 激光焊接設備中的工業網絡集成:Modbus RTU與PROFIBUS DP的協同應用
激光焊接設備中的工業網絡集成:Modbus RTU與PROFIBUS DP的協同應用

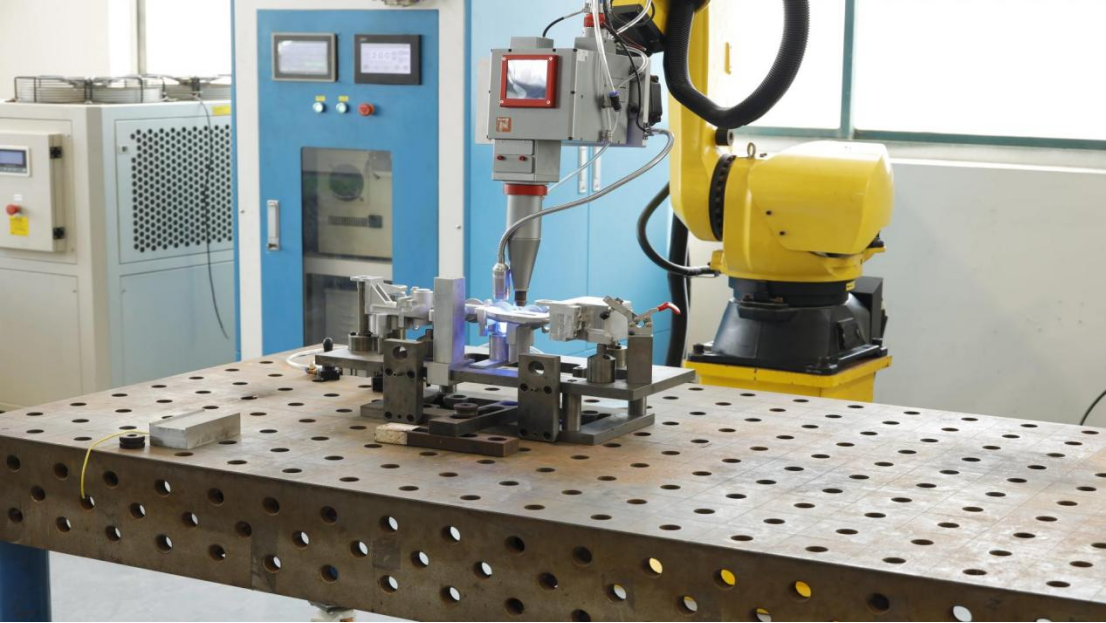
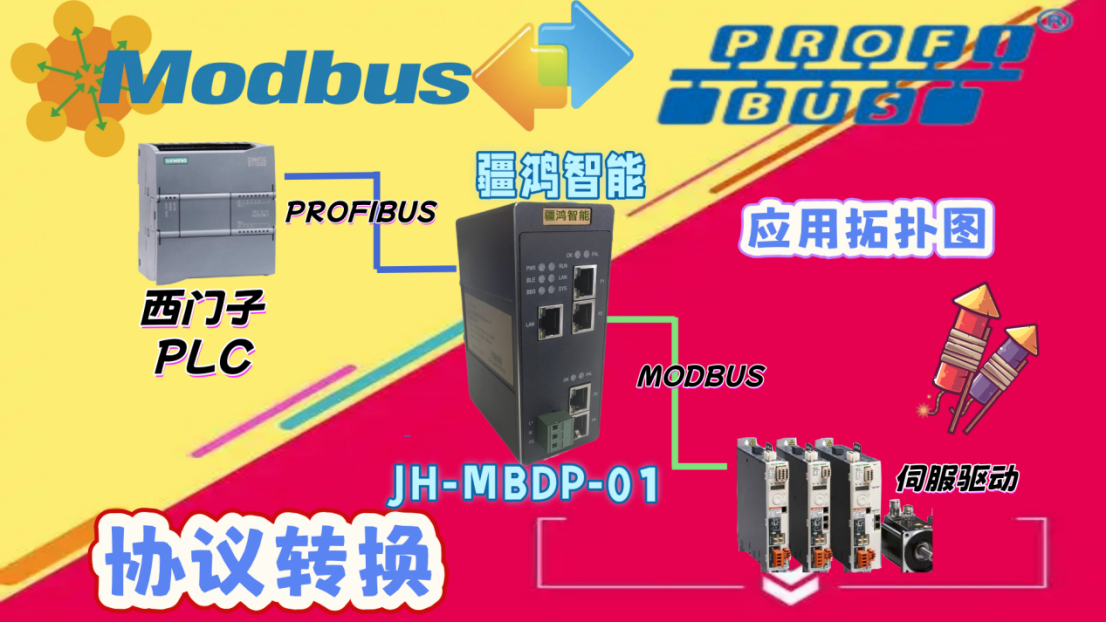
在自動化激光焊接設備中,高精度的運動控制是實現高質量焊接的關鍵。系統通常包含多臺伺服驅動器,用于控制機器人關節或送絲機構,而上層PLC需實時協調這些部件。然而,現場往往存在不同協議的設備混用情況,例如伺服驅動器可能僅支持Modbus RTU接口,而主控PLC(如西門子S7-300/1500系列)常采用PROFIBUS DP網絡。這時,通過疆鴻智能Modbus RTU主站轉PROFIBUS DP從站的網關設備,成為實現系統無縫集成的關鍵技術。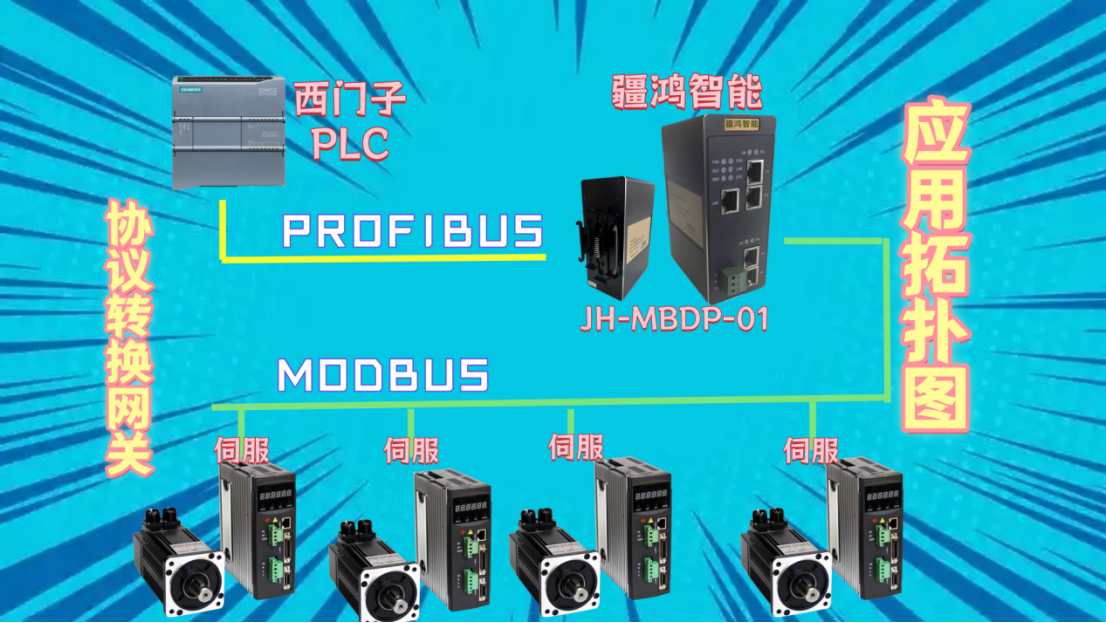
系統架構與通信需求
典型的激光焊接系統由西門子PLC作為主站,負責焊接路徑規劃與工藝參數管理。PROFIBUS DP網絡作為主干,連接遠程I/O、人機界面等高速設備。同時,部分伺服驅動器(如某些國產或日系品牌)具備Modbus RTU接口,常用于實現轉速、位置等控制。若直接連接,協議不兼容將導致PLC無法直接訪問伺服驅動器。
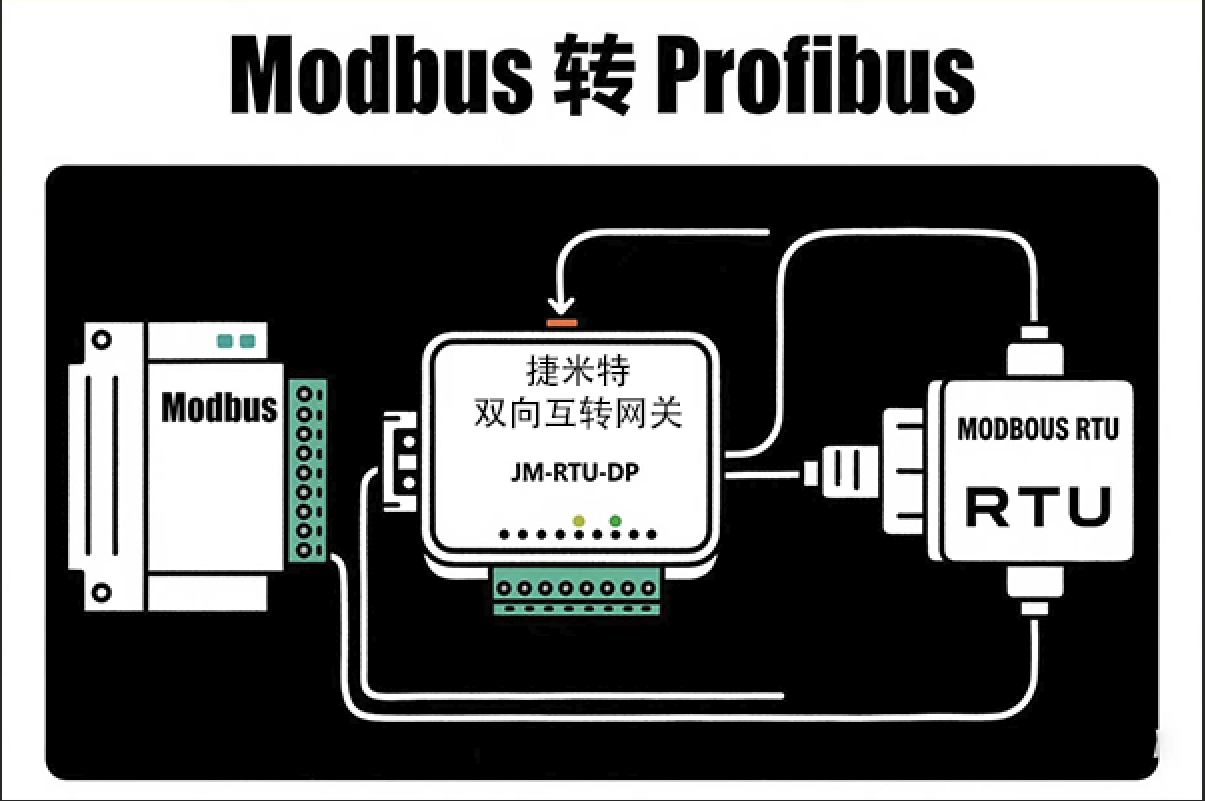
解決方案是在PLC與伺服驅動器之間部署協議轉換網關。該網關在PROFIBUS DP側作為從站,被PLC識別為一個智能從站設備;在Modbus RTU側作為主站,主動輪詢連接的多臺伺服驅動器。網關內部實現協議映射,將PLC下發的PROFIBUS數據幀轉換為Modbus RTU指令,并返回伺服狀態數據。
網關配置與數據映射
工程實施中,網關的配置是關鍵環節。以一款典型網關為例,首先需在西門子STEP 7或TIA Portal中安裝其GSD文件,定義從站模塊結構。例如,分配64字節輸入/輸出區域,對應伺服的控制字、目標位置、實際轉速等參數。
在網關配置軟件中,需設定Modbus RTU參數(波特率、校驗位等),并為每個伺服驅動器分配Modbus寄存器地址映射到PROFIBUS數據的偏移量。例如,將伺服狀態字(保持寄存器40001)映射到PROFIBUS輸入字節0-1,將PLC控制字(線圈寄存器00001)映射到輸出字節0-1。這種映射需確保數據格式一致,如32位整數需處理字節序。
伺服控制實現
通過網關,PLC可實現對伺服的精確控制。以焊接路徑動態調整為例:PLC根據視覺系統反饋的焊縫偏差,計算伺服需補償的位移量,通過PROFIBUS寫入網關輸出區域。網關實時將其轉換為Modbus RTU寫指令發送至伺服,驅動電機微調。同時,伺服的實際位置和故障狀態通過網關上傳至PLC,形成閉環控制。
調試時需注意時序問題。Modbus RTU的輪詢周期可能長于PROFIBUS DP循環,因此需合理設置網關的輪詢間隔,避免數據延遲影響焊接精度。通常建議對關鍵參數(如急停信號)使用單獨映射通道,并啟用網關的看門狗功能,監測通信中斷。
應用優勢與總結
該方案顯著降低了系統集成復雜度。工程師無需修改PLC主程序即可接入Modbus RTU設備,保留了PROFIBUS DP的高速性和可靠性。在實際激光焊接設備中,這種架構支持了多軸同步控制,確保了焊接軌跡的精確性和工藝一致性。
通過協議轉換網關,異構網絡得以協同工作,體現了工業通信系統設計的靈活性。這種實踐不僅適用于激光焊接,也為其他自動化設備整合不同協議提供了可靠路徑。
審核編輯 黃宇
-
MODBUS
+關注
關注
28文章
2457瀏覽量
83189 -
PROFIBUS
+關注
關注
3文章
810瀏覽量
40737 -
激光焊接
+關注
關注
4文章
619瀏覽量
22624
發布評論請先 登錄
Profibus-DP主站與Modbus-RTU在數控系統的集成實踐

Modbus RTU與PROFIBUS DP網關:賦能半導體設備微米級精密控制
打造Modbus轉Profibus DP的專屬橋梁,讓水利數據暢通無阻!

Modbus RTU主站轉Profibus DP從站總線協議轉換網關

工業自動化中Modbus RTU轉Profibus DP網關的應用與溫度監控實現

工業自動化通訊實踐:Modbus RTU轉Profibus DP網關在渦街流量計與PLC系統中的應用

工業自動化中Modbus RTU轉Profibus DP網關的應用與渦街流量計接線配置

工業自動化中的協議轉換:Modbus RTU轉Profibus DP網關在渦街流量計溫度監控中的應用

Modbus RTU 轉 Profibus DP網關與凱迪華能 CD2000 變頻器快速通訊案例
ModbusRTU與PROFIBUS DP網關通訊技巧!

Modbus轉Profibus-DP:快速上手協議轉換模塊的配置技巧
Modbus TCP轉Profibus DP主站網關:跨協議集成的核心樞紐

Profibus DP轉Modbus RTU網關配置秘籍

Profibus DP主站如何轉Modbus TCP?

Modbus TCP轉Profibus DP網關的防撞雷達應用




 工商網監
工商網監
評論