 鋰電池制造:電芯后段處理中的除氣工藝
鋰電池制造:電芯后段處理中的除氣工藝

在鋰離子電池的規模化制造中,電芯后段處理是將電極組件轉化為合格成品的關鍵環節,直接決定電池的能量密度、循環壽命與安全性能。其中,除氣工藝作為后段處理的核心工序,專門針對電芯在化成過程中產生的反應氣體進行精準移除與密封處理,是解決氣體殘留導致的容量衰減、內阻升高及密封失效等問題的核心技術手段。下文美能鋰電將深入解析除氣工藝的原理、流程及不同電芯類型的除氣技術差異。
鋰電池除氣工藝的目的
Millennial Lithium
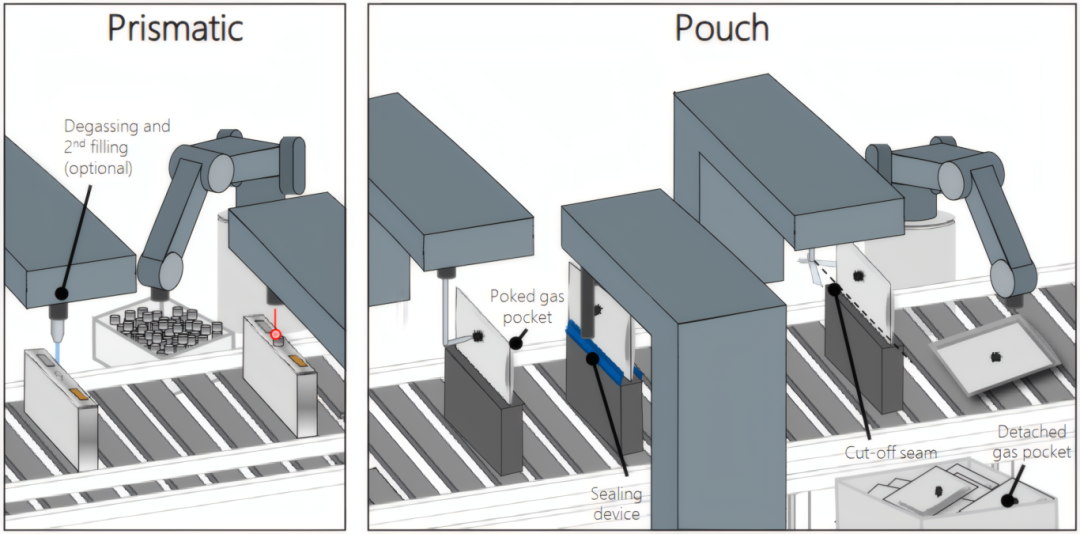
鋰電除氣工藝示意圖
除氣工藝是鋰電池生產流程中后段處理階段的關鍵工序,在上篇文章介紹到的化成工序中,電池經歷首次充放電,電解液與電極材料發生化學反應生成多種氣體。這些氣體若殘留在電芯內部,會引發一系列問題:占據電池內部空間,降低活性物質利用率,導致容量衰減;增加電芯內阻,使充放電效率下降;氣體膨脹還可能破壞密封結構,引發電解液泄漏。因此,需要通過除氣工藝精準移除這些殘留氣體并重新密封電芯。
除氣工藝的原理與流程
Millennial Lithium
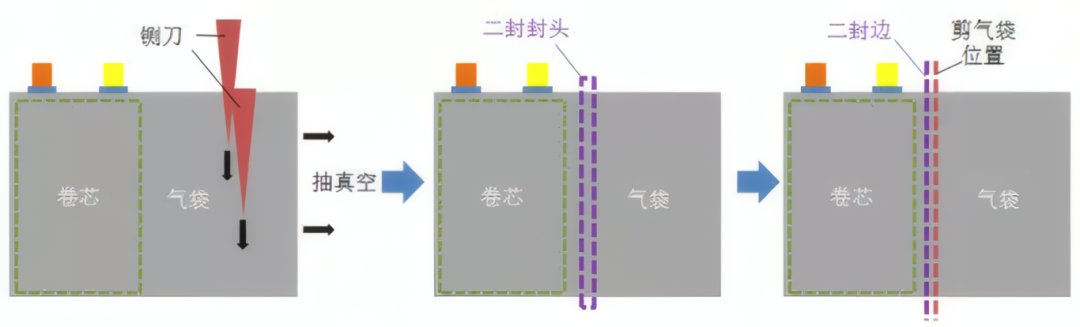
鋰電池的除氣工序流程
除氣工藝的核心原理是通過物理手段(真空抽取)移除電芯內部氣體,并通過密封技術防止氣體再次進入,同時避免電解液泄漏。工藝流程可分為三個關鍵階段:
1.氣體收集階段
在化成工藝中,電芯會預留特定空間用于氣體聚集。軟包電池通過設計“氣袋”收集氣體,該區域與電芯主體通過密封邊分隔,成為氣體暫存的“緩沖區”;方形電池則通過臨時塞子或注液口引導氣體聚集,確保氣體不會隨意擴散至電極活性區域。
2.真空除氣階段
通過機械裝置刺破軟包電池的氣袋或打開方形電池的臨時開口,利用真空系統抽取氣體。此過程需嚴格控制真空度與抽取時間:真空度過低則氣體無法徹底排出,過高可能導致電解液因負壓過度流失;抽取時間需根據電芯容量調整,大容量電芯可能需要多次抽氣循環,以應對氣體的持續釋放。
3.密封與后處理階段
除氣完成后,需立即對電芯開口進行密封。軟包電池采用真空環境下的熱封技術,將氣袋與電芯主體的連接區域密封,并折疊密封邊以提升體積能量密度;方形電池則可能在二次注液(補充因除氣流失的電解液)后,通過激光焊接封閉注液口。此外,排出的氣體需經環保處理(如蓄熱式熱力氧化爐RTO 處理),以滿足安全與環保標準。
不同電芯類型的除氣工藝
Millennial Lithium
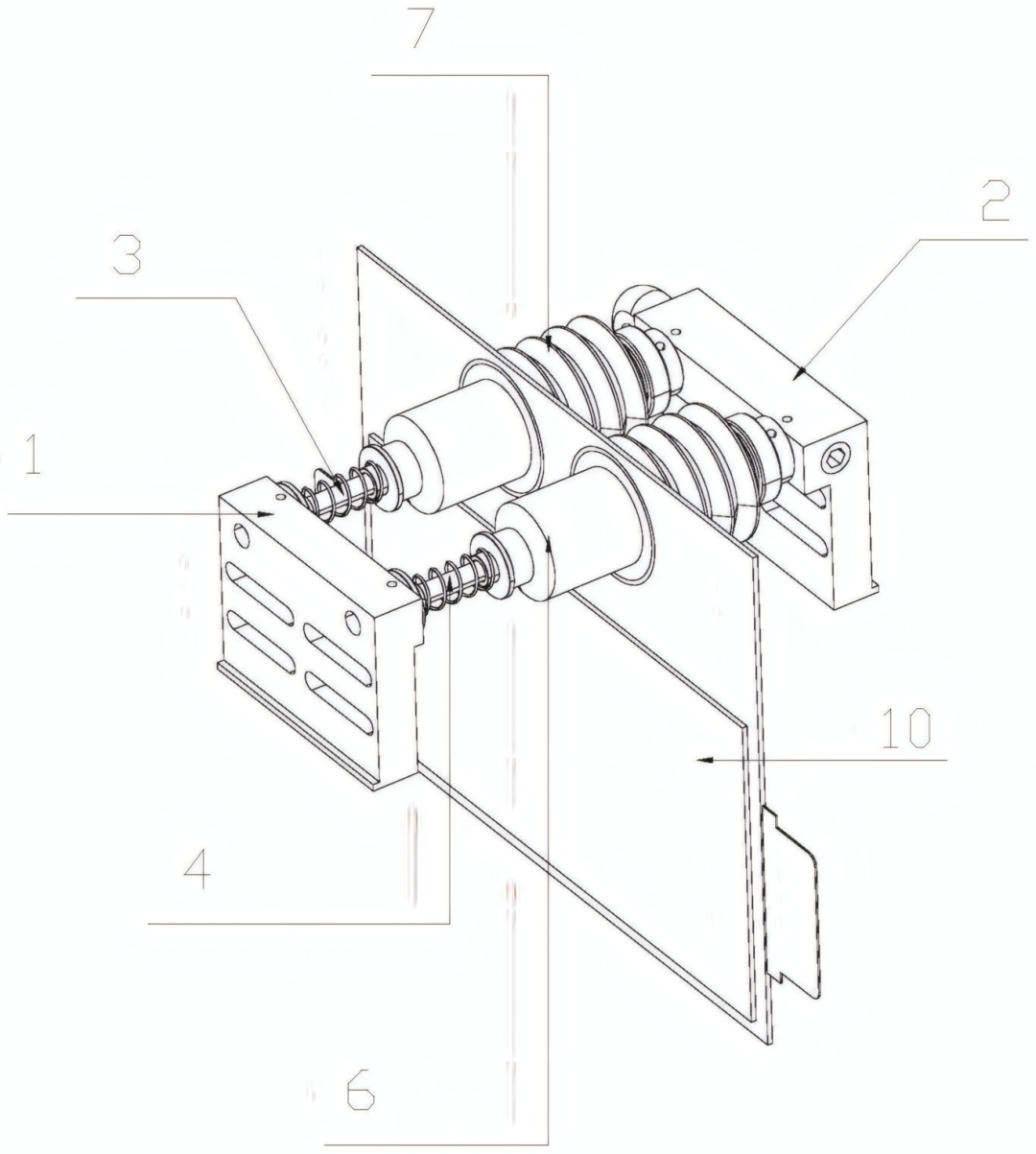
鋰離子電池的除氣裝置
1.軟包電池的除氣工藝
軟包電池因采用鋁塑復合膜封裝,除氣流程具有高度靈活性。核心步驟包括:
氣袋預處理,形成工藝后靜置一段時間,使氣體充分聚集至氣袋區域,避免與電極材料接觸;
精準刺破,用機械針頭在氣袋遠離電芯主體的位置穿刺,減少電解液流失風險
真空抽取,在密閉腔體內施加0.07-1 mbar 的真空度,持續抽取 30-60 秒,確保氣體徹底排出;四是真空密封,在保持負壓的同時,通過熱壓設備對穿刺點與氣袋邊緣密封,密封溫度控制在 150-180℃,壓力 5-10 N/mm,確保密封邊寬度不小于 1mm;
折疊密封邊,進一步提升體積能量密度。
2.方形電池的除氣工藝
方形電池采用金屬殼體封裝,除氣流程更注重殼體密封性。步驟包括:
移除臨時塞子,該部件在電芯組裝時預留,用于引導氣體聚集;
真空除氣,將電芯置于真空腔體中,通過注液口抽取氣體,同時監測內部壓力變化,確保氣體排出徹底;
二次注液,根據電芯容量補充1-3% 的電解液,彌補除氣過程中的流失;
激光密封,采用波長1064nm 的光纖激光焊接注液口,焊接深度 0.3-0.5mm,確保殼體完全密封。
3.圓柱形電池的除氣工藝
傳統圓柱形電池(如18650、21700 型號)因結構緊湊,除氣工藝通常與封裝過程整合。在形成工藝后,通過殼體預密封時預留的微縫排出氣體,隨后通過卷邊技術完成最終密封。隨著大尺寸圓柱形電池(如4680 型號)的發展,除氣工藝正朝著 “分步抽氣+ 集成密封” 方向演進,通過專用設備實現氣體定向排出與殼體緊密結合。
除氣工藝作為鋰電池后段處理的關鍵環節,其技術水平直接反映了電池制造的精細化程度。隨著動力電池向高能量密度、長壽命、高安全方向發展,美能鋰電將持續深耕鋰電池工藝創新,以技術突破推動行業進步,為全球新能源應用提供更可靠、更高效的鋰電池產品。
#鋰電池制造 #鋰電池除氣工藝 #鋰離子電池 #電芯處理
-
鋰電池
+關注
關注
263文章
8704瀏覽量
186076 -
電池制造
+關注
關注
1文章
82瀏覽量
9072 -
電芯
+關注
關注
14文章
865瀏覽量
27407
發布評論請先 登錄
鋰電池電芯充電
鋰電池回收 鋰電池模組回收 回收電池,回收動力電池 回收電芯,回收庫存電芯 圓柱電池組回收 鋁殼電池組回收
回收電芯,回收庫存電芯,回收電池,回收動力電池,鋰電池回收 鋰電池模組回,收庫存鋰電池回收
回收電池,回收動力電池,回收動力鋰電池,回收三元動力電池,回收鋰電池回收鋰電芯,回收動力電芯,三元電芯
鋰電池回收 鋰電池模組回收 軟包鋰電池回收 圓柱鋰電池回收 動力鋰電池回收,回收電池,
回收電芯,回收庫存電芯,回收電池,回收動力電池,鋰電池回收 鋰電池模組回收,回收18650電池組
回收動力電芯,三元電芯,回收動力鋰電池,回收三元動力電池,回收鋰電池,圓柱鋰電池回收 動力鋰電池回收
鋰電池生產 | 化成工序的關鍵作用與工藝解析?




 工商網監
工商網監
評論