 PROFINET轉PROFIBUS DP網關:讓新老設備在玻璃線上“握手言和”
PROFINET轉PROFIBUS DP網關:讓新老設備在玻璃線上“握手言和”

我是老李,在廠里搞設備維護快二十年了。我們那條老精切線,核心是臺西門子S7-1200 PLC,帶著一堆通過PROFIBUS DP連接的伺服,管著玻璃切割頭和掰片機。這些年,這套系統算是立下了汗馬功勞,但問題也漸漸浮現:PROFIBUS那根“小水管”的傳輸速率和靈活性,越來越跟不上我們對更高切割精度和更復雜花型切換的效率要求了。
廠里決定對上層管理系統升級,要實時采集生產數據、下發復雜指令,新系統全基于工業以太網PROFINET。這下難題拋給了我:總不能讓整條線“推倒重來”吧?尤其是那些價值不菲的伺服驅動和精密運動控制設備,運行一直很穩定,全換掉成本太高,停產損失更大。我的任務就是:讓新來的PROFINET“大腦”,能無縫指揮下面這群只懂PROFIBUS DP“方言”的老伙計。
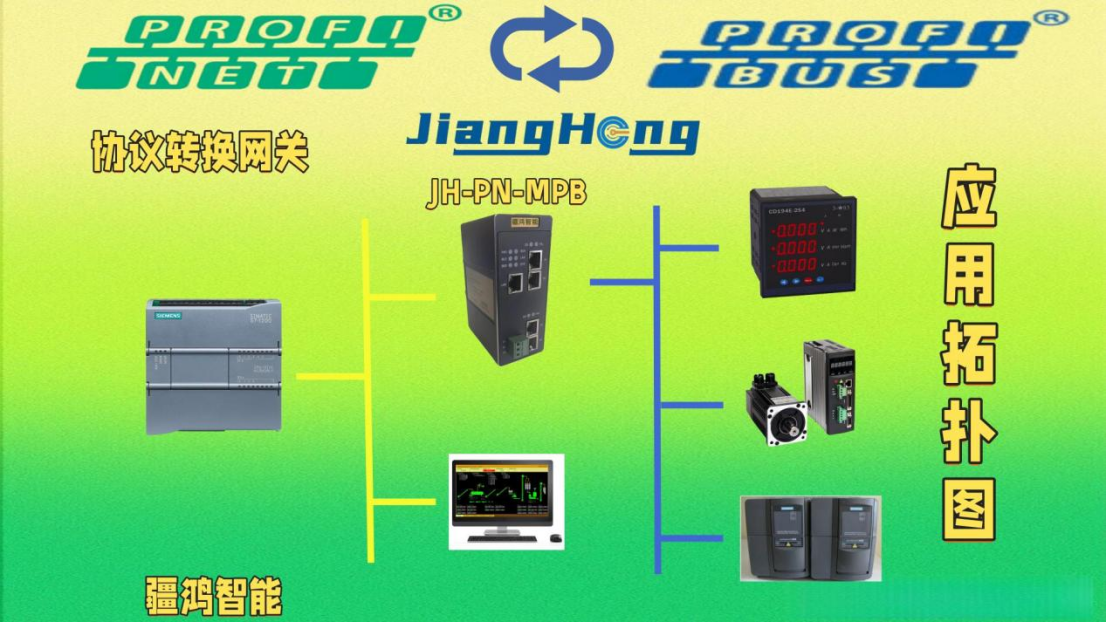
應用拓撲圖
一、系統概述:新大腦與老胳膊老腿的協同
我們的核心需求是運動控制。切割頭由伺服電機驅動,要在高速運行中于玻璃表面劃出深淺一致、精準無比的切割線,公差是以絲米(0.1mm)計的。緊隨其后的掰片機,得嚴絲合縫地沿切割線施加精準的應力,才能掰出完美斷口。這對控制的實時性和同步性要求極高。
升級方案是:主系統升級為支持PROFINET的SCADA和MES,它們作為PROFINET主站。而我們原有的S7-1200 PLC,則搖身一變,作為PROFINET從站接入新網絡,接收上層指令。同時,它還必須繼續當好“本地指揮官”,通過PROFIBUS DP主站口,去精準控制那些伺服設備。這就需要在S7-1200和伺服之間,架設一座通信橋梁——PROFINET轉PROFIBUS DP網關。
二、轉換過程:我給生產線當“翻譯”
這個改造過程,說白了就是我給設備當“翻譯”的過程,主要分三步:
- 選型與組網:我選了一款性能可靠的第三方PN/DP網關。它的PROFINET端作為從站,直接連接到廠級網絡的交換機上;DP端作為主站,則并聯到原有的PROFIBUS總線上,伺服們依然是這條總線上的從站。硬件接線倒是簡單,最吃功夫的是軟件配置。
- 配置與映射:在博途TIA Portal里,我先把網關的GSDML文件導入,將其定義為一個標準的PN設備。然后,在網關的配置軟件里,把每個伺服驅動器的GSD文件添加上去,就像在網關內部虛擬重建了一條完整的PROFIBUS網絡,并給每個伺服分配好地址和I/O數據區。最關鍵的一步是數據映射,將PROFINET輸入/輸出數據,與PROFIBUS的輸入/輸出數據一一對應起來。這就好比給雙方建立了一份共同的“指令手冊”,確保“向前切割10mm”的指令從PN過來,DP這邊的伺服能一字不差地執行。
- 調試與優化:上電調試那天我最緊張。先是 ping 通網關,確保PN鏈路暢通,然后在線查看網關狀態,看到所有DP從站(伺服)綠燈常亮,心里就踏實了一大半。接著就是精細微調,優化通信看門狗時間和報文循環周期,確保運動控制指令的實時性,杜絕因通信延遲導致的切割毛刺或掰片碎裂。整個過程有驚無險,一次通車!
總結
這次改造,沒換一臺伺服電機,沒動一根原有DP線纜,就成功地將老生產線融入了新的智能管理系統。通過PROFINET轉PROFIBUS網關這座“橋”,我們既享受了PROFINET高速互聯、數據透明的好處,又完美保留了底層精密運動控制設備的全部投資和價值。
對我這個老工程師來說,最深切的體會是:真正的技術升級不在于追求最前沿,而在于用最合適的方案,讓新老設備和諧共處,發揮出“1+1>2”的效能。 現在,看著切割頭依然行云流水般劃出精準的線條,而我在辦公室里就能實時監控每一個動作參數,這感覺,真好!
審核編輯 黃宇
-
網關
+關注
關注
9文章
6767瀏覽量
56254 -
PROFIBUS
+關注
關注
3文章
810瀏覽量
40737 -
Profinet
+關注
關注
8文章
2269瀏覽量
28168
發布評論請先 登錄
疆鴻智能PROFINET轉PROFIBUS網關,讓匯川伺服聽懂西門子

低成本改造實錄:如何讓MODBUS TCP與PROFIBUS在鋁廠握手言和

Profinet轉Profibus DP(主站)協議網關,純干貨技術分享
稱重儀表接入西門子 S7 PLC:Profibus DP 轉 Profinet 網關應用

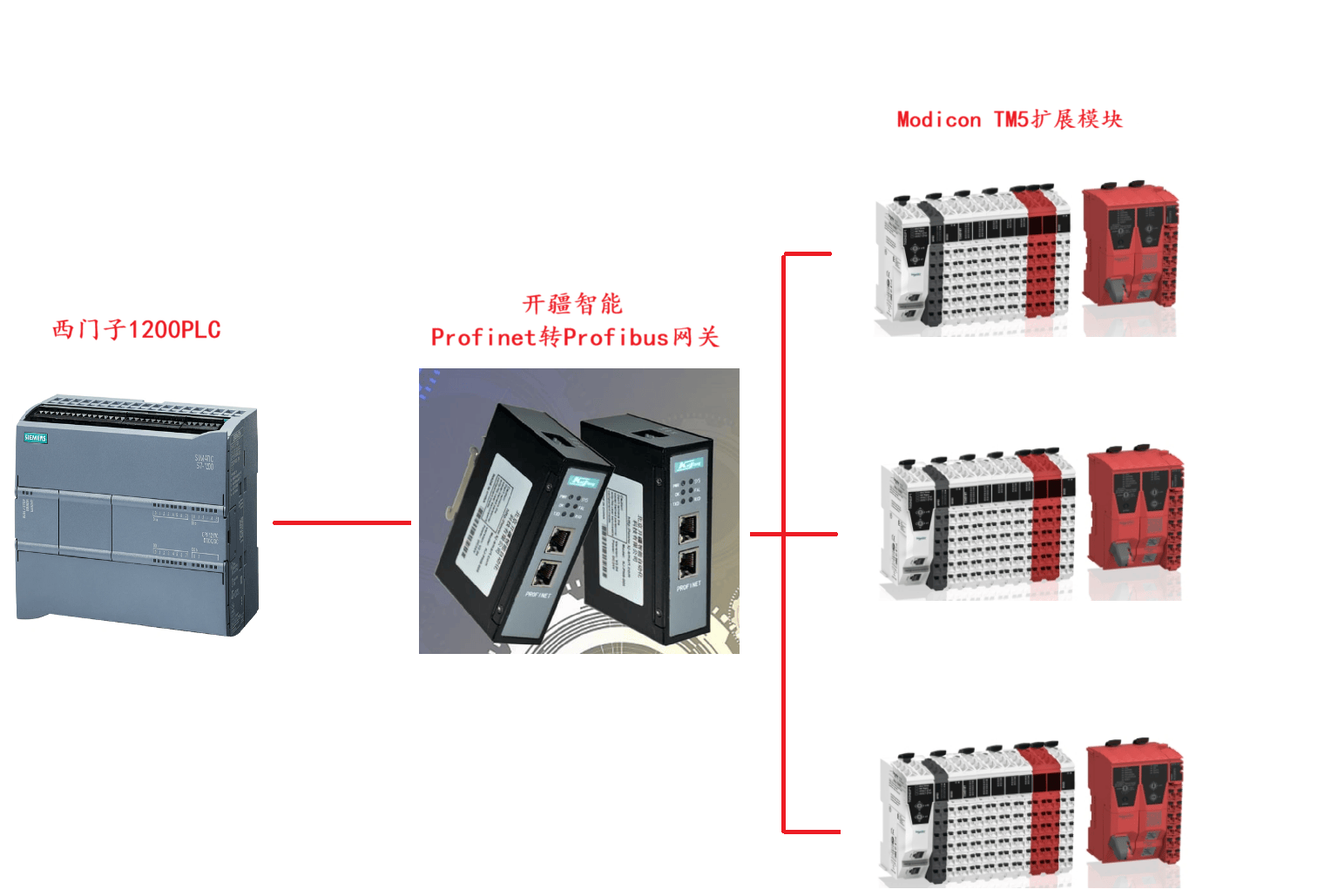
開疆智能Profinet轉Profibus網關連接Modicon TM5擴展模塊案例
鋁時效爐智能化升級關鍵:Profinet從站轉Profibus主站網關應用深度解析
Profibus DP主站與Profinet網關如何把ABB電機保護單元轉換成profinet協議

攻克微波通訊難題:Profinet轉Profibus-DP網關助力機械模塊
ProfibusDP轉Profinet網關,輕松搞定!


Profinet轉Profibus DP主站網關探秘

Profinet轉Profibus DP主站網關全解析

Profibus DP 轉 ModbusTCP 網關:工業自動化的橋梁

Modbus TCP轉Profibus DP網關的防撞雷達應用




 工商網監
工商網監
評論