 WinCC無線連接S7-1200 & 200SMT PLC的Modbus TCP例程
WinCC無線連接S7-1200 & 200SMT PLC的Modbus TCP例程

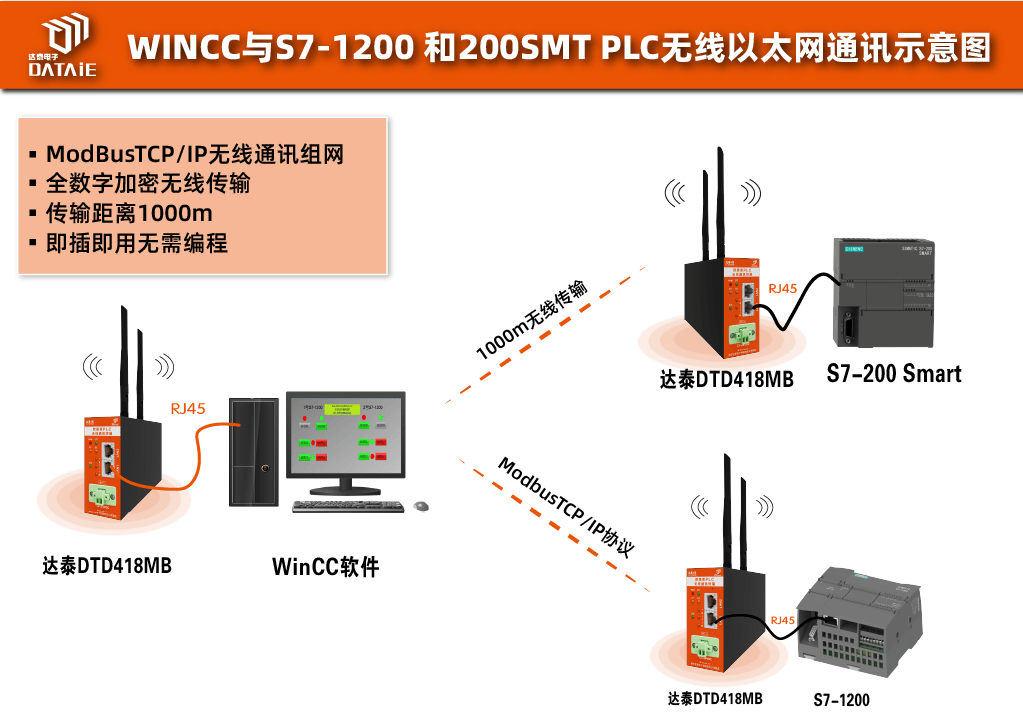
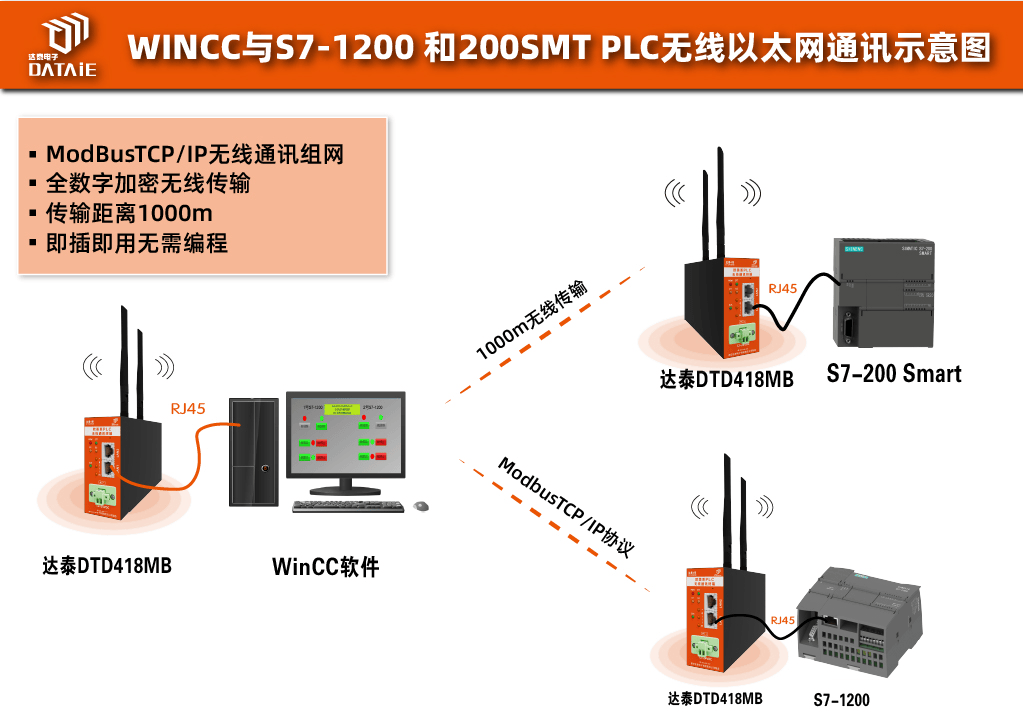
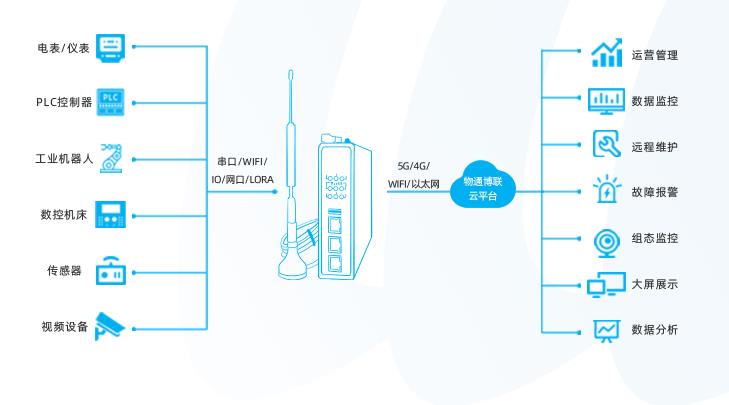
工業自動化系統中,車間內通常部署多臺PLC設備并需通過中央監控平臺實現集中管控。考慮到工業現場設備間距普遍在數十至數百米范圍,傳統有線以太網雖能保障傳輸速率,但其施工需面臨電纜溝開挖或復雜布線工程,既增加線材采購、人力投入及工期成本,又影響生產環境整潔度。本方案推薦的無線以太網技術,在維持同等傳輸性能的前提下,可有效規避物理線纜部署難題,其覆蓋半徑靈活適配5米至1000米的應用場景。經綜合測算,相較于有線方案在施工周期、線材損耗及人工費用等方面的顯性支出,無線組網方式可降低約40%的部署成本,同時縮短60%以上的實施周期,真正實現經濟性與便捷性的雙重提升。
一、方案概述
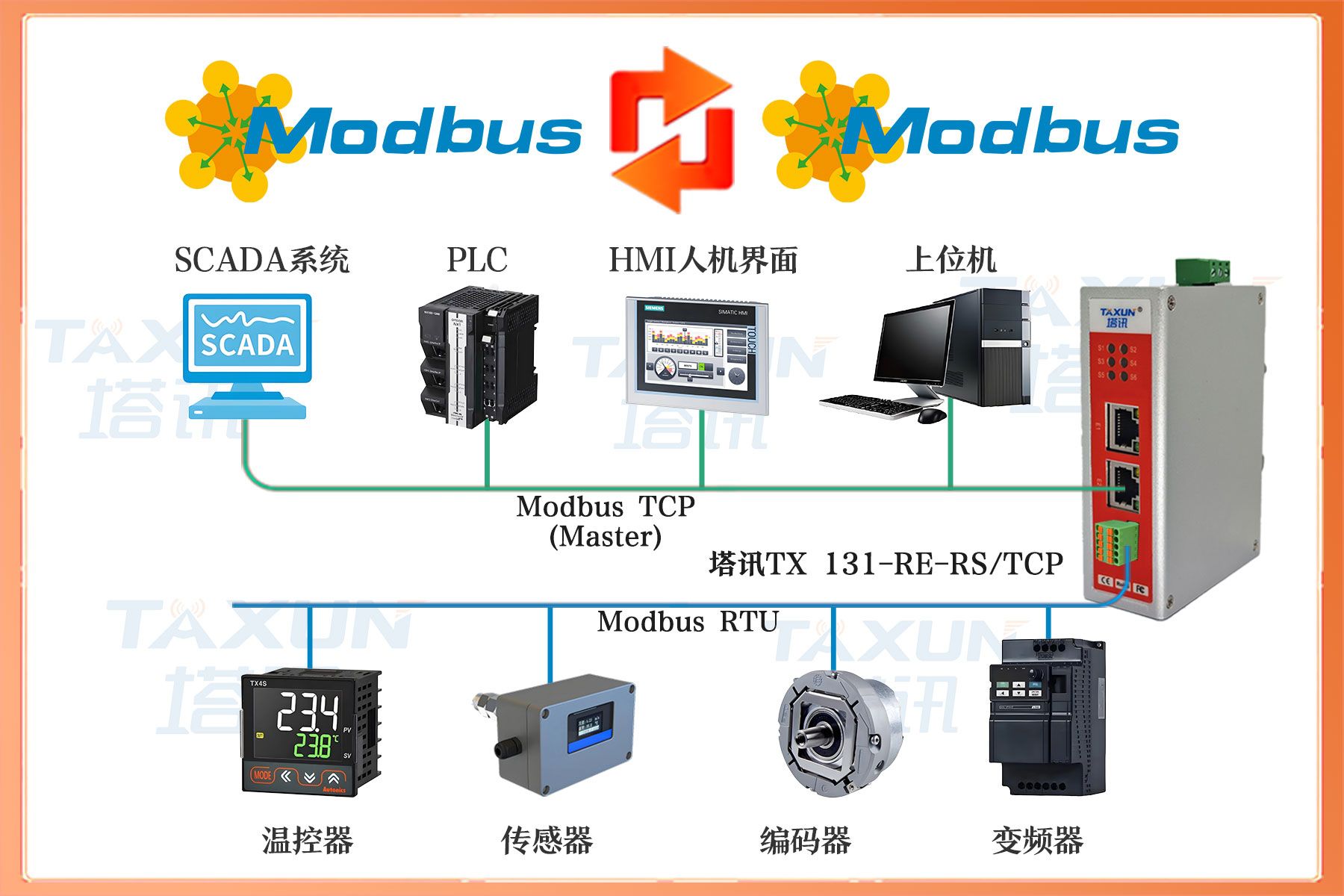
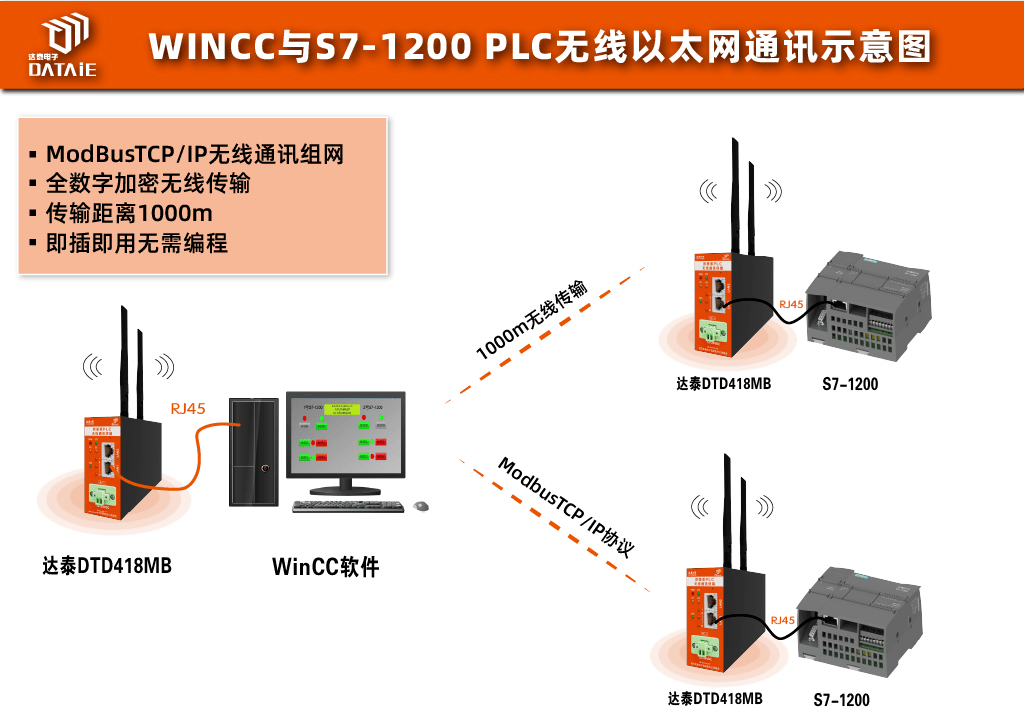
本方案以WinCC與西門子S7-1200和S7-200Smart PLC為例,在ModbusTCP/IP協議下實現無線以太網通信實現過程。在本方案中采用了西門子PLC無線通訊終端——DTD418MB,作為實現無線通訊的硬件設備,用戶無需更改程序。
二、測試設備與參數
l 西門子PLC型號:S7-1200 × 1臺
l 西門子PLC型號:S7-200Smart × 1臺
l 上位機:WinCC7.4 × 1臺
l 無線通訊終端——DTD418MB × 3塊
l 主從關系:1主2從
l 供電:12-24VDC
l 通訊協議:ModbusTCP/IP協議
l 傳輸距離:100米,1KM
三、接線方式
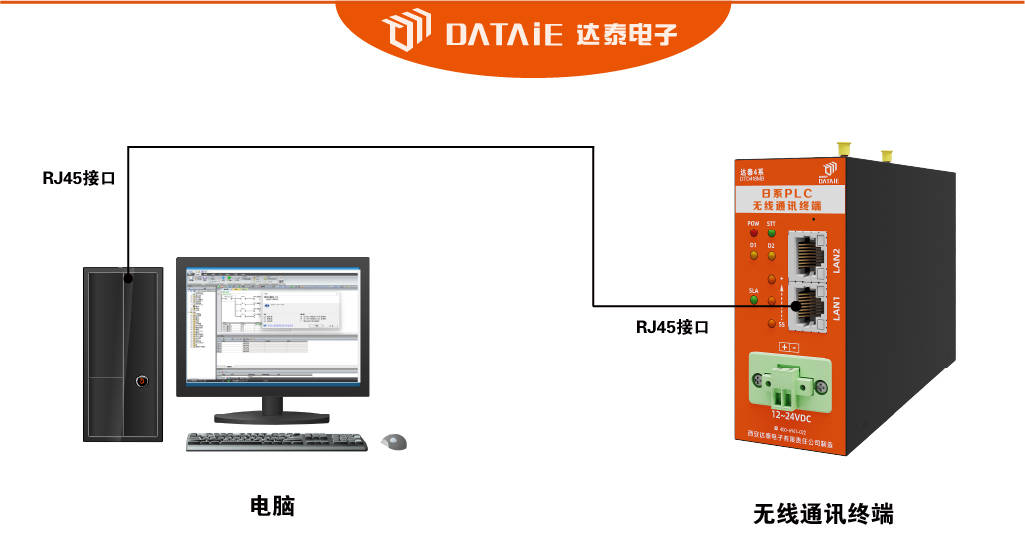
1.上位機與DTD418MB接線
用一根通訊線,一端接入DTD418M的RJ45接口,另一端接入上位機的RJ45接口。
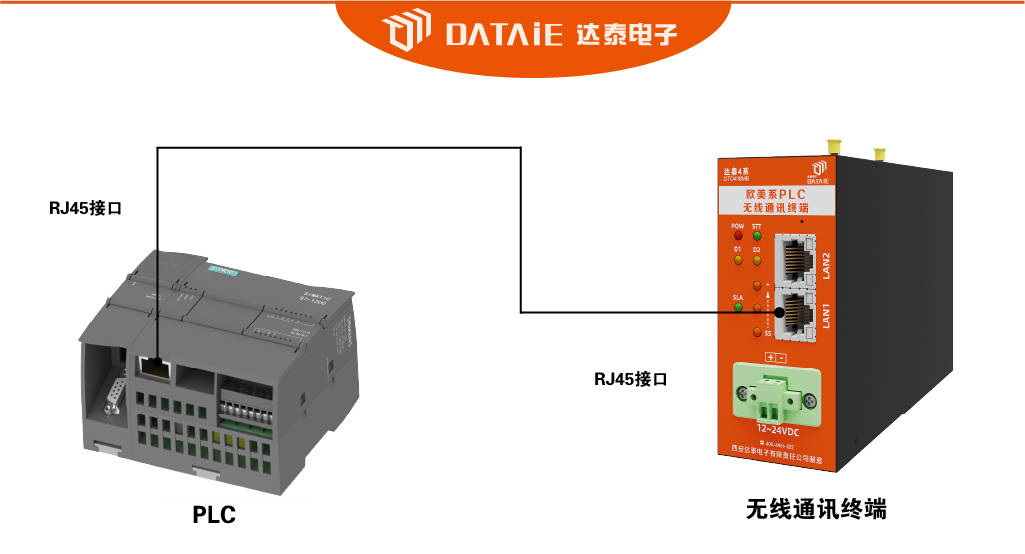
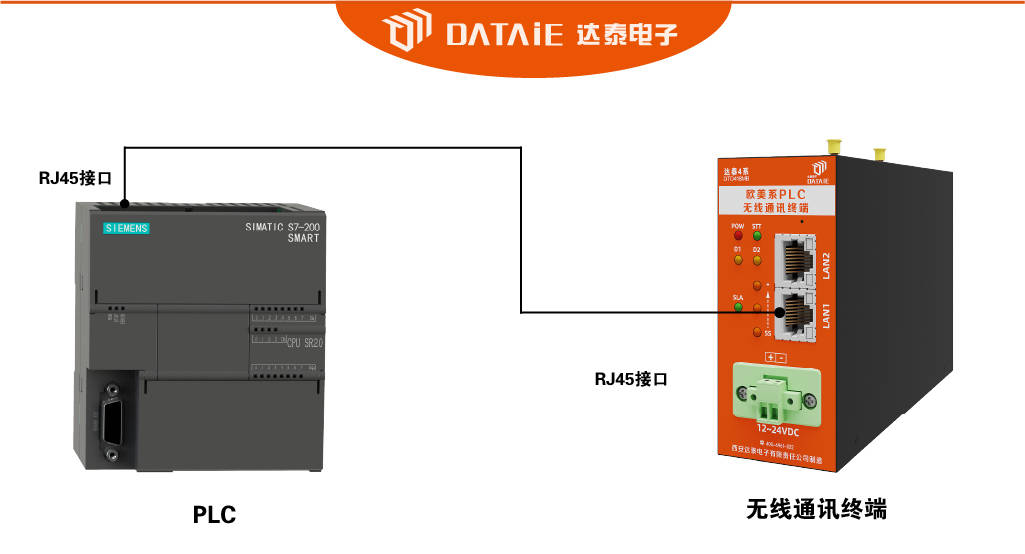
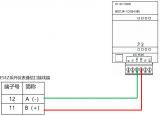
2.PLC與DTD418MB接線
用一根通訊線,一端接入DTD418M的RJ45接口,另一端接入S7-1200的RJ45接口。
用一根通訊線,一端接入DTD418M的RJ45接口,另一端接入S7-200SMART的RJ45接口。
四、WinCC參數設置及測試界面
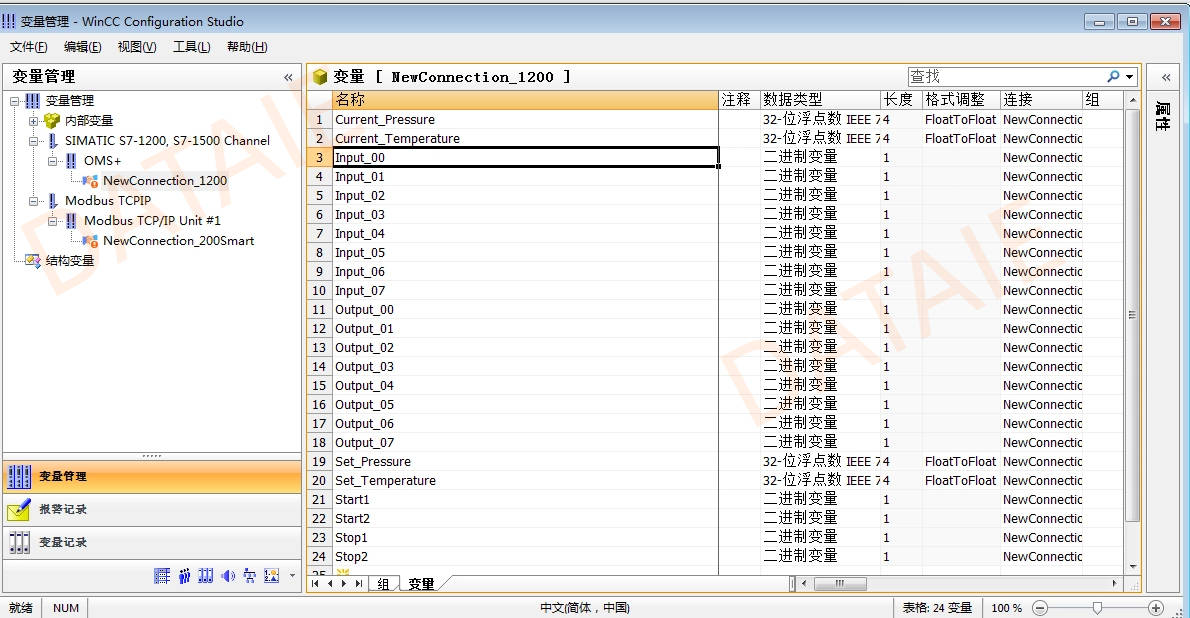
1.打開變量管理
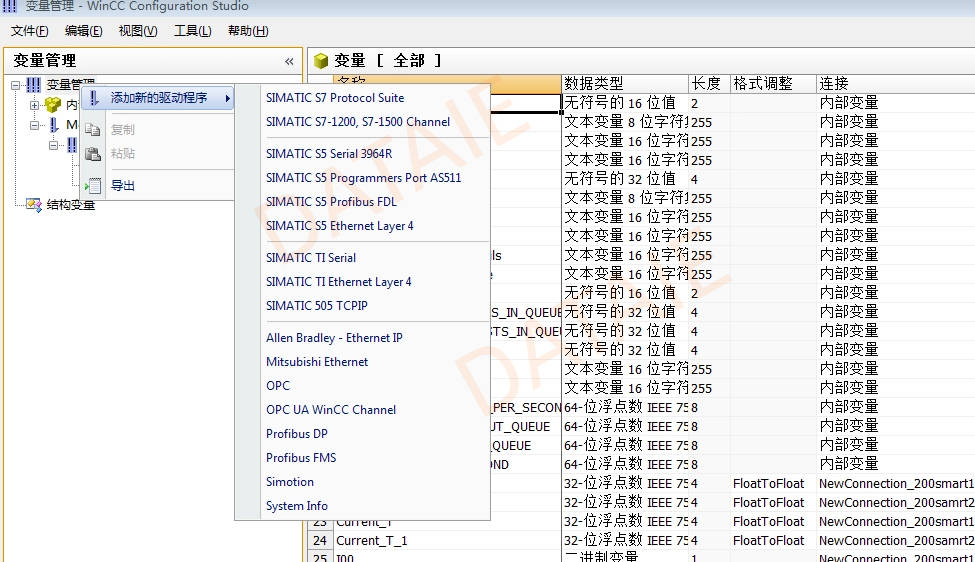
2.添加新的驅動程序
3.添加2個不同地址的PLC
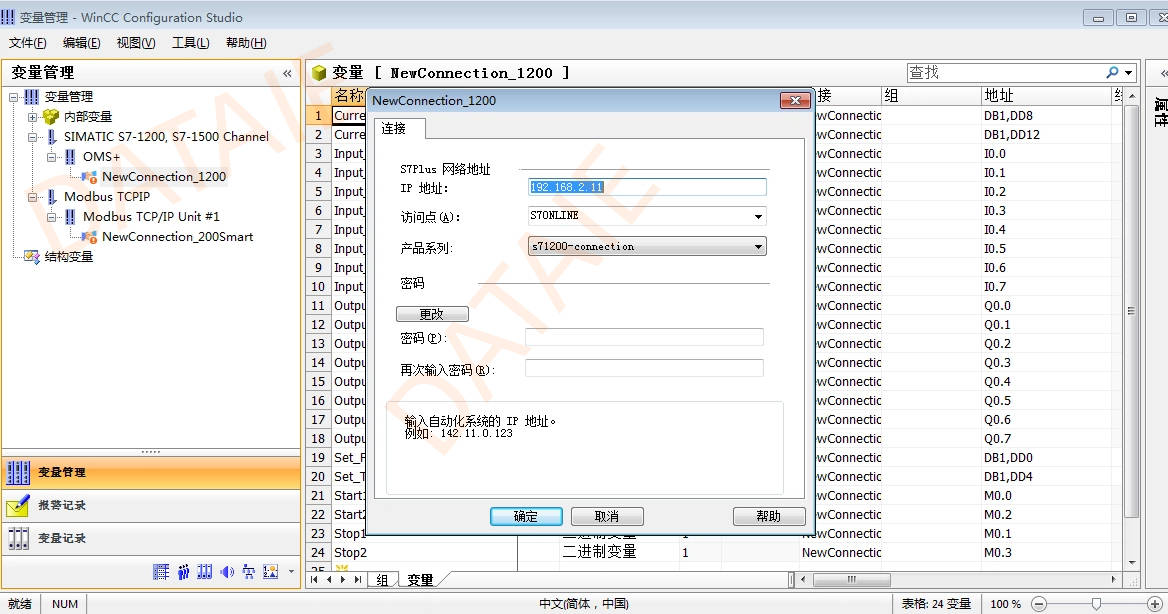
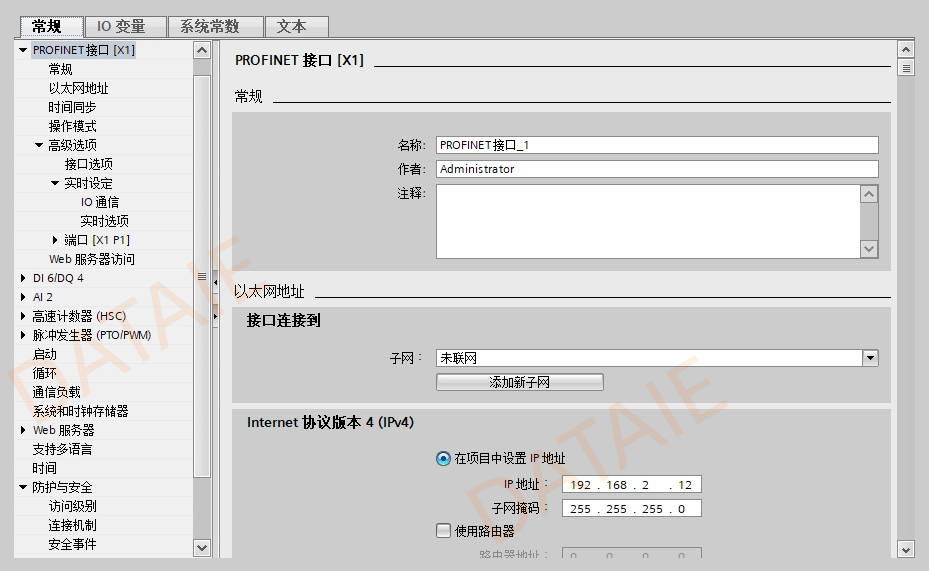
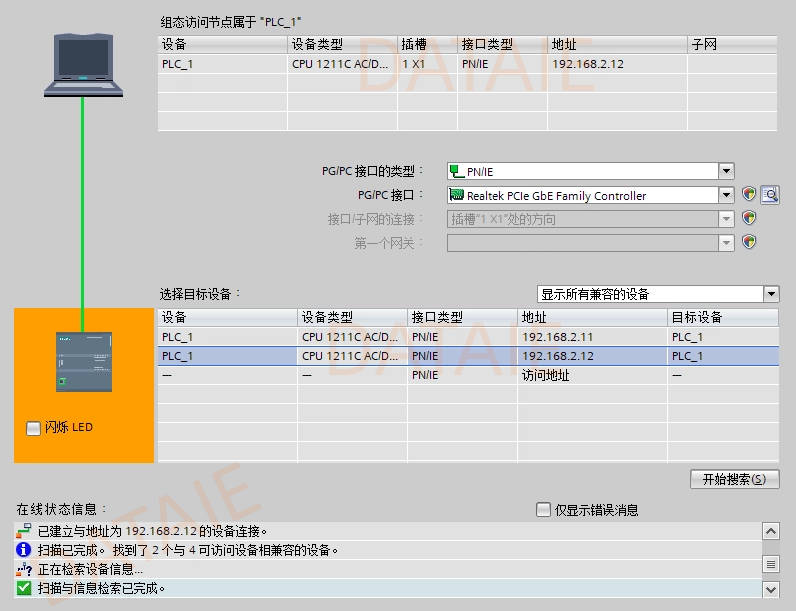
其中的“192.168.2.11”是cpu的ip地址。如果有多臺PLC的IP地址不同即可,需要在同一個局域網內。
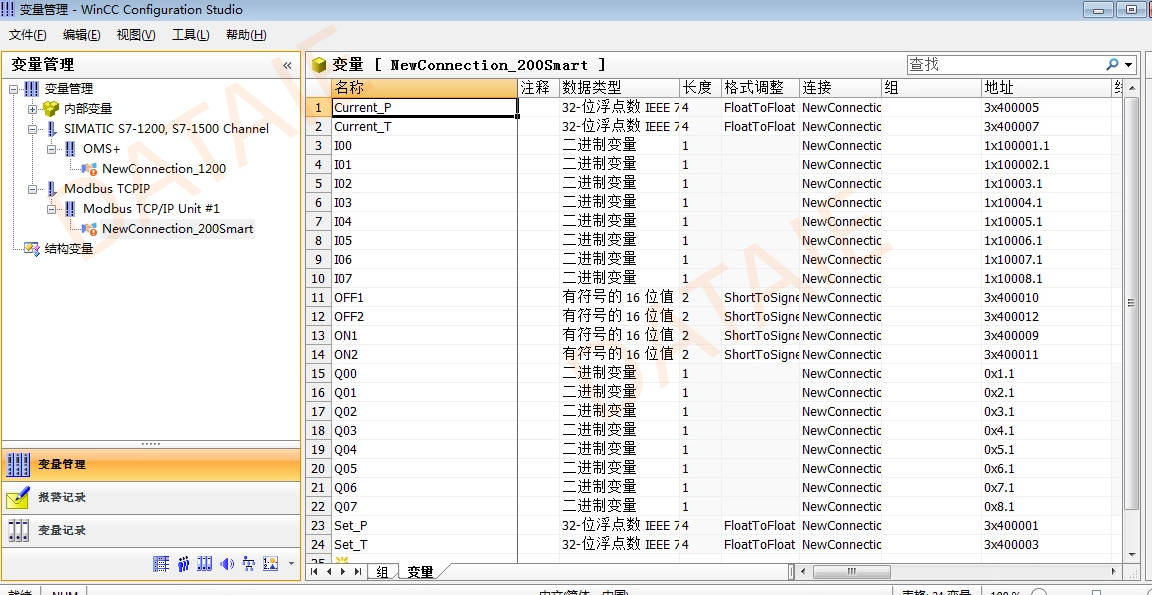
4.添加相應的變量名稱和地址
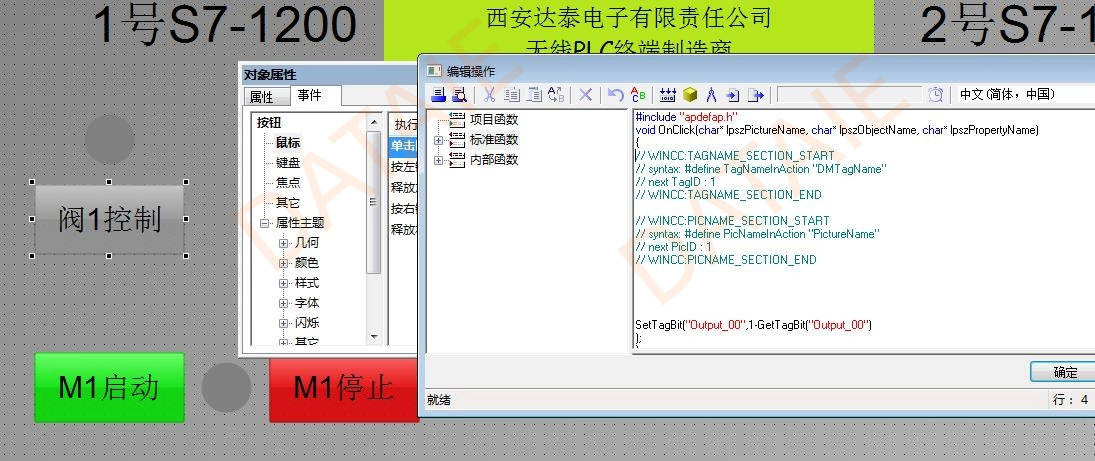
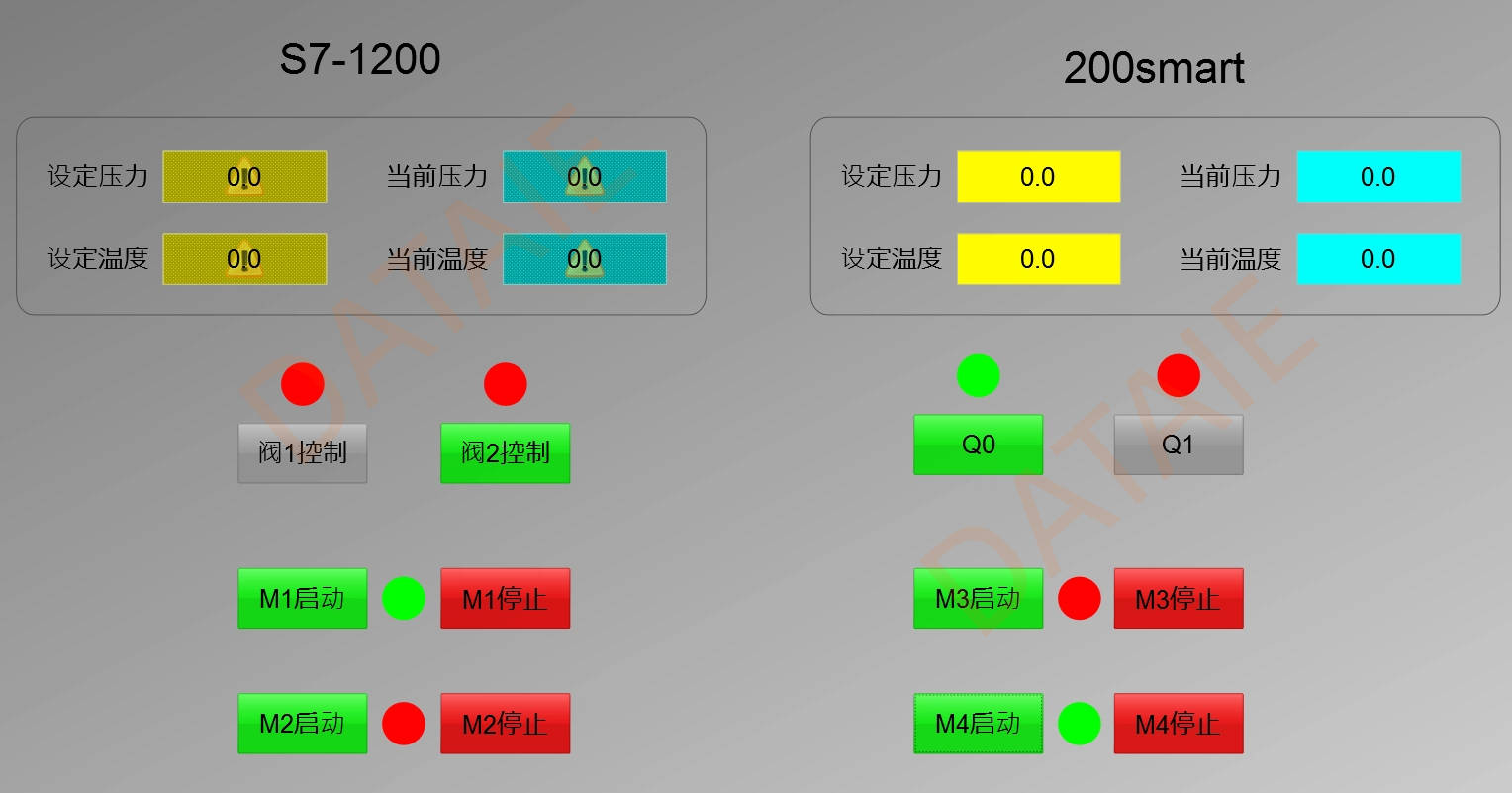
5.畫面設計
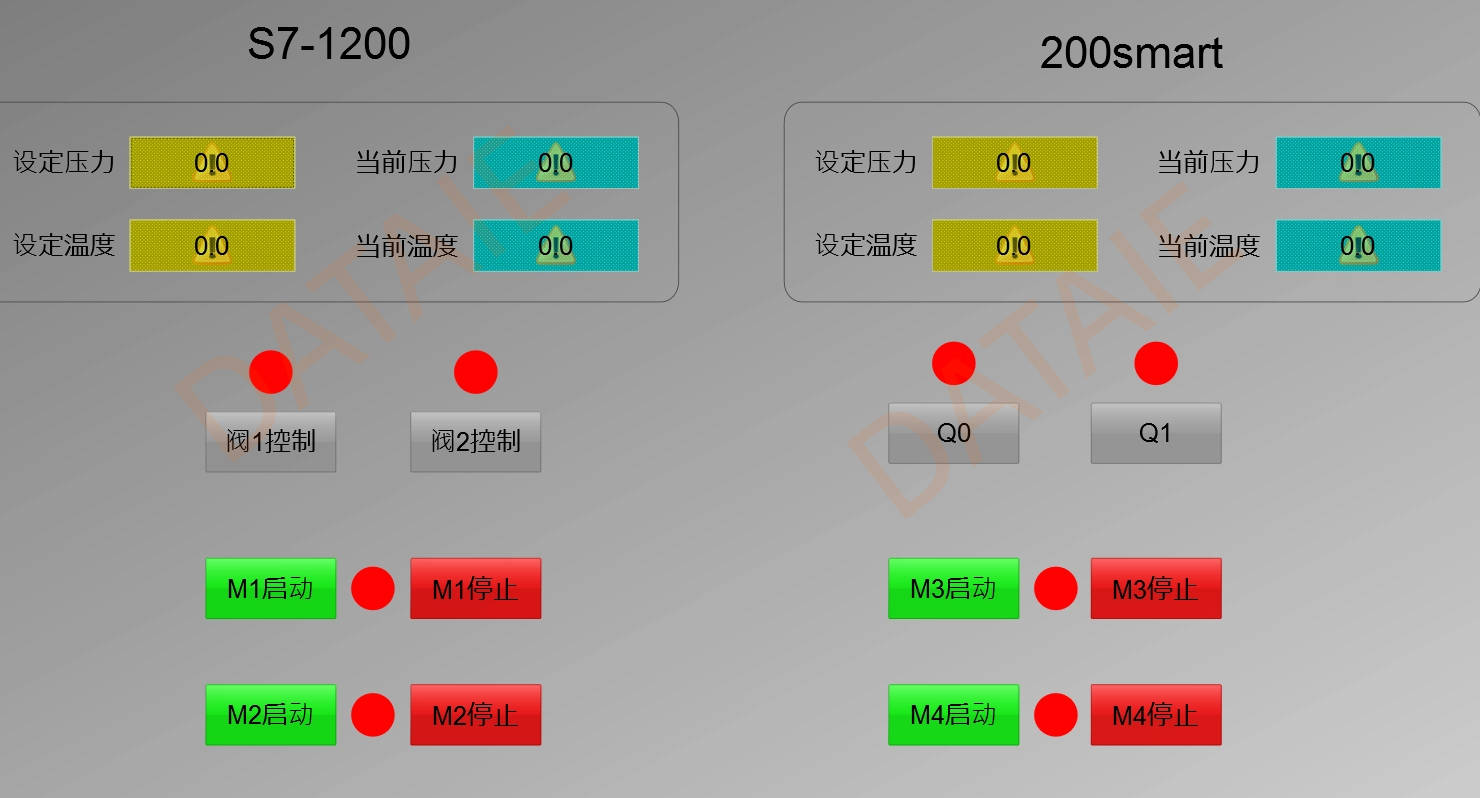
6. 畫面控件與變量的關聯


五、PLC參數設置
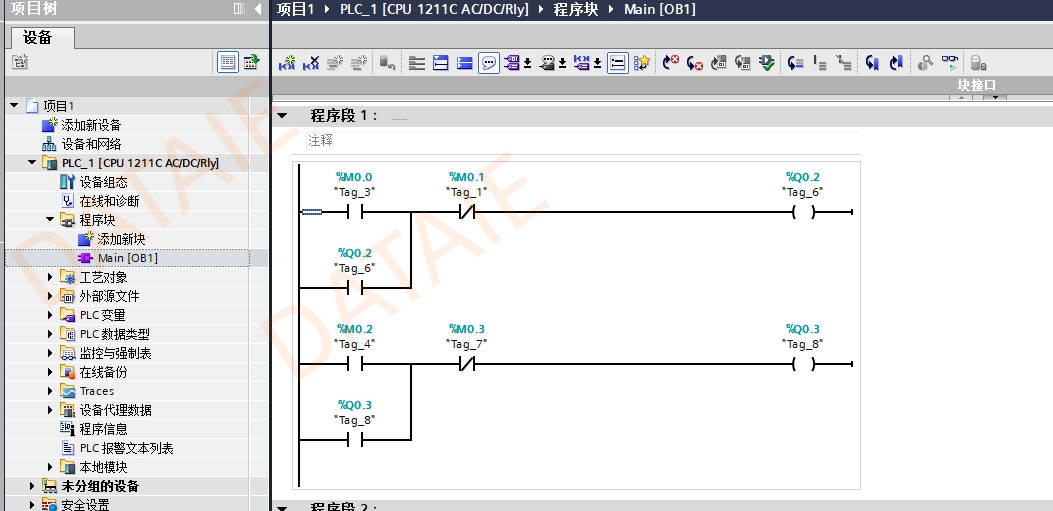
1. 編寫一個啟停程序
其中Q0.2和Q0.3是起保停
2. PLC的IP地址設置
3. 將程序下載到PLC
六、測試方法
1. 用WICC的Q0和Q1按鈕控制PLC對應的Q點,同時在WINCC上監測Q點輸出。
2. 給PLC的I點輸入信號,看WINCC是否有監測到相應點的信號
3. 通過給PLC相應寄存器寫入數值,看WINCC是否有對應的數值
測試結果詳見文件夾
本方案例程源代碼在《WinCC與S7-1200和S7-200SMT PLC無線以太網通信》文件內。
可絲我索取。
審核編輯 黃宇
-
plc
+關注
關注
5051文章
14595瀏覽量
486937 -
MODBUS
+關注
關注
28文章
2457瀏覽量
83220 -
WinCC
+關注
關注
6文章
210瀏覽量
49661
發布評論請先 登錄
西門子S7-1200和S7-1500 PLC系列模擬量傳感器怎么接線

使用PLCSIM Advanced V8仿真測試S7-1200 G2的Modbus TCP通信

光伏逆變器上料-測試協同依托數據采集的Modbus TCP 轉 Modbus RTU協議應用案例
穩聯技術Profinet嵌入式開發板與西門子PLC S7-1200

EtherNet/IP轉Modbus TCP:電機控制器產線羅克韋爾PLC與西門子S7-1200的轉換
西門子S7-1200 MODBUS RTU通訊溫度控制器和變頻器教程

天拓四方分享:什么事S7-1200 G2++?
plc以太網通訊模塊實現:S7-200與S7-1200借PPI助力農業自動化發展
基于Modbus TCP的WinCC監控S7-1200/200SMT應用實例
請問西門子S7-1200 如何實現Modbus TCP 通訊?
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

西門子PLC(S7-1200/1500/300/400)的數據采集與監控方案
WinCC監控系統與兩臺PLC的Modbus TCP/IP無線通信方案
S7-200Smart與S7-1200通過Modbus協議對接到上位機
S7-1200與歐姆龍智能儀表Modbus通信案例



 工商網監
工商網監
評論