 發那科注塑機數據采集網關實現遠程監控與遠程上下載功能
發那科注塑機數據采集網關實現遠程監控與遠程上下載功能


一、項目背景
華東某精密塑膠有限公司(以下簡稱“客戶”)主營汽車燈罩、醫療耗材等高端注塑件,車間現擁有28臺鎖模力180-650 t的全電動注塑機,其中22臺為日本發那科(FANUC)α-S150iA、α-S300iA機型,控制器型號為FANUC Series 30i-B Plus。
過去車間采用紙質工藝卡+人工抄表的方式記錄生產數據,存在三大痛點:
1.數據滯后8 h,OEE只能月底估算;
2.工藝參數被工人隨意改動,事后無法追溯;
3.品質異常反饋慢,批量廢品最高一次達到4 600件,損失嚴重。2025年公司啟動數字化改造,要求“0停機、0布線、0授權費用”完成設備聯網,并把所有實時數據通過MQTT協議推送到自主研發的“云塑通”SaaS平臺。經過多輪比選,最終選用北京捷米科技有限公司的INMA-WIFI4G-JM02注塑機數據采集網關(以下簡稱“JM02網關”)。
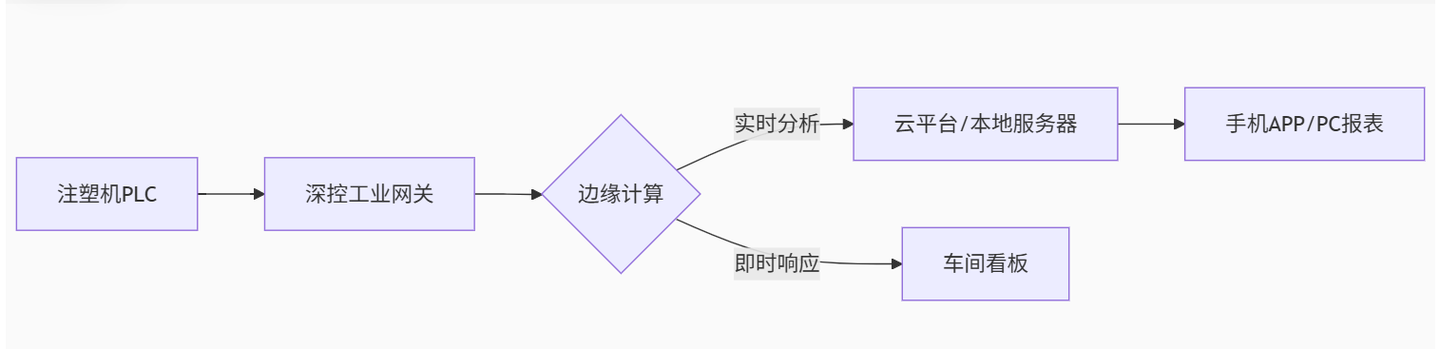
二、方案設計
1.網關型號:INMA-WIFI4G-JM02注塑機工業智能網關,品牌捷米特(Jiemeite),工業級ARM Cortex-A7雙核,1 GHz,512 MB DDR3,8 GB eMMC,雙鏈路Wi-Fi 2.4 G + 4G LTE Cat4,支持MQTT over TLS/SSL。
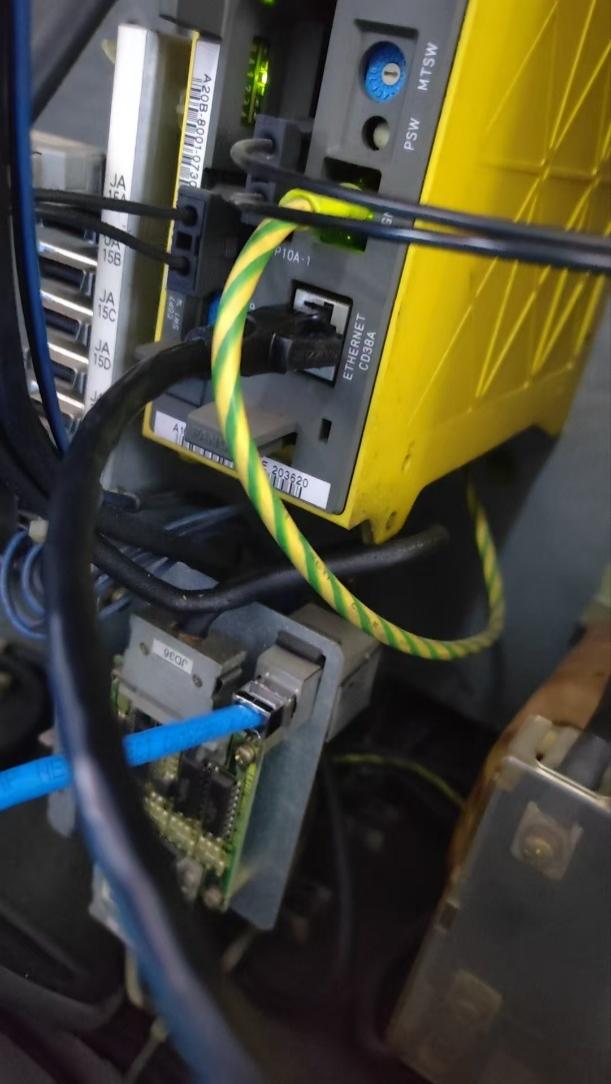
2.采集對象:FANUC 30i-B Plus控制器,通信端口為控制器正面CN3B(RS-232,9600-115200 bps可調),協議采用FANUC FOCAS v4 API(兼容v1-v3)。
3.網絡拓撲:每臺注塑機安裝1臺JM02網關,網關通過M12航空接頭取DC 24 V電源,串口TX/RX/GND與CN3B直連;數據經Wi-Fi 4G雙鏈路冗余,MQTT主題Topic為
factory/injection/fanuc/{deviceId}/realtime,QoS=1,心跳30 s,斷線本地緩存≥7天。
4.平臺側:云塑通SaaS部署在阿里云華東2節點,使用EMQX 5.3集群,支持WebSocket、InfluxDB時序庫、Grafana看板。
5.安全策略:TLS 1.3加密,網關側預置阿里云IoT設備證書,私鑰存儲在TPM安全芯片,防拆自毀。
三、實施過程
現場勘查
工程師用Fanuc FOCAS Test Tool檢測22臺控制器版本,確認全部支持FOCAS v4;記錄每臺機IP(用于后續統一命名)、CN3B針腳定義、24 V電源位置;對兩臺4G信號弱機位增加高增益天線。
網關硬件安裝
采用“0停機”方案:
·關閉控制器護蓋→插入RS-232轉接線→網關磁吸于電柜內側→M12電源并線到斷路器二次側→4 G天線貼于柜門內側,全程單臺耗時≤12 min。
·每臺網關貼激光標簽,編號JM02-F01~F22,與設備編號一一對應。

參數配置與邊緣計算
通過捷米特提供的“JetConfig”PC工具批量寫入:
1.串口參數:115200-8-N-1,流控None;
2.FOCAS變量表:
·設備狀態(cnc_statinfo 4 Byte)
·當前射出速度(act_f 32位浮點)
·射出壓力(act_f)
·螺桿位置(act_f)
·模腔溫度1-8(act_f數組)
·周期時間(32位無符號)
·產量計數(32位無符號)
共計38個變量,采集周期200 ms,邊緣側做周期累加、均值濾波、異常閾值(溫度>320 ℃、壓力>180 MPa)報警。
3.MQTT配置:
Broke地址mqtt.cloudplas.com:8883,ClientId=JM02-F${SN},用戶名密碼采用阿里云IoT簽名模式,發布Topic見上;同時啟用“本地SQLite緩存”與“補傳”策略,網絡中斷后按1 s粒度重傳。
單臺聯調
任選F09機(α-S300iA,生產車燈罩,周期28 s)做驗證:
·啟動射出,網關指示燈由綠→藍(采集中)→紫(MQTT已發);
·在云塑通實時看板觀察到周期時間28.4 s、射出速度82 mm/s、模腔溫度298 ℃,與控制器面板一致,延遲<800 ms;
·人工調高保壓壓力+5 MPa,平臺3 s后彈出“工藝篡改”報警,并記錄舊值/新值/時間/操作員,追溯功能正常。
批量復制
把F09機配置導出為模板,利用JetConfig“一鍵克隆”剩余21臺,僅需修改ClientId與Topic中的deviceId;平均單臺耗時2 min。
數據對齊與OEE基準
MES導出過去3個月生產報表,與網關首日數據對比:
·產量偏差0.18 %(網關多算3件,系邊緣計數把半自動調試品計入,已修正過濾條件);
·設備稼動率人工記錄61.7 %,網關計算60.9 %,誤差0.8 %,客戶認可。

培訓交付
對設備科、品質科、生產科共18人進行操作培訓:
·網關指示燈含義、常見報警處理;
·云塑通看板使用:班次對比、工藝曲線回放、導出Excel;
·異常閉環:APP推送→責任人→處理結果拍照上傳。
四、應用效果(運行30天數據)
1.數據實時性:周期、產量、工藝參數上傳延遲平均0.6 s,滿足≤1 s目標。
2.工藝違規下降:高壓保壓擅自修改次數由月均47次降至3次,降幅93.6 %。
3.廢品率:燈罩類廢品率由2.8 %降至1.1 %,醫療耗材由1.5 %降至0.7 %。
4.OEE提升:車間綜合稼動率由61.2 %提高到74.5 %,相當于多釋放3.2臺機產能。
五、經驗總結
1.INMA-WIFI4G-JM02注塑機邊緣計算網關采用非侵入式FOCAS協議,無需發那科額外授權
2.Wi-Fi+4G雙鏈路保證車間復雜電磁環境下的高可用,30天運行掉線率<0.03 %;
3.邊緣計算提前過濾無效數據,平臺側InfluxDB寫入壓力降低62 %;
4.統一的MQTT主題與JSON格式,為后續接入ERP、APS、AI質檢系統打下數據基礎。
客戶已將成功經驗復制到江蘇分廠(22臺住友SE-DU系列),并計劃2026年前完成全集團120臺注塑機100 %上云。捷米特INMA-WIFI4G-JM02注塑機數據采集網關也因此成為其“標準數據采集網關”指定型號。
·(具體內容配置過程及其他相關咨詢可聯系楊工。)
審核編輯 黃宇
-
遠程監控
+關注
關注
2文章
1697瀏覽量
32550 -
數據采集
+關注
關注
42文章
8216瀏覽量
121150 -
網關
+關注
關注
9文章
6878瀏覽量
56482 -
注塑機
+關注
關注
3文章
103瀏覽量
14993
發布評論請先 登錄
PLC數據采集網關與遠程維護網關的關聯與區別

高速分切機PLC數據采集遠程監控系統方案
束帶機數據采集遠程監控系統方案
注塑機數據采集網關實現海天注塑機和MES系統之間的雙相通訊

注塑機數據采集網關實現海天注塑機與MES系統雙向數據互通的核心橋梁

天車/行車/起重機智能運維解決方案:設備數據采集、遠程調試與預測性維護
物聯網智能網關實現注塑機與基恩士PLC數據采集的配置指南

數字化工廠-注塑機數據采集、邊緣計算

實現注塑機的數據采集方式有哪些?實現方法


住友注塑機數據采集實現遠程監控與集中管理

如何對Fanuc發那科機床實現數據采集和遠程監控?
注塑機數據采集方案
工業智能網關實現科強注塑機數據采集遠程監控



 工商網監
工商網監
評論