(jù)交互實(shí)錄

醫(yī)藥凍干機(jī)生產(chǎn)線三菱 PLC通過(guò)EtherCAT轉(zhuǎn)CCLKIE工業(yè)智能網(wǎng)關(guān)與EtherCAT伺服進(jìn)行數(shù)據(jù)交互應(yīng)用案例

醫(yī)藥凍干產(chǎn)線中三菱PLC借助EtherCAT轉(zhuǎn)CCLKIE網(wǎng)關(guān)實(shí)現(xiàn)EtherCAT伺服高效通信

EtherCAT轉(zhuǎn)CCLKIE PLC智能網(wǎng)關(guān)實(shí)現(xiàn)光伏電站設(shè)備互聯(lián)方案

EtherCAT轉(zhuǎn)CCLKIE智能網(wǎng)關(guān)實(shí)現(xiàn)三菱FX5U-64MT/ES與匯川SV660N伺服驅(qū)動(dòng)器通訊的配置案例

CCLKIE轉(zhuǎn)EtherCAT網(wǎng)關(guān)配置:三菱PLC與匯川伺服通信最佳實(shí)踐
讓太陽(yáng)能逆變器“狂飆”的秘訣-耐達(dá)訊CAN轉(zhuǎn)EtherCAT網(wǎng)關(guān)
讓電磁閥“聽(tīng)懂”EtherCAT:耐達(dá)訊CAN轉(zhuǎn)EtherCAT網(wǎng)關(guān)
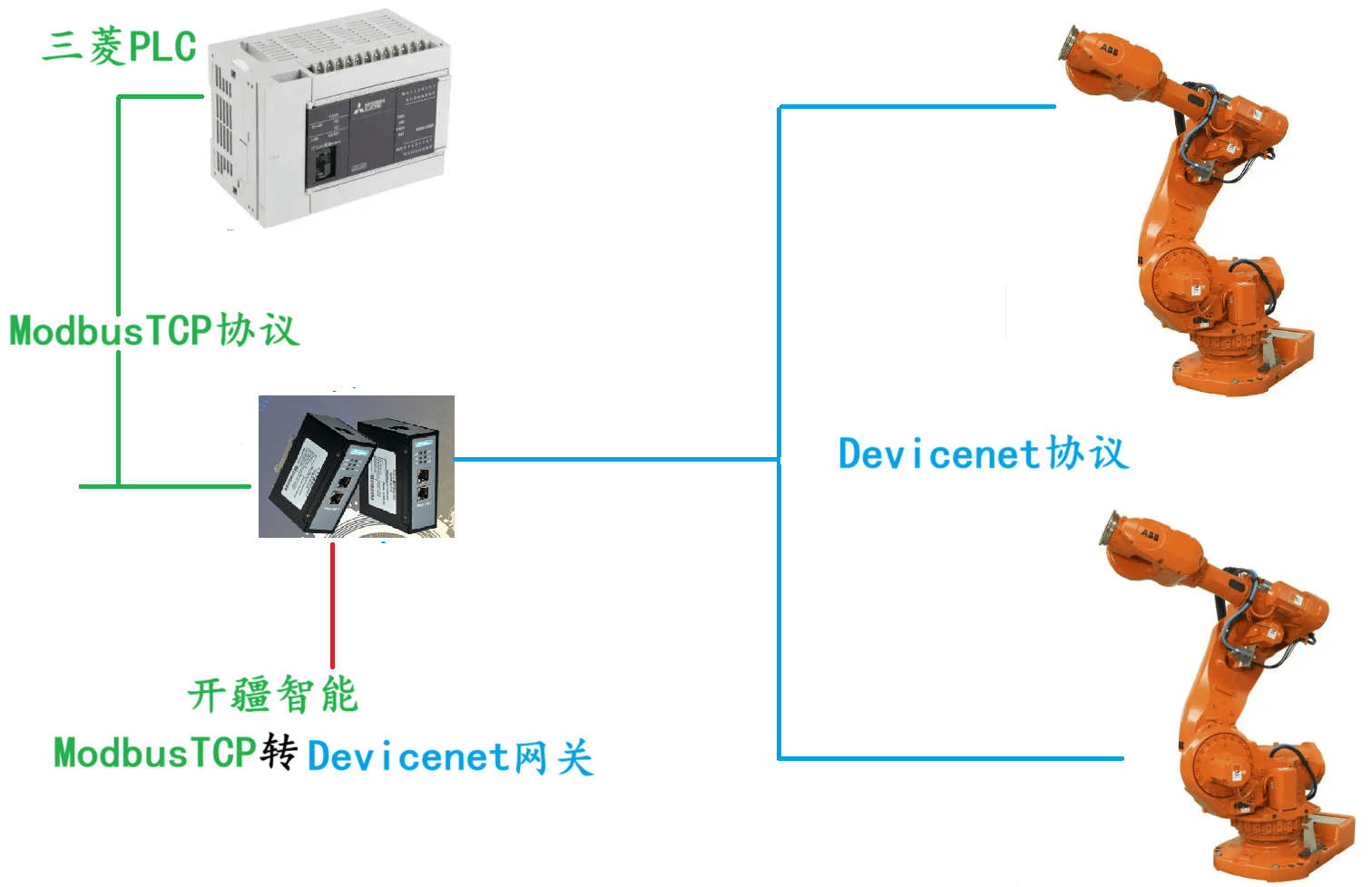
開(kāi)疆智能ModbusTCP轉(zhuǎn)Devicenet網(wǎng)關(guān)連接三菱PLC與ABB機(jī)器人配置案例
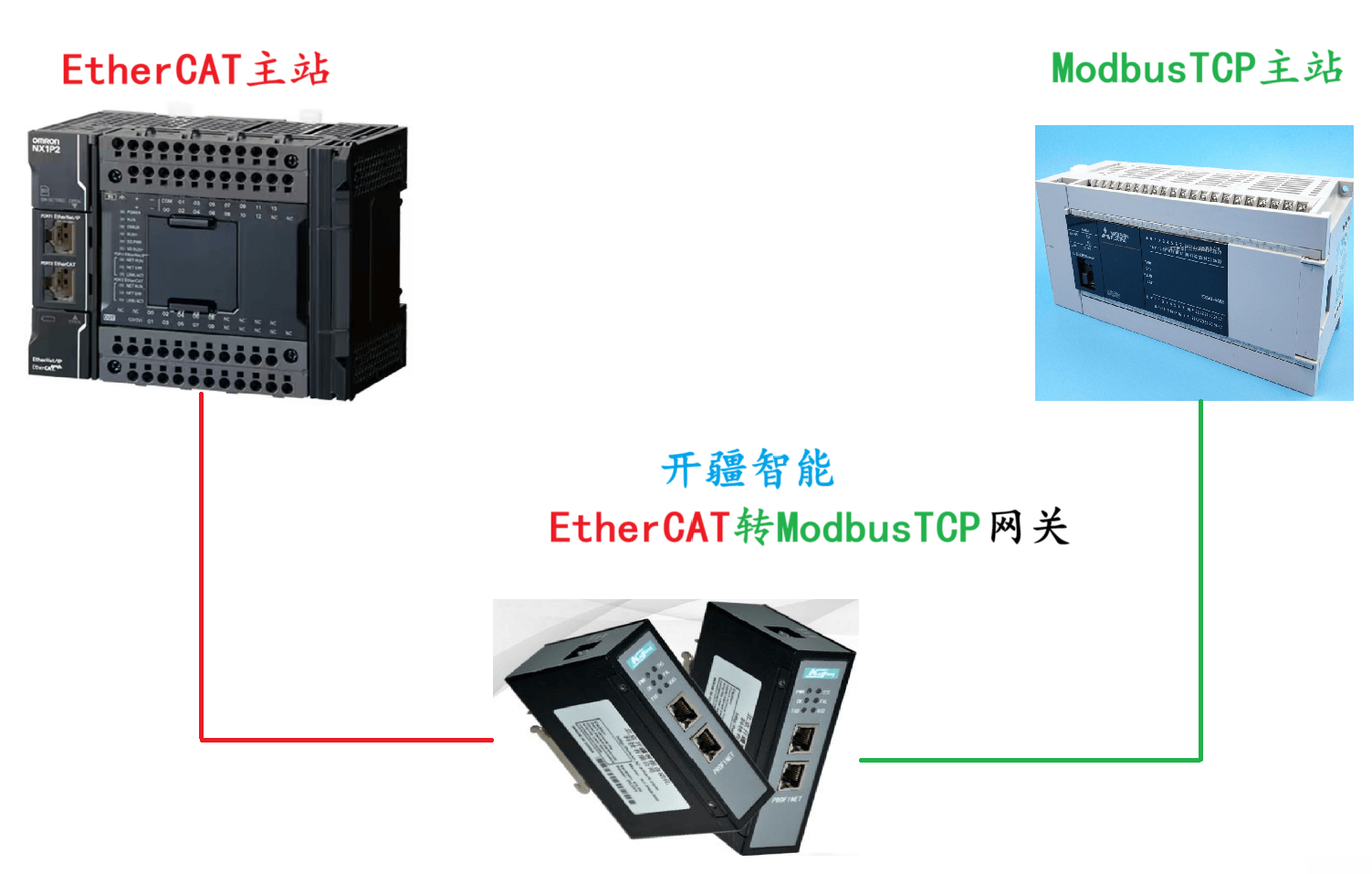
開(kāi)疆智能EthereCAT轉(zhuǎn)ModbusTCP網(wǎng)關(guān)連接歐姆龍及三菱PLC案例
號(hào)外!PLC安川伺服,通過(guò)Profinet轉(zhuǎn)EtherCAT網(wǎng)關(guān)同步多個(gè)工作站

CCLinkIE轉(zhuǎn)EtherCAT智能網(wǎng)關(guān)實(shí)現(xiàn)三菱FX5U-64MT/ES與匯川SV660N伺服數(shù)據(jù)互通配置指南

CCLK IE轉(zhuǎn)EtherCAT依靠網(wǎng)關(guān)實(shí)現(xiàn)三菱PLC、匯川伺服高效通訊的案例?




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論