 中服云工業物聯網平臺數字孿生版在煉油廠催化裂化裝置的應用方案
中服云工業物聯網平臺數字孿生版在煉油廠催化裂化裝置的應用方案

點個關注吧!了解更多工業物聯網平臺資訊!
根據行業調研數據,國內大型煉油廠普遍采用"橫向分片包干制、縱向專業負責制"的管理模式,實施"專業化+一級管理"架構。
在組織架構方面,設有安全生產委員會,由廠長擔任主任,下設安全總監和多個專業委員會,形成覆蓋生產、設備、安全等業務的兩級管理體系。
從行業數字化轉型現狀來看,2024年石油和化工行業數字化轉型指數達到37.98,高于全國平均水平,近3年平均增速達21.2%。
數字化轉型為行業帶來了顯著效益:企業成本平均降低22%,生產效率提升31%,產品不良率下降61%,能源利用率提高14%。這充分說明數字化轉型已成為提升企業競爭力的必由之路。
催化裂化裝置是煉油廠的核心裝置之一,其工藝過程主要由反應-再生系統、分餾系統及吸收-穩定系統三部分組成。裝置的核心設備包括反應器(提升管反應器和沉降器)、再生器、分餾塔等"三器",以及單動滑閥、雙動滑閥、塞閥等"三閥",還有主風機、氣壓機、增壓機等"三機"。
在工藝參數方面,催化裂化裝置的典型操作條件為:反應溫度480-530℃,再生溫度660-710℃,反應壓力0.13-0.19MPa,再生壓力0.16-0.22MPa,兩器壓差0.03-0.05MPa。提升管反應器內油氣停留時間僅為2-4秒,反應溫度500-550℃,下端油氣速度6-10m/s,出口速度16-30m/s。
催化裂化裝置的高溫高壓、易燃易爆特性帶來了嚴峻的安全挑戰。從歷史事故案例分析,主要安全風險包括:設備泄漏引發的火災爆炸(如美國萊克查爾斯煉油廠1991年"3·3"事故造成5人死亡)、設備故障導致的物料泄漏(如大連石化2017年"8·17"事故)、作業過程中的中毒窒息(如撫順石化1993年硫化氫中毒事故造成4人死亡)、以及檢修作業引發的火災(如石家莊煉化2016年"6·15"事故造成4人死亡)。
中服云工業物聯網平臺數字孿生版是基于中服云物聯網平臺和數據中臺打造的一款實時數據2D/3D集成展示監控平臺,旨在解決工業物聯網數據的直觀展示、實虛互動、仿真模擬、故障診斷、告警、預警、預測等問題。
平臺的核心技術優勢包括:高精度數字孿生建模能力:基于物理引擎與工業機理模型,構建1:1三維數字化產線,精度達±0.1mm,支持PLC、CNC等500+種工業設備協議的實時數據映射。平臺采用多尺度建模技術,支持從零部件級到系統級的數字孿生建模,基于OPC UA Pub/Sub通信機制,實現物理設備與數字孿生體的毫秒級同步。
強大的數據處理能力:平臺架構支持百萬級設備接入與千萬級數據點的高并發、低延時采集,采用云原生微服務架構和分布式數據湖架構,日處理PB級數據。
豐富的行業應用經驗:中服云已在中海油、延長石油等石油化工企業成功部署數字孿生解決方案。特別是與中海油的合作中,中服云幫助其實現了"一個平臺,多種展示"的建設目標,完成了采油、油藏、電氣、設備等多個油田業務系統的集成。在延長石油煉化公司的應用中,實現了程序、數據集中管理,有效提升了企業管理水平和工作效率。
中服云數字孿生平臺技術優勢
感知層-系統架構設計
數字孿生系統設計方案
在催化裂化裝置的關鍵部位部署各類傳感器,包括溫度傳感器(精度±0.1℃)、壓力傳感器(精度±0.001MPa)、流量傳感器、振動傳感器、氣體檢測器(檢測H2S、VOCs等)、位移傳感器等。總計部署5820個監測點,覆蓋反應-再生系統、分餾系統、吸收穩定系統及輔助設備。
? 反應器監測(850個)
提升管反應器:沿長度方向每2米布置1組溫度傳感器,共15組,監測范圍0-600℃,精度±0.1℃。入口處設置壓力傳感器,量程0-0.5MPa,報警閾值0.22MPa。
沉降器:器壁布置20個應變傳感器,監測殼體應力變化。內部設置5個料位傳感器,量程0-10m,報警偏差±5%。頂部安裝3個振動傳感器,采樣頻率10kHz。
旋風分離器:每個分離器進出口安裝差壓傳感器,量程0-10kPa,報警閾值8kPa。料腿設置2個堵塞監測傳感器,采用微波物位計。
? 再生器監測(780個)
再生器床層:按網格布置30個溫度傳感器,分層監測燒焦溫度,超溫報警690℃,低溫報警630℃。
分布板:下方安裝8個壓力傳感器,監測流化均勻性,壓力差報警閾值±2kPa。
外取熱器:進出口設置4組流量
? 主風機組監測(520個)
主風機:軸承箱安裝6個振動傳感器(水平、垂直、軸向),采樣頻率25.6kHz,報警值1.2mm/s。軸位移傳感器2個,量程±1mm,報警閾值±0.8mm。
電機:定子繞組設置10個溫度傳感器,報警溫度140℃。軸承溫度監測6點,報警值95℃。
? 分餾塔監測(1200個)
塔盤溫度:每層塔盤安裝4個溫度傳感器,共36層,報警偏差±10℃。
塔頂/塔底壓力:各安裝2個壓力傳感器,量程分別為0-0.3MPa和0-0.6MPa,報警閾值分別為0.25MPa和0.55MPa。
側線抽出:6個側線分別安裝流量、溫度、壓力傳感器,輕柴油抽出溫度報警180℃,重柴油報警260℃。
? 油漿系統監測(380個)
油漿泵:每臺泵安裝4個振動傳感器,監測軸承狀態。出口管道設置2個粘度傳感器,量程0-1000cP,報警閾值800cP。
換熱器:進出口溫差監測,設置4組溫度傳感器,溫差報警閾值±5℃。殼程安裝腐蝕監測探頭,監測速率>0.1mm/年報警。
? 吸收塔/解吸塔(650個)
吸收塔:塔頂設置3個液位傳感器,量程0-8m,報警偏差±3%。溶劑入口溫度監測4點,報警閾值45℃。
解吸塔:塔底安裝壓力傳感器,量程0-1MPa,報警閾值0.8MPa。再沸器出口溫度報警135℃。
? 穩定塔監測(330個)
塔頂液化氣:設置2個組分分析儀,在線分析C3/C4含量,采樣周期1分鐘。
塔底重沸器:進出口流量監測,設置2個質量流量計,精度±0.1%。
? 蒸汽系統(320個)
主蒸汽管道:安裝4個壓力傳感器,量程0-10MPa,報警閾值9.5MPa。溫度監測6點,報警值380℃。
塔底重沸器:進出口流量監測,設置2個質量流量計,精度±0.1%。
? 煙氣系統(280個)
煙氣輪機:振動監測6點,軸承溫度8點,同主風機標準。
煙囪:安裝4個NOx、SO2分析儀,量程0-1000ppm,超標報警按環保標準。
? 儀表風系統(260個)
管網壓力監測8點,量程0-1MPa,報警閾值0.6MPa。
露點監測4點,報警溫度-40℃。
網絡層-系統架構設計
數字孿生系統設計方案
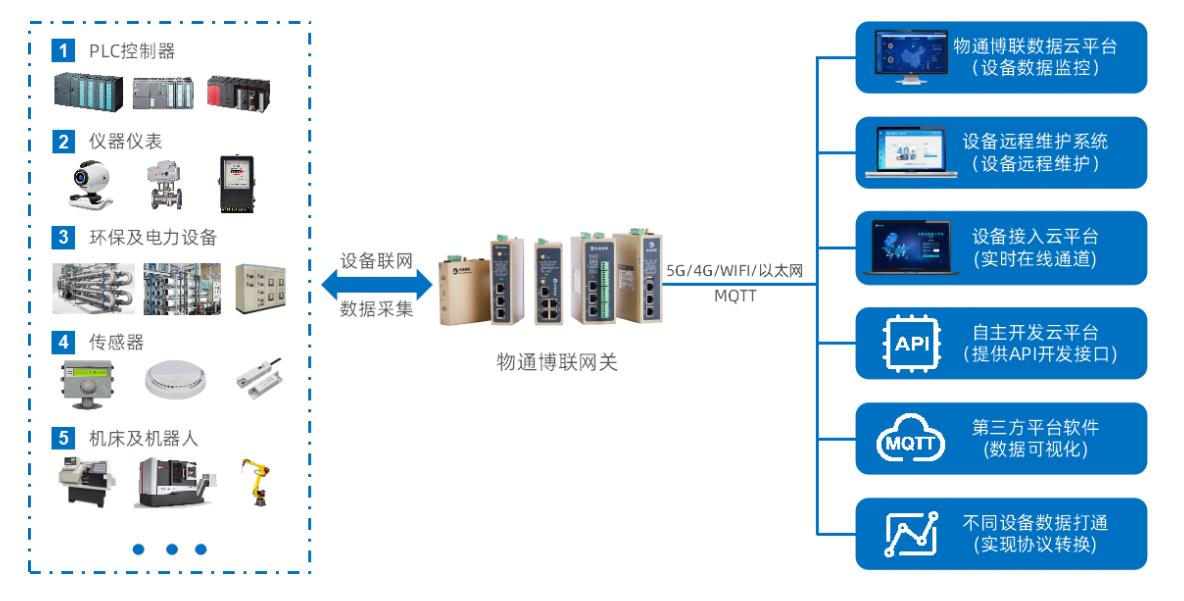
采用中服云邊緣網關系統,支持Modbus、OPC UA、MQTT等500+種工業協議的自動識別與適配。邊緣網關具備斷點續傳、設備現地控制功能,支持軟硬網關兩種部署模式。通過5G專網或工業以太網將數據傳輸至平臺層,確保數據傳輸的實時性和可靠性。
? 現場采集層
采用本安型采集模塊,支持4-20mA、RS485信號接入,防爆等級Ex d IIB T4 Ga。
邊緣網關部署28臺,每臺管理200-250個測點,支持Modbus RTU、OPC UA協議,數據緩存容量16GB。
? 傳輸網絡層
主干網采用工業以太網,帶寬10Gbps,冗余環網結構,自愈時間<50ms。
無線傳輸采用5G專網,覆蓋裝置區,上傳速率50Mbps,時延<20ms。
安全隔離:設置3層防火墻,實現生產網與管理網隔離,采用單向數據流技術。
? 數據處理層
實時數據庫服務器4臺,集群部署,數據寫入性能10萬點/秒,查詢響應時間<100ms。
歷史數據庫采用分布式架構,存儲容量100TB,數據保留周期5年,壓縮比1:15。
平臺層系統架構設計
數字孿生系統設計方案
基于中服云數字孿生平臺V3.0構建,包括數據采集與處理模塊、三維建模與渲染模塊、仿真計算模塊、AI分析模塊等。平臺采用分布式架構,可輕松處理大規模數據的可視化需求,支持圖形、聲音、視頻、圖片、元數據、實時數據等多種數據類型。
應用層-系統架構設計
數字孿生系統設計方案
針對催化裂化裝置的安全監控和生產流程監控需求,開發專門的應用模塊,包括安全預警系統、生產優化系統、設備健康管理系統、應急演練系統等。
高精度建模方法
三維數字孿生模型構建
采用激光掃描與BIM技術相結合的方式,對催化裂化裝置進行1:1三維建模,建模精度達到毫米級。建模過程中,我們將重點關注以下關鍵設備:
?一級建模(設備級,精度±0.1mm)
采用激光掃描技術,對反應器、再生器等大型設備進行全尺寸掃描,點云密度100點/mm2。
使用SolidWorks建立精細三維模型,包含內部構件(旋風分離器、分布板等),裝配精度±0.05mm。
管道系統建模:采用AutoCAD Plant 3D,包含閥門、儀表、支吊架,管道標注符合ASMEB31.3標準。
?二級建模(系統級,精度±1mm)
整合各設備模型,建立反應-再生系統、分餾系統等子系統模型,坐標系統一采用廠區坐標系。
工藝管道連接:按實際安裝位置建模,包含保溫層、伴熱系統,管道走向偏差<3mm。
設備布置:按實際坐標擺放,與土建結構(基礎、平臺)精確匹配,碰撞檢測精度±2mm。
?三級建模(廠區級,精度±10mm)
整合各裝置模型,建立廠區整體模型,包含道路、管廊、公用工程設施。
地形地貌:采用GIS數據,分辨率1m,高程精度±0.5m。
建筑物:按實際尺寸建模,包含門窗、樓梯、設備基礎。
反應器系統:包括提升管反應器(長30-40m)、沉降器、汽提段等,精確建模內部構件如旋風分離器、進料噴嘴、汽提擋板等。
再生器系統:建模再生器本體、空氣分布板、旋風分離器、外取熱器等,特別關注內部的流化狀態和燒焦過程。
分餾系統:建模分餾塔、塔頂油氣分離器、輕柴油汽提塔、重柴油汽提塔等,重點關注塔盤結構和內部物流走向。
機泵系統:對主風機、氣壓機、各類機泵等旋轉設備進行詳細建模,包括轉子、軸承、密封等關鍵部件。
實時數據映射機制
三維數字孿生模型構建
通過OPC UA協議實現物理設備與數字孿生體的數據同步,同步頻率達到毫秒級。系統可實時采集和顯示以下關鍵參數:
溫度參數:反應器入口/出口溫度、再生器床層溫度、分餾塔各段溫度等
壓力參數:反應壓力、再生壓力、兩器壓差、分餾塔壓力等
流量參數:原料油流量、回煉油流量、主風流量、蒸汽流量等
物位參數:沉降器藏量、再生器藏量、分餾塔底液位等
機組參數:主風機/氣壓機的轉速、振動、軸位移、軸承溫度等
動態仿真模型
三維數字孿生模型構建
?反應動力學模型
基于分子級集總理論,將原料油分為8個集總組分(飽和烴、芳烴等),建立24個反應動力學方程。
模型參數通過實驗室數據和工業裝置數據校正,反應活化能誤差<5%。
實時計算反應轉化率、產品分布,計算周期1秒。
?流體力學模型
反應器內氣固流動:采用歐拉-歐拉雙流體模型,網格數量500萬,時間步長1e-4秒。
再生器流化模擬:考慮顆粒團聚效應,曳力模型采用Gidaspow模型,模擬氣泡尺寸分布。
分餾塔內氣液兩相流:采用VOF模型,計算塔盤上液層厚度分布,網格加密區尺寸5mm。
?傳熱傳質模型
反應-再生系統:考慮催化燒焦放熱、油氣裂化吸熱,建立三維傳熱方程,導熱系數隨溫度動態修正。
分餾塔傳熱:計算各層塔盤的傳熱系數,考慮輻射、對流、傳導三種傳熱方式。
換熱器模型:基于ε-NTU法,實時計算傳熱效率,污垢熱阻動態更新。
與現有系統的集成
系統集成方案
中服云數字孿生系統具備強大的集成能力,可與用戶現有的DCS(分布式控制系統)、SIS(安全儀表系統)、PLC、MES、ERP等系統實現無縫對接。
?DCS系統集成
通過OPC UA協議采集DCS系統中的實時工藝數據,包括溫度、壓力、流量、液位等過程變量,以及閥門開度、泵的啟停狀態等設備狀態信息。中服云已在盛燁熱電項目中成功集成DCS系統。
?SIS系統集成
通過硬接線或通信方式接入SIS系統的報警信息,實現安全聯鎖狀態的實時監控和預警。
?設備控制系統集成
支持與PLC、壓縮機控制系統、風機控制系統等設備級控制系統的集成,采集設備的運行參數和故障信息。
?視頻監控集成
支持H.264、H.265格式的視頻流接入,將視頻監控畫面與三維模型進行集成,實現"所見即所得"的監控效果。
數據標準與規范
系統集成方案
設備編碼標準:采用統一的設備編碼規則,確保設備的唯一性標識
數據點命名規范:制定統一的數據點命名規則,便于數據的管理和使用
通信協議標準:采用OPC UA作為主要通信協議,確保系統間的互操作性
數據格式標準:統一數據的存儲格式和傳輸格式,便于數據的交換和共享
模型集成與校準方案
系統集成方案
?數據驅動模型集成
實時數據庫與模型數據庫雙向通信,采用OPC UA Pub/Sub協議,數據更新頻率100ms。
建立模型服務總線,實現各子模型間數據交互,采用消息隊列機制,確保數據一致性。
開發模型API接口,支持第三方系統調用,接口響應時間<50ms。
?虛實映射機制
物理設備與數字模型一一對應,建立設備編碼映射表,包含3200個設備ID。
實時數據映射:采用線性插值法將傳感器數據映射到三維模型對應位置,映射誤差<0.5%。
模型狀態更新:當物理設備狀態變化時,數字模型在100ms內同步更新。
?靜態校準(離線)
幾何校準:將激光掃描數據與三維模型對比,偏差超0.5mm處進行模型修正,共修正128處。
參數校準:利用歷史生產數據(1年),采用最小二乘法優化模型參數,使模型計算值與實際值偏差<3%。
?動態校準(在線)
實時偏差監測:對關鍵參數(反應溫度、產品收率等)設置偏差閾值±2%,超閾值啟動校準。
自適應校準算法:采用Kalman濾波算法,實時調整模型參數,校準周期10分鐘。
模型健康度評估:建立模型誤差指標,當誤差超5%時,自動觸發模型重構。
實時渲染與交互方案
系統集成方案
?三維渲染技術
采用Unreal Engine 5,支持實時光照、全局光照,渲染幀率30fps@4K分辨率。
材質庫建設:開發200種工業材質(碳鋼、不銹鋼、保溫層等),包含漫反射、粗糙度、金屬度參數。
特效制作:開發火災、煙霧、流體流動等30種特效,粒子數量支持100萬個/幀。
?交互功能設計
支持WASD鍵盤控制、鼠標拖拽旋轉,縮放比例1:1000至1:1。
預設20個關鍵視角(反應器內部、分餾塔頂等),一鍵切換時間<1秒。
開發設備搜索功能,輸入設備編碼可自動定位,定位精度±10mm。
溫度場顯示:采用彩虹色標(藍-紅),溫度范圍0-700℃,支持切片查看內部溫度分布。
壓力分布:采用等高線顯示,支持動態播放壓力變化過程。
點擊設備顯示詳細信息:包含實時參數、歷史趨勢、故障診斷結果,響應時間<300ms。
安全風險監測與預警體系
安全監控功能實現方案
1、系統實時監測催化裂化裝置的關鍵安全參數,包括:
?溫度監測
重點監測反應器、再生器、加熱爐等高溫設備的表面溫度和內部溫度分布。參考揚子石化的案例,通過高頻聲發射傳感器和HHT-Hilbert時頻分析算法,可精準捕捉0.03mm級別的葉片微裂紋,提前23天識別異常信號。
?壓力監測
實時監測反應壓力、再生壓力、兩器壓差等關鍵壓力參數。當壓力超過設定閾值時,系統自動報警并觸發相應的安全措施。根據歷史經驗,兩器壓差的異常變化往往預示著催化劑循環系統的故障。
?泄漏監測
部署氣體檢測傳感器,實時監測裝置區的H2S、VOCs、可燃氣體等濃度。參考臺塑集團的案例,電子鼻陣列可同步識別苯系物、硫化氫等17種氣體,并結合高斯煙羽模型預測濃度分布。
?振動監測
對主風機、氣壓機、泵類等旋轉設備進行振動監測,通過頻譜分析技術診斷設備的運行狀態。
?異常檢測算法
采用LSTM神經網絡構建預測模型,能提前6-72小時預判設備劣化趨勢。例如,通過分析軸承溫度、振動等參數的歷史數據,預測軸承的剩余壽命。
?風險評估模型
建立基于風險矩陣的安全評估模型,綜合考慮事故發生的可能性和后果嚴重程度,對裝置的安全狀態進行動態評估。
?連鎖反應分析
基于事故樹分析(FTA)和事件樹分析(ETA)方法,分析潛在事故的連鎖反應路徑,評估事故的影響范圍和嚴重程度。
?實時風險預警
當檢測到異常情況時,系統自動生成預警信息,包括風險等級、影響范圍、處置建議等。預警信息通過短信、APP推送、聲光報警等多種方式通知相關人員。
設備完整性監測
安全監控功能實現方案
1、系統對催化裂化裝置的關鍵設備進行實時健康監測和評估
?反應器完整性監測
通過應變傳感器監測反應器殼體的應力分布
通過溫度分布監測反應器襯里的完整性
通過聲發射技術檢測反應器內部的異常聲音
通過壁厚檢測技術監測反應器的腐蝕減薄情況
?再生器完整性監測
重點監測再生器的耐火襯里狀況、旋風分離器的磨損情況、空氣分布板的堵塞情況等。
?管道系統監測
對高溫高壓管道進行壁厚監測和腐蝕評估
對關鍵焊縫進行無損檢測
對管道支架進行應力監測
對膨脹節進行位移監測
?機泵設備監測
建立設備振動、溫度、軸承狀態、潤滑油品質等多維度的健康評估模型。某催化裂化裝置的數字孿生模型可模擬催化劑流動狀態,溫度監測數據延遲≤200ms,軸承溫度預警準確率達92%。
2、基于設備健康評估結果,制定預測性維護策略
?維護計劃優化
根據設備的健康狀態和剩余壽命,優化維護計劃,避免過度維護或維護不足。
?備件管理優化
基于設備故障預測,優化備件庫存,減少備件資金占用。
?維護資源調配
根據設備維護需求,合理調配維護人員和工具資源。
?維護效果評估
對維護后的設備狀態進行跟蹤評估,不斷優化維護策略。
工藝安全管理
安全監控功能實現方案
1、系統實時監測工藝參數是否在安全邊界內運
?反應溫度安全邊界
正常操作溫度為500-530℃,當溫度超過540℃或低于490℃時,系統自動報警。
?壓力安全邊界
反應壓力正常范圍為0.13-0.19MPa,再生壓力為0.16-0.22MPa,兩器壓差為0.03-0.05MPa。當壓力偏離正常范圍時,系統及時預警。
?催化劑循環安全監測
監測催化劑的循環量、密度、溫度等參數,確保催化劑在反應器和再生器之間的正常循環。
?物料平衡監測
實時監測裝置的物料平衡,包括進料量、產品產量、損失量等,當物料平衡出現異常時,系統自動分析原因并報警。
2、系統具備強大的異常工況診斷能力
?異常工況識別
基于工藝機理模型和歷史數據,實時識別裝置的異常工況,如反應深度異常、再生效果異常、分離效果異常等。
?原因分析
當檢測到異常工況時,系統自動分析可能的原因,如原料性質變化、操作參數不當、設備故障等。
?處理建議
根據異常工況的類型和嚴重程度,系統自動生成處理建議,包括操作調整方案、應急措施等。
?案例學習
系統建立異常工況案例庫,通過機器學習不斷積累處理經驗,提高異常工況的診斷和處理能力。
應急響應與演練系統
安全監控功能實現方案
1、基于數字孿生技術,構建智能應急決策支持系統
?事故情景模擬
系統可模擬各種事故情景,如火災爆炸、物料泄漏、設備故障等,預測事故的發展趨勢和影響范圍。恒力石化在苯乙烯儲罐區應用離散相模型(DPM),可以模擬不同破損孔徑下的物料泄漏軌跡。
?應急預案管理
建立數字化的應急預案庫,包括綜合應急預案、專項應急預案、現場處置方案等。系統可根據事故類型自動匹配相應的應急預案。
?應急資源調度
實時監控應急資源的分布和狀態,包括消防設施、氣防設施、醫療設備、應急物資等,根據事故需求自動調配應急資源。
?應急指揮通信
建立應急指揮通信系統,實現應急指揮中心與現場的實時通信,包括語音通信、視頻傳輸、數據共享等。
2、利用數字孿生技術,建立虛擬應急演練平臺
?桌面推演
通過三維場景和動畫模擬,進行事故情景的桌面推演,提高各級人員的應急意識和決策能力。
?實戰演練
在虛擬環境中進行應急響應實戰演練,包括人員疏散、火災撲救、泄漏處置等,既保證了演練的真實性,又避免了實際演練的風險和成本。
?演練評估
對演練過程進行全程記錄和評估,分析演練中存在的問題,不斷完善應急預案和提高應急能力。
?培訓考核
利用虛擬演練平臺進行應急知識培訓和技能考核,提高員工的應急處置能力。
生產過程實時監控
生產流程監控與優化方案
1、系統以三維可視化方式展示催化裂化裝置的完整工藝流程,用戶可通過鼠標操作在三維場景中漫游,查看裝置的任意部位。主要監控內容包括:
?反應-再生系統監控
實時顯示反應器內的反應溫度分布(正常范圍500-530℃)
顯示再生器內的燒焦狀態和溫度分布(660-710℃)
顯示催化劑在反應器和再生器之間的循環狀態
顯示主風流量和煙氣組成
?分餾系統監控
顯示分餾塔各層塔盤的溫度、壓力分布
顯示塔頂油氣分離器的工作狀態
顯示各側線產品的流量和質量參數
顯示油漿系統的循環狀態
?吸收穩定系統監控
顯示吸收塔、解吸塔、穩定塔的操作狀態,以及干氣、液化氣、穩定汽油的產量和質量。
2、系統實時采集和顯示催化裂化裝置的關鍵工藝參數,包括:
?溫度參數
原料預熱溫度、反應溫度、再生溫度、分餾塔頂溫度、各側線抽出溫度等。
?壓力參數
反應壓力、再生壓力、分餾塔壓力、各容器壓力等。
?流量參數
原料油流量、回煉油流量、回煉油漿流量、主風流量、蒸汽流量、各產品流量等。
?物位參數
反應器藏量、再生器藏量、分餾塔底液位、各容器液位等。
?分析數據
原料性質、產品質量、煙氣組成、催化劑性質等。
3、系統基于實時采集的數據,自動計算關鍵生產指標
?轉化率計算
根據進料量和產品產量,實時計算裝置的轉化率和選擇性。
?產品分布分析
實時計算氣體、汽油、柴油、油漿等各產品的收率,并與設計值和歷史數據進行對比分析。
?能耗分析
計算裝置的綜合能耗,包括燃料消耗、電力消耗、蒸汽消耗、循環水消耗等。
?劑油比計算
根據催化劑循環量和原料油流量,計算劑油比,這是影響反應深度的關鍵參數。
?回煉比計算
根據回煉油(漿)流量和新鮮原料流量,計算回煉比,反映裝置的操作模式。
生產優化算法與模型
生產流程監控與優化方案
1、系統建立了基于催化裂化反應機理的優化模型,包括:
?反應動力學模型
基于分子級集總反應網絡,模擬原料油在催化劑作用下的裂化反應過程,預測產品分布和反應熱。
?傳質傳熱模型
模擬裝置內的熱量傳遞和質量傳遞過程,優化換熱網絡和熱量回收系統。
?分離模型
模擬分餾塔和吸收穩定系統的分離過程,優化分離精度和能耗。
?設備性能模型
建立主要設備的性能模型,包括反應器效率模型、再生器燒焦模型、分餾塔分離效率模型等。
2、結合機器學習和人工智能技術,開發了多種優化算法
?操作參數優化算法
基于強化學習算法,根據產品價格、原料性質、設備約束等條件,自動優化反應溫度、反應壓力、劑油比等關鍵操作參數。某國際化工企業應用數字孿生+AI優化產線能耗,單條產線年節省電費超200萬元。
?產品質量預測模型
采用神經網絡算法,基于原料性質和操作參數,預測產品質量指標,如汽油辛烷值、柴油凝點、油漿固含量等。
?能耗優化模型
建立裝置能耗與操作參數的關聯模型,通過優化操作參數降低裝置能耗。參考榆林智能化工廠的案例,乙烯裝置能耗較行業平均水平降低了15%。
?生產計劃優化
基于線性規劃(LP)或混合整數規劃(MIP),結合市場價格和裝置約束,優化生產計劃,最大化裝置經濟效益。
智能操作指導系統
生產流程監控與優化方案
1、系統基于實時數據分析和優化模型計算,為操作人員提供操作參數優化建議
?反應溫度優化
根據原料性質、產品方案和經濟效益,建議最優的反應溫度。一般情況下,提高反應溫度可增加汽油和液化氣收率,但會增加焦炭產率和能耗。
?劑油比優化
根據催化劑活性和原料性質,建議最優的劑油比。提高劑油比可提高反應轉化率和汽油辛烷值,但會增加催化劑消耗。
?分餾系統優化
建議分餾塔各側線的抽出溫度和流量,在保證產品質量的前提下,優化產品切割。
?吸收穩定系統優化
建議吸收塔和解吸塔的操作參數,在保證干氣和液化氣質量的前提下,優化吸收和解吸效果
2、當裝置出現異常情況時,系統自動分析原因并提供處理建議:
?反應深度異常
當轉化率偏離正常范圍時,系統分析可能的原因(如原料性質變化、催化劑活性下降、操作參數不當等),并建議相應的調整措施。
?產品質量異常
當產品質量指標偏離目標值時,系統分析原因并建議調整操作參數。
?能耗異常
當裝置能耗異常升高時,系統分析能耗升高的原因(如換熱器效率下降、加熱爐效率降低、分餾精度下降等),并提供節能措施建議。
?設備故障預警
當關鍵設備出現異常征兆時,系統提前預警并建議采取的維護措施。
生產數據分析與決策支持
生產流程監控與優化方案
1、系統提供豐富的數據分析功能,支持從多個維度分析生產數據
?時間維度分析
可查看任意時間段內的生產數據趨勢,包括日趨勢、周趨勢、月趨勢、年趨勢等,分析生產運行的規律性和異常情況。
?指標維度分析
對轉化率、產品收率、能耗、劑耗等關鍵指標進行分析,與設計值、歷史最優值、行業基準值進行對比。
?產品維度分析
分析各產品的產量、質量、收率、價值等指標,優化產品結構。
?操作條件維度分析
分析操作參數對產品分布和經濟效益的影響,找出最優操作窗口。
2、利用數據挖掘技術,從海量生產數據中發現潛在規律和知識
?關聯規則挖掘
發現操作參數之間、操作參數與產品質量之間的關聯關系。例如,發現反應溫度與汽油辛烷值之間的關系。
?聚類分析
對相似的生產工況進行聚類,找出不同工況下的最優操作策略。
?預測分析
基于歷史數據和機器學習算法,預測產品質量、設備故障、市場需求等。
?優化決策支持
基于數據分析結果,為管理層提供生產優化決策支持,包括產品結構調整、操作方案優化、設備維護策略等。
3、系統提供豐富的可視化展示功能
?三維可視化展示
在三維場景中展示裝置的運行狀態,包括溫度分布、壓力分布、物料流向等。
?趨勢圖展示
以圖表形式展示關鍵參數的變化趨勢,支持多參數對比分析。
?儀表板展示
提供可定制的儀表板,集中展示關鍵KPI指標,便于管理層快速了解生產狀況。
?自動報告生成
定期生成生產運行報告,包括生產統計、能耗分析、質量分析、設備運行狀況等內容。
項目總結
中服云工業物聯網平臺

該項目基于中服云工業物聯網平臺數字孿生版,為用戶的催化裂化裝置提供了一套完整的數字化轉型解決方案。充分考慮了催化裂化裝置的工藝特點和安全要求,通過構建高精度的三維數字孿生模型,已實現了對裝置的全方位監控和優化。
?安全監控能力全面提升
通過部署5820個傳感器節點,實現了對裝置關鍵參數的實時監測,預警準確率達到92%以上。智能預警系統可提前6-72小時預判設備劣化趨勢,有效降低安全風險。
?生產效率顯著提高
通過工藝優化和智能操作指導,預計可使輕質油收率提升1-2個百分點,裝置運行平穩率達到99.5%以上,年經濟效益提升800-1350萬元。
?管理決策更加科學
基于實時數據和優化模型,為管理層提供科學的決策支持,將決策周期從原來的2天縮短至1小時以內。
?應急響應能力增強
通過虛擬應急演練和智能決策支持,將應急響應時間縮短50%以上,大幅提升應急處置能力。
工業物聯網平臺數字孿生版產品在催化裂化裝置的應用,將帶動全廠的數字化轉型,成為石油化工行業數字化轉型的示范企業。
中服云將秉承"讓工業更智能,讓生產更高效"的理念,與貴廠攜手共進,共同打造智慧煉化新標桿。我們相信,通過雙方的共同努力,一定能夠實現預期目標,為貴廠的高質量發展做出貢獻。
中服云-業內領先的工業物聯網平臺廠商
審核編輯 黃宇
-
物聯網
+關注
關注
2945文章
47818瀏覽量
414814 -
數字孿生
+關注
關注
4文章
1658瀏覽量
13974
發布評論請先 登錄
工業物聯網平臺:企業挖掘數據“石油”的智能煉油廠

智能制造時代為何說網關是工業數字化的核心樞紐?
疆鴻智能PROFINET轉DEVICENET:煉油設備的“翻譯官”,無縫尬聊省百萬
平臺解耦與生態聚合:中服云工業物聯網技術的戰略破局與行業重塑

賦能工業數字化轉型:中服云工業物聯網平臺深度解讀
石油天然氣工業協議融合:EtherNet/IP 與 PROFIBUS DP 網關的關鍵橋梁

煉油廠變電站自動化升級:賦能能源安全與生產效能

煉油廠設備間“雞同鴨講”?Ethernet/IP轉CANopen網關來“救場”!
煉油廠局放監測系統:構筑電力安全智能防線

煉油廠開閉所局放監測:為能源樞紐裝上&quot;智能安全閥&quot;





 工商網監
工商網監
評論