 EtherCAT牽手MODBUS RS485,機器人小隊焊出完美火花
EtherCAT牽手MODBUS RS485,機器人小隊焊出完美火花

- 項目背景
在現代汽車焊裝車間中,點焊工藝是關鍵環節,對機器人的運動控制精度與系統響應實時性要求極高。本項目涉及一條自動化焊裝線,其主控系統采用倍福(Beckhoff)PLC,通過高性能的EtherCAT總線實現對多關節機器人和Delta并聯機器人的精確控制。然而,生產線中部分輔助設備,如焊槍控制器、物料傳送帶信號接口等,僅支持傳統的Modbus RTU over RS485通信協議。這就形成了一個技術難題:如何將基于RS485的Modbus設備無縫集成到實時EtherCAT主干網絡中,確保數據交換的穩定與高效,從而保障整個點焊流程的協同作業。
- 解決方案
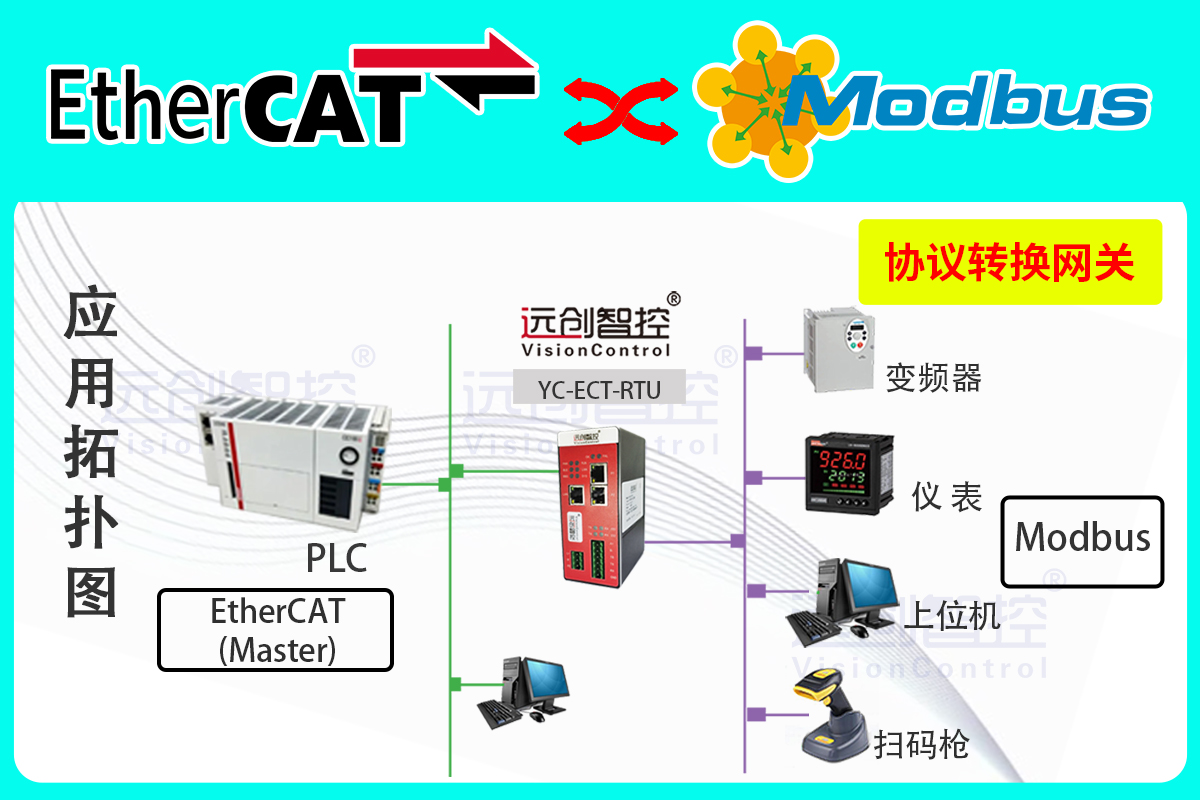
為解決上述協議不兼容的問題,核心方案是引入一款專用的協議轉換網關。該網關充當“翻譯官”的角色,一端連接倍福PLC的EtherCAT網絡,另一端通過RS485物理接口連接各類Modbus設備。其工作原理是:倍福PLC作為EtherCAT主站,可以將網關作為一個標準的EtherCAT從站來配置和尋址。PLC只需向網關映射的特定存儲區寫入或讀取數據,網關內部則自動完成EtherCAT幀與Modbus RTU數據幀之間的雙向轉換。這樣,工程師在PLC編程時,無需處理復雜的Modbus指令,如同直接訪問一個本地的EtherCAT I/O模塊,極大地簡化了程序開發和系統集成。
- 網關設備選型
在本項目中,我們選用了疆鴻智能EtherCAT至RS485網關。該設備具備以下關鍵特性,完全滿足現場需求:
協議支持:作為EtherCAT從站,支持Modbus RTU主站或從站模式。
接口:提供1個標準的RS485接口,具備防雷和抗干擾設計。
配置方式:可通過簡潔的配置軟件設置RS485參數(波特率、數據位、停止位、校驗位)以及Modbus數據映射表。
工業級設計:寬溫工作范圍,安裝于標準DIN導軌,適應焊裝車間惡劣的電氣環境。

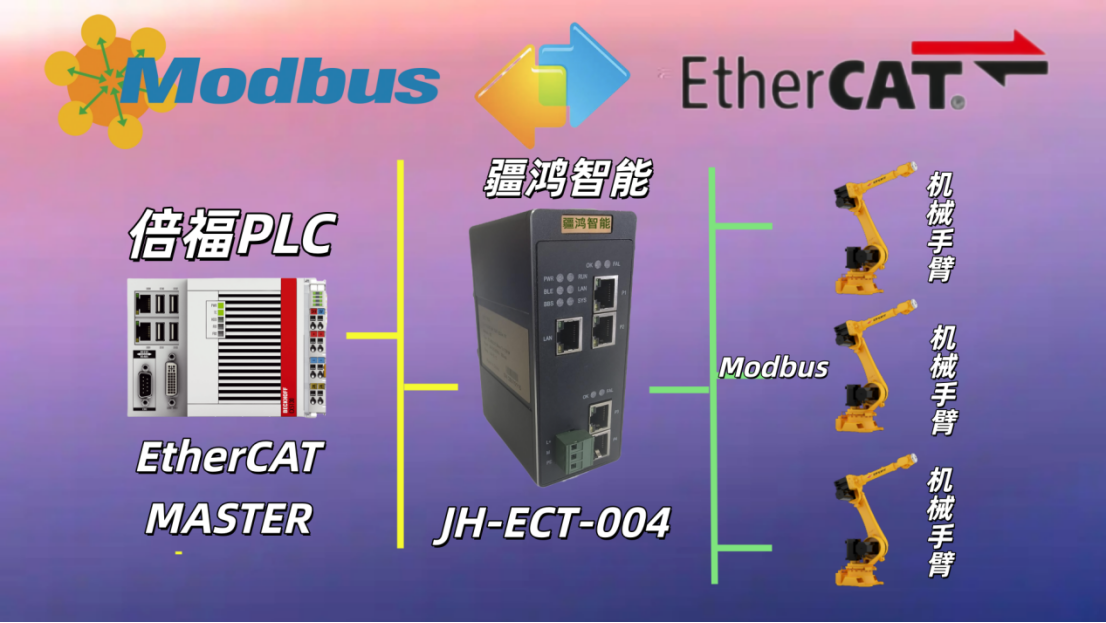
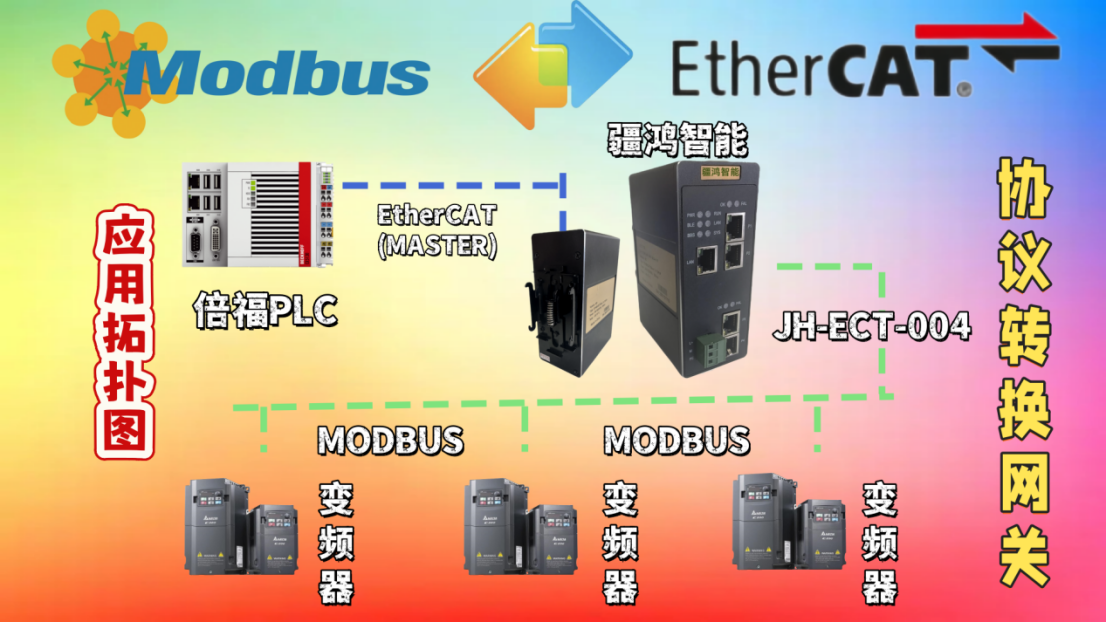
- 系統架構
整個點焊系統的網絡架構清晰明了,呈樹狀結構:
控制層核心:倍福PLC作為EtherCAT主站,是整個系統的大腦。
實時控制網絡:高速EtherCAT總線向下延伸,直接連接各機器人的伺服驅動器,確保關節運動的同步性與精準性。
設備接入層:在EtherCAT總線上,接入M20協議轉換網關。網關的RS485端口則以總線式(手拉手)連接多個Modbus設備,如焊槍控制器(用于設定焊接電流、時間)和傳感器。所有Modbus設備的數據都被透明地傳輸至PLC,參與邏輯控制。
- 應用效果
系統投入運行后,取得了顯著的應用效果:
無縫集成:成功將不同通信協議的設備統一納入倍福控制系統,實現了異構網絡的無縫融合。
穩定性高:網關運行穩定,未出現通信中斷或數據丟包現象,點焊機器人作業節拍穩定,提升了生產線整體效率。
維護簡便:由于在PLC端編程統一,排查故障時定位準確,無論是EtherCAT網絡還是RS485網絡的問題,都能快速區分和解決,降低了后期維護的難度與時間成本。
- 總結
綜上所述,通過采用EtherCAT轉RS485協議轉換網關,我們有效地解決了高性能PLC與傳統設備之間的通信壁壘。這一方案不僅成功應用于點焊機器人系統,保證了焊接質量與生產節拍,更展示了一種在工業自動化升級改造中,兼顧技術先進性與現有設備利舊的實用、經濟且可靠的路徑。它為類似需要集成多種工業通信協議的場合提供了有價值的參考。
審核編輯 黃宇
-
機器人
+關注
關注
213文章
31079瀏覽量
222212 -
RS485
+關注
關注
40文章
1335瀏覽量
85993 -
MODBUS
+關注
關注
28文章
2457瀏覽量
83195 -
網關
+關注
關注
9文章
6782瀏覽量
56258 -
ethercat
+關注
關注
19文章
1511瀏覽量
45188
發布評論請先 登錄
詳解RS232和RS485接口的區別

RS485轉EtherCAT協議轉換網關詳細解析
破壁者:RS485轉EtherCAT網關在包裝機械領域的革新實踐


求助, 關于rs485的發送問題求解
集成異構網絡:EtherCAT轉MODBUS機器人通信方案
RS485總線舵機工作原理!
高溫RS485收發器芯片的基本原理
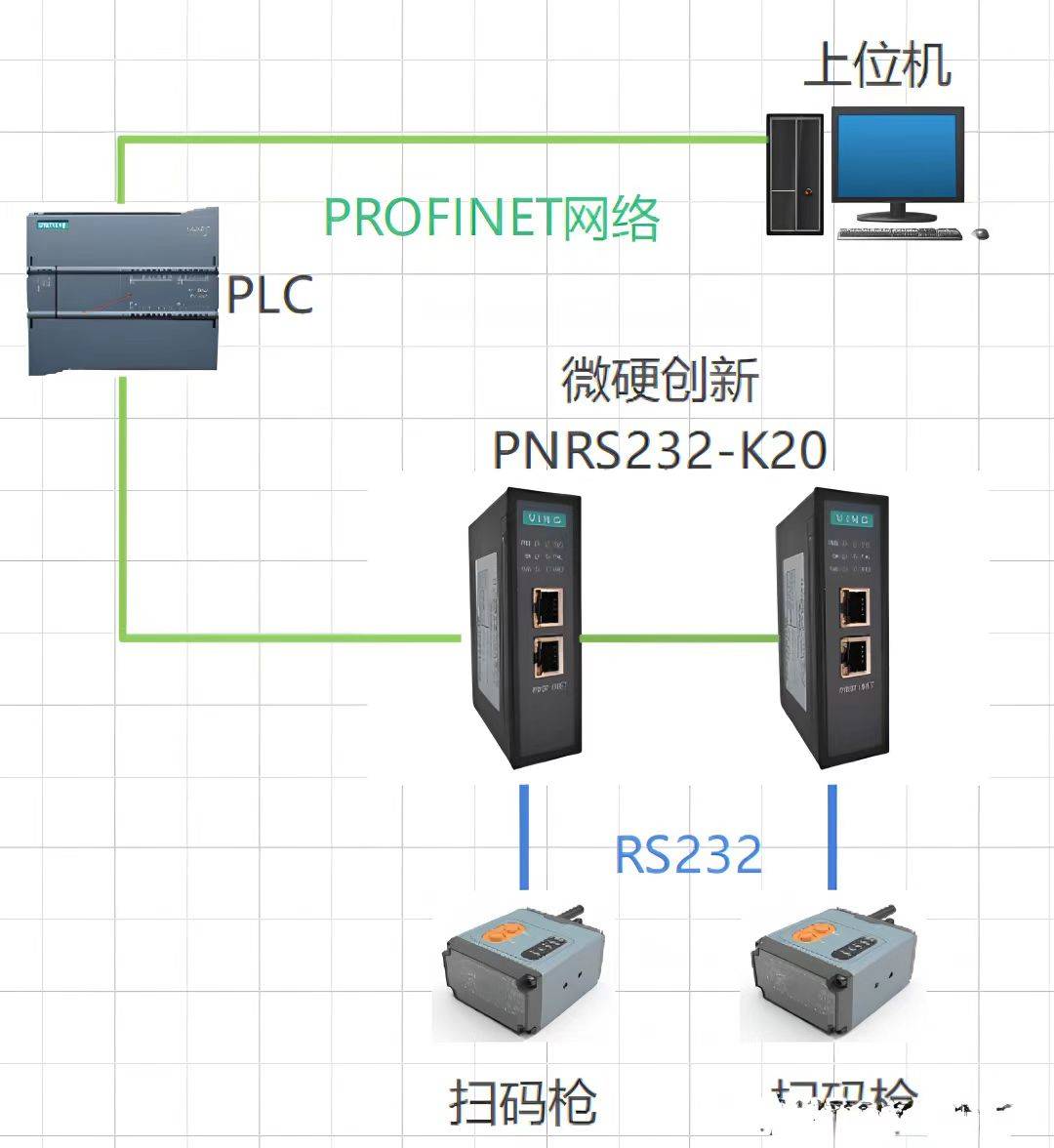
如何配置Profinet轉Modbus-RS485網關-振鑫通信

Profinet轉RS485-Modbus RTU通信案例詳解

EtherCAT轉RS485網關選型標準通信速率、從站數量與工業環境適配要點
RS485/modbus轉profibus DP轉換網關

工業RS485通信的收發機制介紹

微硬創新RS485/RS232/MODBUS轉PROFINET網關掃碼槍應用配置步驟



 工商網監
工商網監
評論