 三菱Q03UDEPLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例
三菱Q03UDEPLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例

一、行業背景與痛點分析
在環保設備遠程運維領域,隨著污水處理、垃圾焚燒等設施的規模化建設,設備分布廣、運維難度大的問題日益凸顯。以某大型污水處理廠為例,其分布在不同區域的數十臺曝氣風機、水質監測儀等設備,傳統上依賴RS485串口進行數據交互,存在以下核心痛點:
通訊距離限制:串口通訊最遠僅支持1200米,超出范圍需增設中繼器,導致布線成本高且故障率上升。
多設備協同瓶頸:多臺設備同時通訊時易出現總線沖突,某案例中因通訊阻塞導致水質超標報警延遲達15分鐘,影響應急響應效率。
遠程運維缺失:現場工程師需攜帶編程設備逐臺調試,單次故障處理平均耗時4小時,人力成本高昂且無法實現實時監控。
協議兼容性差:不同品牌設備采用ModbusRTU、自定義協議等多種通訊標準,系統集成時需額外開發轉換程序,開發周期長達2-3個月。
二、解決方案設計
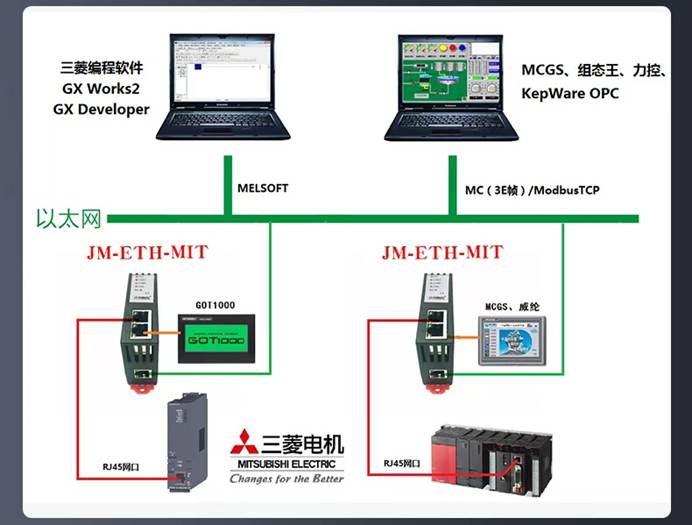
針對上述問題,項目團隊采用捷米特JM-ETH-MIT以太網模塊構建新型通訊架構。該模塊作為串口轉以太網的核心樞紐,可將三菱Q03UDEPLC的RS422串口信號轉換為標準以太網協議,同時連接上位機監控系統與威綸通觸摸屏,實現“一網多聯”的高效通訊模式。其核心技術特點包括:
協議透明轉換:支持ModbusRTU/ASCII與ModbusTCP協議雙向轉換,自動映射PLC寄存器地址,無需額外編程。
多設備并發支持:內置8端口工業交換機,可同時連接4臺上位機與2臺觸摸屏,通訊延遲低于10ms。
遠程配置功能:通過Web界面可遠程調整波特率、奇偶校驗等串口參數,減少現場維護頻次。
三、實施過程詳解
硬件連接與網絡規劃
PLC與模塊連接:將JM-ETH-MIT的RS422接口通過專用電纜與Q03UDE的COM1端口直連,以太網模塊供電采用PLC的24VDC輸出,確保信號穩定。
網絡拓撲設計:采用星型架構,以太網轉換器的LAN1口連接工業交換機(支持IEEE802.3afPoE供電),LAN2口通過光纖收發器連接5公里外的中控室服務器,觸摸屏通過Wi-Fi接入本地無線網絡。
IP地址分配:以太網模塊設置為固定IP192.168.1.100/24,上位機網段為192.168.2.0/24,通過NAT地址轉換實現跨網段通訊。
軟件配置與協議映射
PLC程序開發:在GXWorks3中編寫通訊初始化程序,設置串口參數為9600bps、8位數據位、1位停止位、無校驗。通過特殊寄存器D8120動態調整通訊超時時間(默認500ms)。
模塊參數設置:通過瀏覽器訪問以太網轉換器Web界面,在“協議映射”菜單中配置ModbusRTU從站地址為1-16,對應PLC的D1000-D1999數據區。同時啟用ModbusTCP服務器功能,開放502端口供上位機訪問。
上位機系統集成:在組態王軟件中添加ModbusTCP驅動,配置設備IP為模塊LAN1口地址,寄存器映射表與PLC程序完全一致。通過腳本實現數據實時刷新與歷史曲線繪制,支持報警閾值動態設置。
觸摸屏優化:在威綸通EBPro軟件中創建通訊工程,選擇“以太網+ModbusTCP”連接方式,直接讀取以太網橋接器映射的PLC數據,實現本地參數設置與設備狀態顯示。
抗干擾與冗余設計
物理層防護:采用雙層屏蔽網線連接模塊與交換機,兩端接地電阻控制在4Ω以內,有效抑制電磁干擾。
鏈路冗余:配置雙網卡服務器,分別連接以太網轉換器的LAN1和LAN2端口,通過WindowsServer的NICTeaming功能實現鏈路自動切換,故障恢復時間<200ms。
數據校驗機制:在PLC程序中嵌入CRC16校驗算法,對關鍵數據(如流量、pH值)進行實時校驗,錯誤數據自動重傳。
四、應用效果評估
運維效率提升
遠程診斷覆蓋率從30%提升至95%,故障平均修復時間(MTTR)從4小時縮短至30分鐘,年節省運維成本約45萬元。
上位機可同時監控32臺設備的實時數據,歷史數據存儲周期從7天延長至1年,為工藝優化提供大數據支撐。
通訊性能優化
通訊速率從串口的9600bps提升至以太網的100Mbps,數據更新頻率從1次/秒提高至20次/秒,水質監測數據的實時性顯著增強。
多設備并發通訊時總線沖突率從15%降至0.3%,某曝氣風機變頻參數調整的響應時間從800ms縮短至50ms,有效避免了因指令延遲導致的能耗波動。
系統擴展性增強
新增設備僅需在模塊Web界面添加Modbus從站地址,無需修改PLC程序,某擴建項目中5臺新設備的接入僅耗時2小時。
支持與阿里云IoT平臺對接,實現移動端遠程控制與故障預警,運維人員可通過手機APP實時查看設備狀態并下發指令。

五、總結與展望
本案例通過JM-ETH-MIT以太網模塊的深度應用,成功解決了環保設備遠程運維中的通訊瓶頸。其核心價值體現在:
技術創新:實現了串口設備的無縫以太網化升級,突破傳統通訊架構的物理限制。
成本優化:相比傳統方案,布線成本降低60%,系統集成周期縮短50%,投資回收期僅1.2年。
行業示范:為污水處理、垃圾焚燒等領域的設備智能化改造提供了可復制的技術路徑。
未來,隨著5G和邊緣計算技術的融合,該方案可進一步擴展至設備預測性維護、工藝AI優化等場景,推動環保行業向“無人化運維”邁進。通過持續的技術迭代,工業通訊設備正成為環保產業數字化轉型的關鍵引擎。
有什么技術問題請與付工留言交流
審核編輯 黃宇
-
以太網
+關注
關注
41文章
5998瀏覽量
180848 -
變頻器
+關注
關注
256文章
7283瀏覽量
155423
發布評論請先 登錄
基恩士KV系列PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

歐姆龍CPM1A系列PLC借助以太網模塊同時與上位機和觸摸屏,變頻器高效通訊案例

西門子PLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例

三菱A系列PLC借助以太網模塊同時與上位機和觸摸屏高效通訊案例

三菱 PLC Q04UDEH?配以太網模塊,連上位機與觸摸屏方案

西門子S7-300PLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例

三菱Q01PLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例

三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

三菱A2NCPU PLC借助MC轉以太網模塊同時與上位機和觸摸屏高效通訊案例

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

三菱A1SJ PLC:以太網模塊助力上位機與觸摸屏協同通訊案例
歐姆龍CPM1APLC以太網模塊:實現上位機、觸摸屏及變頻器的高效通信

三菱A系列PLC借助以太網模塊與上位機和觸摸屏協同通信

以太網模塊助力三菱 Q04UDEH PLC 對接上位機、觸摸屏




 工商網監
工商網監
評論