") 錫珠在PCBA中到底存在什么樣的安全隱患
錫珠在PCBA中到底存在什么樣的安全隱患

小小的錫珠,隱藏著焊接工藝的大秘密。
在電子制造業(yè)中,錫珠問(wèn)題一直是困擾工程師的技術(shù)難題。當(dāng)我們拆開一塊電路板,有時(shí)會(huì)在元器件周圍發(fā)現(xiàn)細(xì)小的球形焊料,這些直徑通常為0.2-0.4mm的小球被業(yè)界稱為“錫珠”。
它們看似微不足道,卻可能造成電路短路,甚至導(dǎo)致控制系統(tǒng)失靈,帶來(lái)無(wú)法預(yù)估的風(fēng)險(xiǎn)。
回流焊作為表面貼裝技術(shù)(SMT)的核心工藝,與錫珠形成有著密不可分的關(guān)系。在回流焊過(guò)程中,焊膏經(jīng)歷從固態(tài)到液態(tài)再到固態(tài)的轉(zhuǎn)變,這一系列相變過(guò)程中隱藏著錫珠產(chǎn)生的關(guān)鍵機(jī)理。
錫珠的本質(zhì)與危害
在IPC標(biāo)準(zhǔn)中,錫珠被稱為“焊料球”(solder ball),指的是焊接后留下的球形焊料,尺寸通常大于100μm。它與焊膏中固有的微小錫粉不同,是在焊接過(guò)程中由多個(gè)錫粉熔合而成的產(chǎn)物。
錫珠的危害遠(yuǎn)不止于影響外觀:
電氣短路風(fēng)險(xiǎn):在高密度電路板上,脫落的錫珠可能滾入元件間隙,造成短路
系統(tǒng)故障:對(duì)于控制板等關(guān)鍵設(shè)備,錫珠引起的短路可能導(dǎo)致控制系統(tǒng)失靈,甚至造成人員傷亡
質(zhì)量隱患:即使不立即導(dǎo)致故障,錫珠的存在也降低了產(chǎn)品的長(zhǎng)期可靠性
理解錫珠如何產(chǎn)生,尤其是其與回流焊工藝的關(guān)聯(lián),對(duì)提升電子產(chǎn)品質(zhì)量至關(guān)重要。
回流焊:錫珠形成的核心環(huán)節(jié)
回流焊是通過(guò)精確控制溫度變化實(shí)現(xiàn)焊接的過(guò)程。焊膏在回流焊爐中經(jīng)歷預(yù)熱、保溫、回流和冷卻四個(gè)階段,每個(gè)階段的溫度控制都與錫珠形成密切相關(guān)。
預(yù)熱階段:錫珠產(chǎn)生的關(guān)鍵期
預(yù)熱階段的主要目的是使PCB和元件升溫到120-150°C之間,除去焊膏中易揮發(fā)的溶劑。這一過(guò)程卻恰恰是錫珠形成的高風(fēng)險(xiǎn)期。
當(dāng)溫度上升過(guò)快(超過(guò)每秒5°C),焊膏內(nèi)部的溶劑和水分會(huì)劇烈氣化,產(chǎn)生類似“小爆炸”的現(xiàn)象。如果氣化產(chǎn)生的力大于焊膏中金屬粉末之間的粘結(jié)力,少量焊膏就會(huì)被“炸”離焊盤,躲到片狀阻容元件下面。
“預(yù)熱溫度越高,預(yù)熱速度越快,就會(huì)加大氣化現(xiàn)象中的飛濺,也就越容易形成錫珠。” 焊接專家指出,適中的預(yù)熱溫度和速度是控制錫珠形成的關(guān)鍵。
回流階段:隱藏錫珠的顯現(xiàn)
當(dāng)爐溫接近峰值溫度時(shí),那些隱藏在元件下面的焊膏也會(huì)熔化。由于表面張力的作用,這些熔化的焊料會(huì)從元件底部擠出,形成肉眼可見的錫珠。
在回流階段,液態(tài)焊料的表面張力發(fā)揮著雙重作用:
積極作用:促使焊料向焊盤中心回縮,形成良好焊點(diǎn)
消極作用:當(dāng)元件底部?jī)蓚?cè)的塑封材料無(wú)法與焊料潤(rùn)濕時(shí),會(huì)阻礙焊料回縮,導(dǎo)致錫珠在元件兩側(cè)產(chǎn)生。
冷卻階段:錫珠的最終定型
冷卻速度對(duì)錫珠形態(tài)也有影響。較快的冷卻速度可使焊點(diǎn)強(qiáng)度稍微增加,但過(guò)快會(huì)引起元件內(nèi)部溫度應(yīng)力。對(duì)于已經(jīng)形成的錫珠,冷卻速度決定了它們最終在板上的附著狀態(tài)。
焊膏:回流焊中的變量因子
焊膏作為回流焊的“原料”,其質(zhì)量和狀態(tài)直接影響錫珠的產(chǎn)生概率。
金屬含量與氧化度:焊膏中金屬含量的質(zhì)量比通常為88%-92%。當(dāng)金屬含量增加時(shí),焊膏粘度增加,能更有效抵抗預(yù)熱過(guò)程中的氣化力。焊膏氧化度越高,金屬粉末結(jié)合阻力越大,錫珠發(fā)生率也越高。
焊膏儲(chǔ)存與使用:焊膏通常需要冷藏,但使用前必須充分回溫(一般為2-4小時(shí))。如果從冷藏環(huán)境中取出后立即開蓋使用,表面會(huì)產(chǎn)生水分,導(dǎo)致回流時(shí)形成錫珠。
環(huán)境濕度也是一個(gè)關(guān)鍵因素。在廣東等潮濕地區(qū),當(dāng)SMT車間濕度異常增加時(shí),暴露在空氣中的焊膏會(huì)吸收水分,回流時(shí)必然產(chǎn)生錫珠。
PCB設(shè)計(jì):錫珠問(wèn)題的源頭因素
回流焊工藝雖然是錫珠形成的直接環(huán)節(jié),但許多問(wèn)題的根源卻在設(shè)計(jì)階段。
片式元件焊盤設(shè)計(jì):當(dāng)PCB焊盤寬度大于元件底部焊端寬度時(shí),貼片后大量錫膏會(huì)被擠壓到焊盤邊緣。在回流焊過(guò)程中,熔化的焊料由于表面張力作用會(huì)向中心回縮,但被元件本體阻擋,從而在兩側(cè)形成錫珠。
過(guò)孔設(shè)計(jì):噴錫板(HASL)上的小過(guò)孔(≤0.45mm)容易藏錫。回流焊時(shí),板材中的水分蒸發(fā)會(huì)將孔中殘留的錫“炸出”,形成錫珠。解決方案是要求PCB廠家對(duì)≤0.45mm的過(guò)孔進(jìn)行油墨塞孔處理。
鋼網(wǎng)設(shè)計(jì)與制造:不可忽視的影響
鋼網(wǎng)作為焊膏印刷的模具,其設(shè)計(jì)制造質(zhì)量也直接影響錫珠形成:
鋼網(wǎng)開口毛刺或傾斜面不平整會(huì)導(dǎo)致脫模時(shí)錫膏邊緣不平整,回流時(shí)形成錫珠。
鋼網(wǎng)厚度決定了焊膏印刷量,過(guò)厚的焊膏(>0.20mm)會(huì)增加“塌落”風(fēng)險(xiǎn),促進(jìn)錫珠形成。
創(chuàng)新的U形開孔設(shè)計(jì)能有效減少錫珠。這種設(shè)計(jì)在片式元件下方的中間部分不印焊膏,只在邊緣分布,既保證了焊接可靠性,又避免了多余焊膏被擠出形成錫珠。
解決之道:協(xié)同控制的藝術(shù)
要有效控制錫珠問(wèn)題,需要回流焊工藝與其他因素的協(xié)同優(yōu)化:
回流焊曲線優(yōu)化:采用適中的預(yù)熱溫度和速度(每秒不超過(guò)5°C),確保充分預(yù)熱時(shí)間,使溶劑充分揮發(fā)。
焊膏管理:嚴(yán)格控制回溫時(shí)間和使用環(huán)境,避免吸潮;選擇金屬含量較高(90-91%)的焊膏。
PCB設(shè)計(jì)規(guī)范:根據(jù)元件實(shí)際焊端尺寸設(shè)計(jì)焊盤;對(duì)小過(guò)孔要求油墨塞孔處理。
鋼網(wǎng)設(shè)計(jì)創(chuàng)新:采用U形開孔等先進(jìn)設(shè)計(jì),精準(zhǔn)控制焊膏量和位置。
環(huán)境控制:在潮濕季節(jié)加強(qiáng)車間濕度管控;必要時(shí)對(duì)PCB和元件進(jìn)行預(yù)烘烤除濕。
電子制造業(yè)的技術(shù)人員深知,回流焊爐中的每一度溫度變化都影響著最終產(chǎn)品的命運(yùn)。錫珠問(wèn)題雖小,卻是焊接工藝的“晴雨表”。那些散落在元器件周圍的小小銀球,默默記錄著從設(shè)計(jì)到生產(chǎn)的每一個(gè)環(huán)節(jié)是否完美協(xié)同。
解決錫珠問(wèn)題沒有單一的“銀彈”,唯有理解回流焊工藝與其他因素的復(fù)雜互動(dòng),才能在精密與可靠之間找到平衡點(diǎn),讓每一塊電路板都經(jīng)得起時(shí)間的考驗(yàn)。
審核編輯 黃宇
-
PCBA
+關(guān)注
關(guān)注
25文章
1924瀏覽量
56808
發(fā)布評(píng)論請(qǐng)先 登錄
汽車電子PCBA加工中影響焊點(diǎn)透錫率的因素
儲(chǔ)能安全警報(bào):冷卻液泄漏的隱患與檢測(cè)難題 | 星科創(chuàng)科技解讀
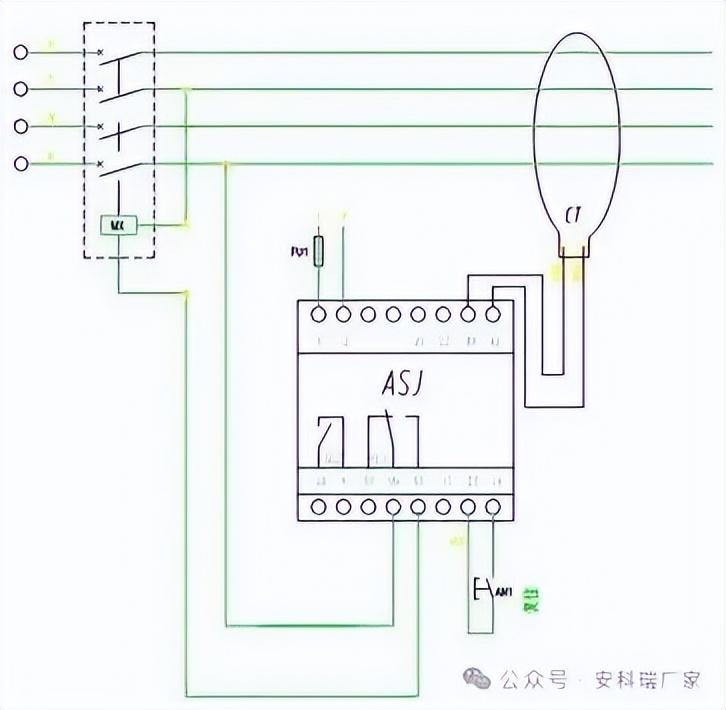
破解施工現(xiàn)場(chǎng)用電安全隱患:ASJ系列剩余電流繼電器的解決方案
臨時(shí)用電有哪些常見安全隱患?提供用電安全解決方案

Docker生產(chǎn)環(huán)境安全配置指南
福祿克紅外熱像儀助力安全隱患排查
PCBA加工中錫膏選型的“五維評(píng)估法”
充電寶自燃隱患引發(fā)關(guān)注:如何確保充電寶安全?

FLIR Lepton紅外熱像儀模組在汽車充電樁中的應(yīng)用
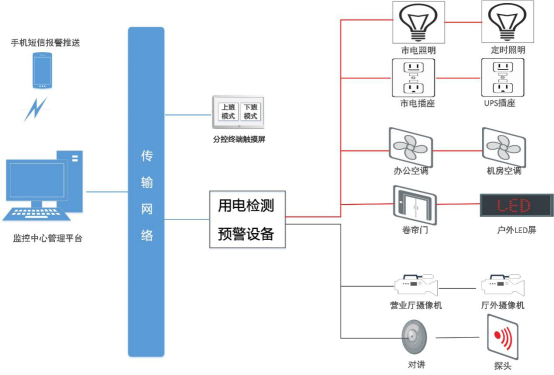
如何解決銀行安全用電存在的安全隱患?
如何避免SMT貼片在批量生產(chǎn)中產(chǎn)生錫珠
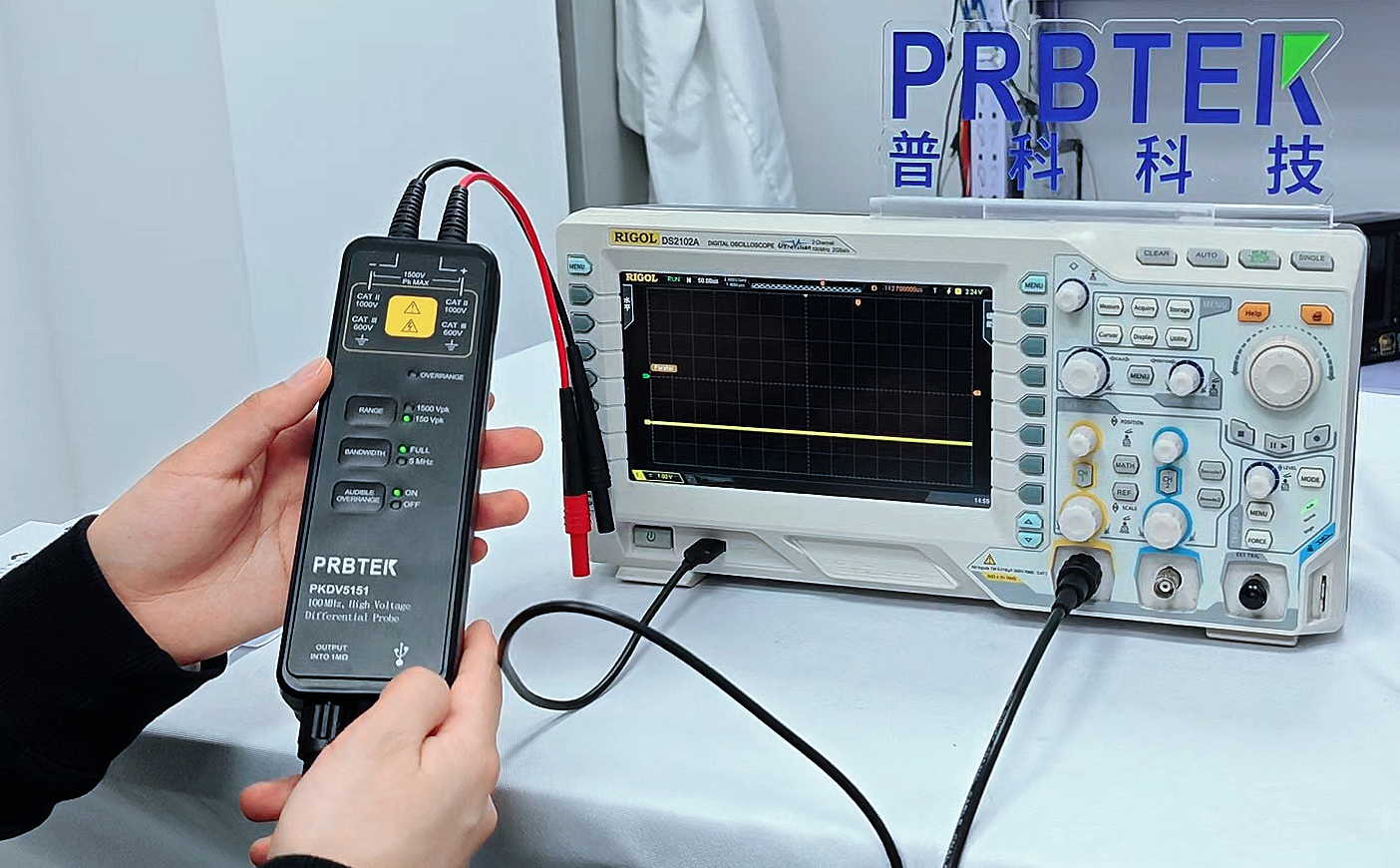
工業(yè)電子測(cè)量中的安全隱患與解決方案——差分探頭的技術(shù)優(yōu)勢(shì)解析
PCBA代工代料加工中,透錫不良的“元兇”是誰(shuí)?5大核心因素解析

宿舍如何進(jìn)行安全隱患防范和收費(fèi)管理?



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論