") 泓川科技小量程光譜共焦傳感器雙探頭對射法實現(xiàn)4-5mm玻璃鏡片大厚度1μm 精度測量案例
泓川科技小量程光譜共焦傳感器雙探頭對射法實現(xiàn)4-5mm玻璃鏡片大厚度1μm 精度測量案例

一、引言
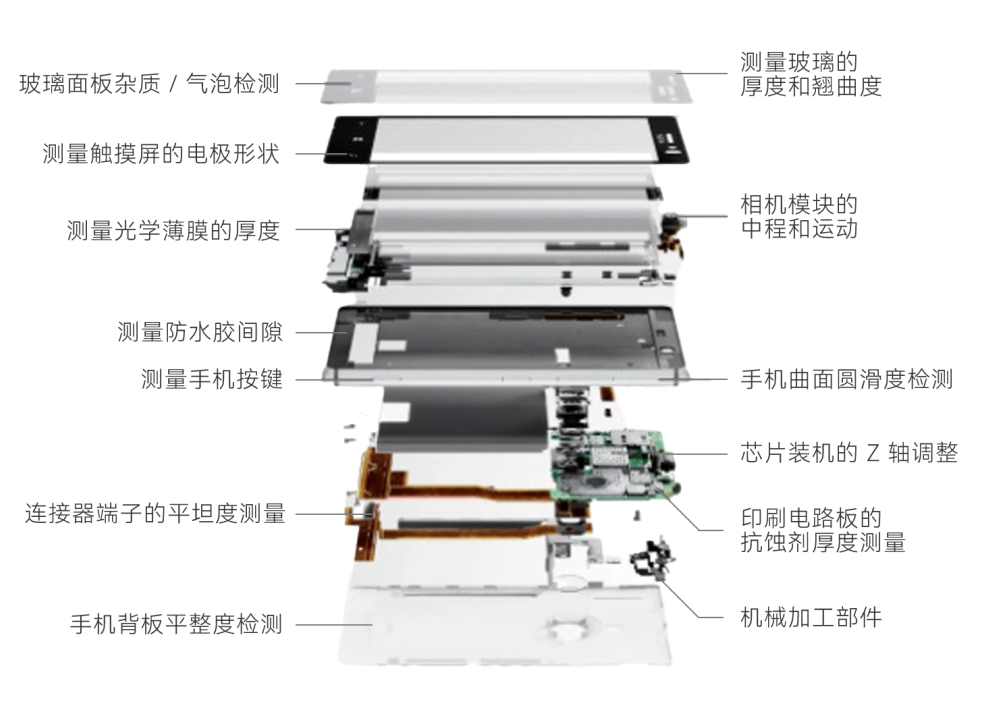
在光學元件制造領(lǐng)域,玻璃鏡片的厚度精度直接影響光學系統(tǒng)的成像質(zhì)量與性能穩(wěn)定性。隨著精密光學儀器的發(fā)展,對 4-5mm 厚度玻璃鏡片的測量精度要求已提升至 1μm 以內(nèi)。傳統(tǒng)接觸式測量方法存在劃傷鏡片表面、測量效率低等問題,而單一光譜共焦傳感器因量程限制(通常僅 2.6mm)無法直接覆蓋 4-5mm 厚度范圍。本案例基于 LTC2600 系列激光位移傳感器,提出雙探頭對射測量方案,通過機械結(jié)構(gòu)優(yōu)化與精密標定,實現(xiàn)了 1μm 以內(nèi)的測量精度,為同類厚度光學元件的高精度檢測提供了可行解決方案。
二、測量挑戰(zhàn)與需求分析
(一)核心測量需求
測量對象:4-5mm 厚度玻璃鏡片,表面光潔度高,需避免接觸式測量損傷。
精度要求:整體測量誤差控制在 1μm 以內(nèi),滿足精密光學元件的質(zhì)量管控標準。
效率需求:需實現(xiàn)自動化測量,適配生產(chǎn)線快速檢測場景。
(二)技術(shù)難點
量程與精度的矛盾:單臺光譜共焦傳感器量程(2.6mm)無法覆蓋 4-5mm 厚度,而 LTC2600 雖具備 15mm 量程,但直接單探頭測量需搭配復雜位移機構(gòu),難以保證微米級精度。
雙探頭對射誤差重疊:傳統(tǒng)雙探頭對射方案中,兩探頭測量光束的對心精度不足會導致測量值疊加誤差,若光束偏移 1μm,厚度測量誤差將直接體現(xiàn)為 2μm(雙向偏移)。
系統(tǒng)標定復雜性:不同探頭的線性誤差、溫度漂移需同步補償,且中間介質(zhì)(玻璃鏡片)的折射率影響需通過標定消除。
三、解決方案設(shè)計
(一)硬件方案選型
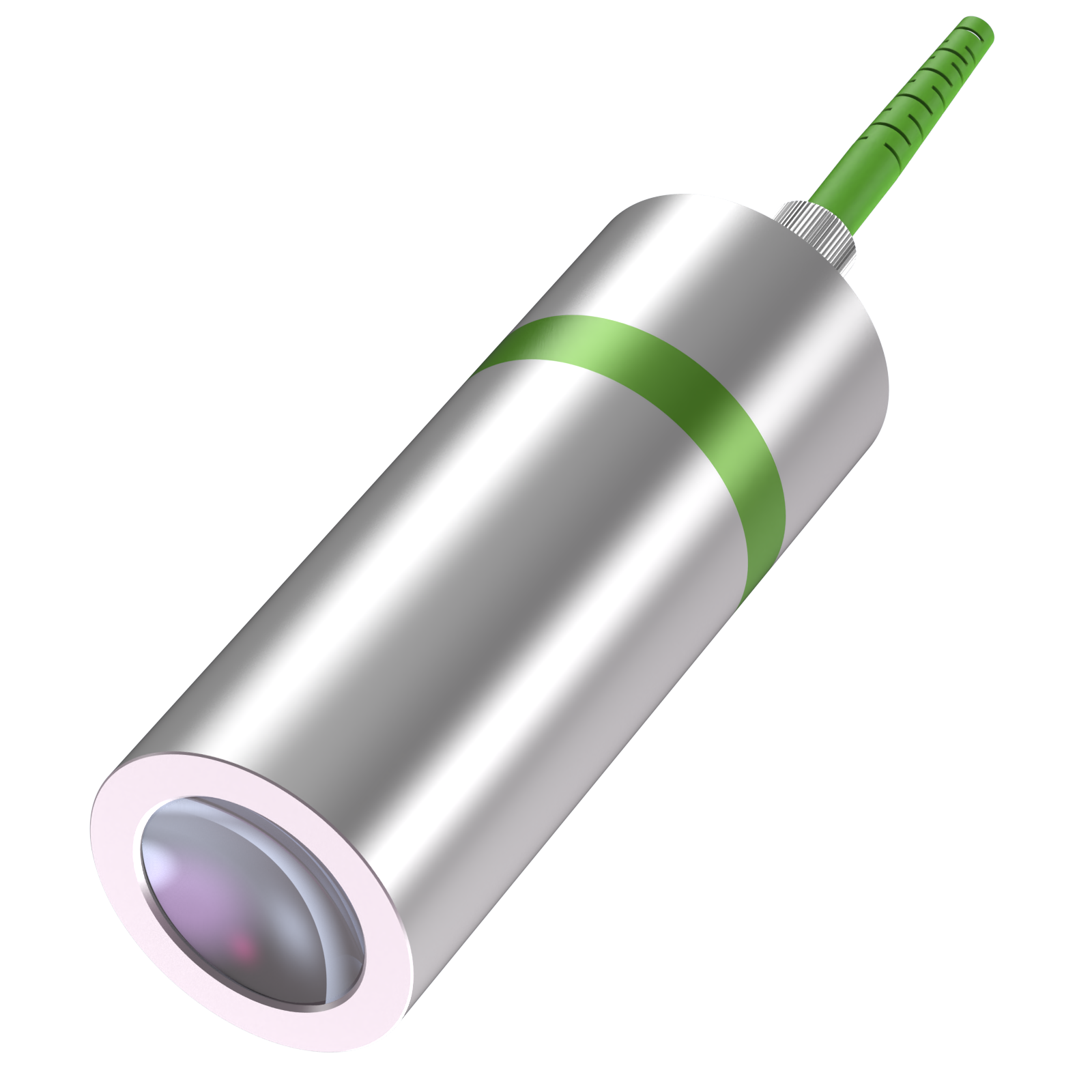
傳感器選型:采用 LTC2600 激光位移傳感器(參數(shù)見表 1),其 ±0.3μm 的重復精度與 0.05μm 線性誤差滿足高精度要求,15mm 量程為雙探頭對射提供冗余空間。
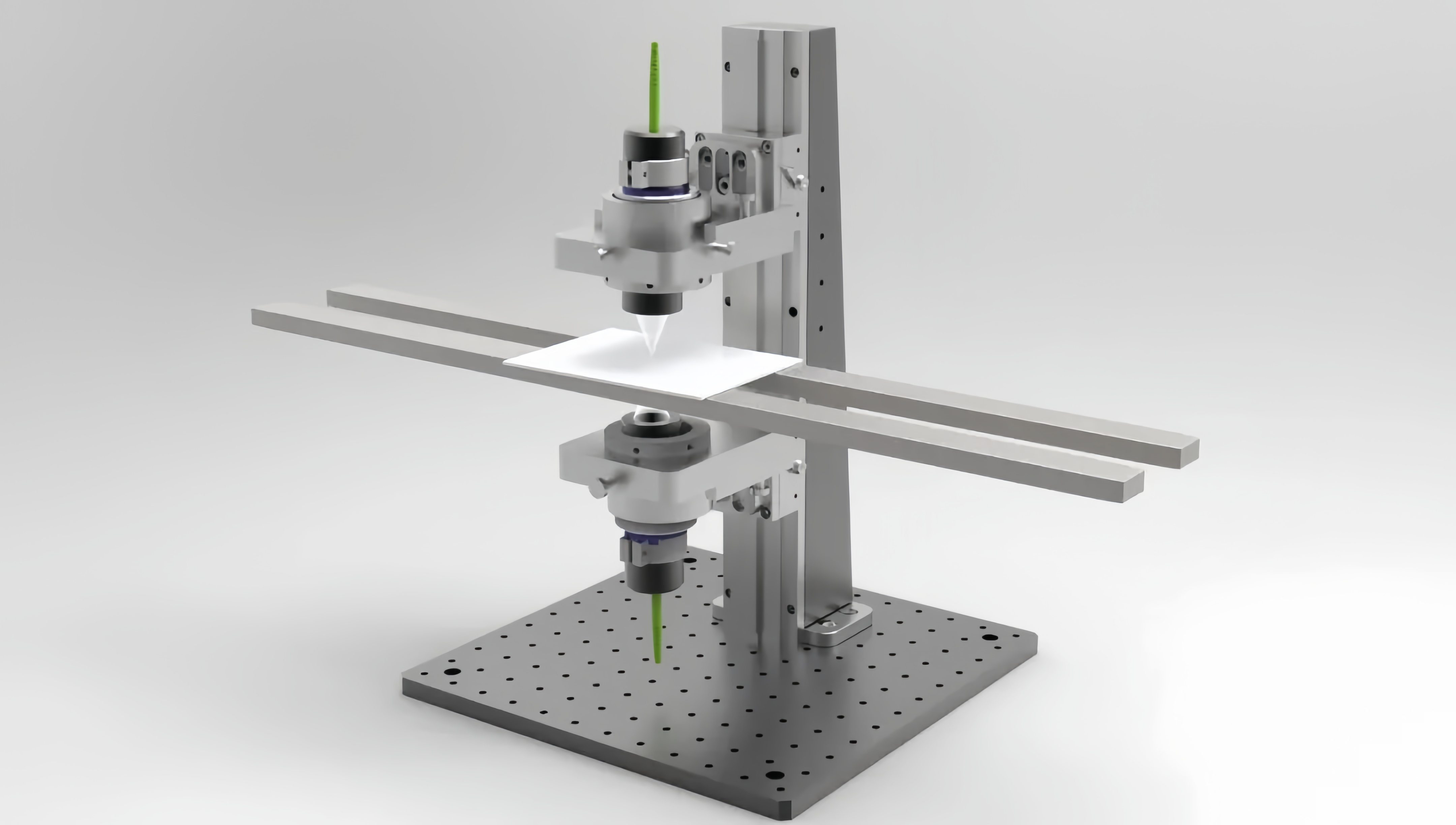
機械結(jié)構(gòu):定制雙探頭對射夾具,包含:
Z 軸精密調(diào)節(jié)機構(gòu)(精度 ±1μm),用于調(diào)節(jié)兩探頭間距;
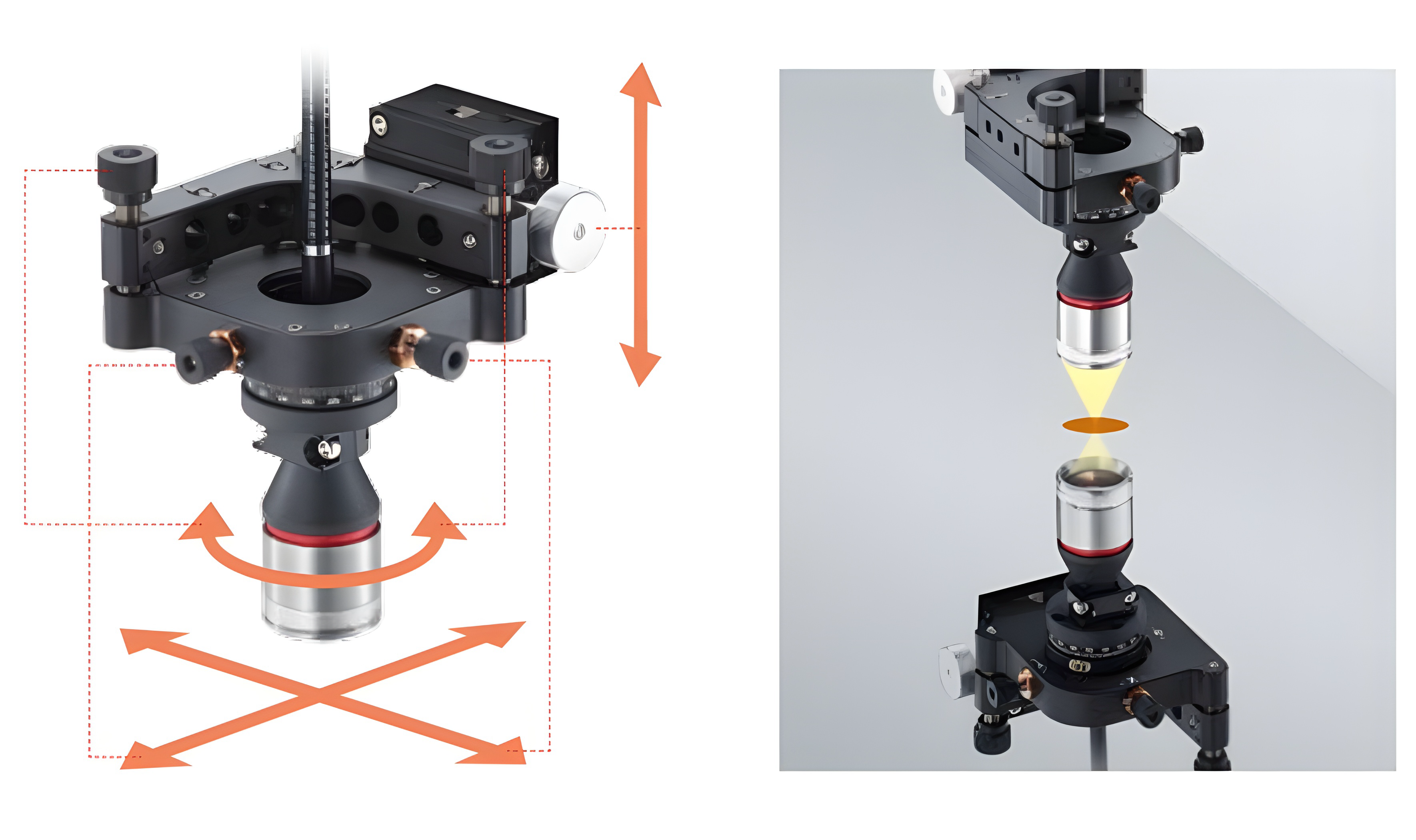
光束對心校準裝置(基于亞微米級運動平臺),確保兩探頭光束同軸對準;
恒溫底座(控溫精度 ±0.5℃),抑制溫度漂移(傳感器溫度特性 < 0.03% F.S./℃)。
控制器與軟件:搭配 8 通道 LT-CCH 控制器(最高采樣頻率 21kHz),集成配套測控軟件與 C# 開發(fā)包,實現(xiàn)數(shù)據(jù)實時采集與分析。
| 參數(shù)項 | LTC2600 指標 |
|---|---|
| 量程 | 15mm |
| 重復精度 | <±0.3μm |
| 線性誤差 | 0.05μm |
| 溫度特性 | <0.03%F.S./℃ |
| 光束直徑 | 聚焦點 Φ9μm |
(二)測量原理與方案創(chuàng)新
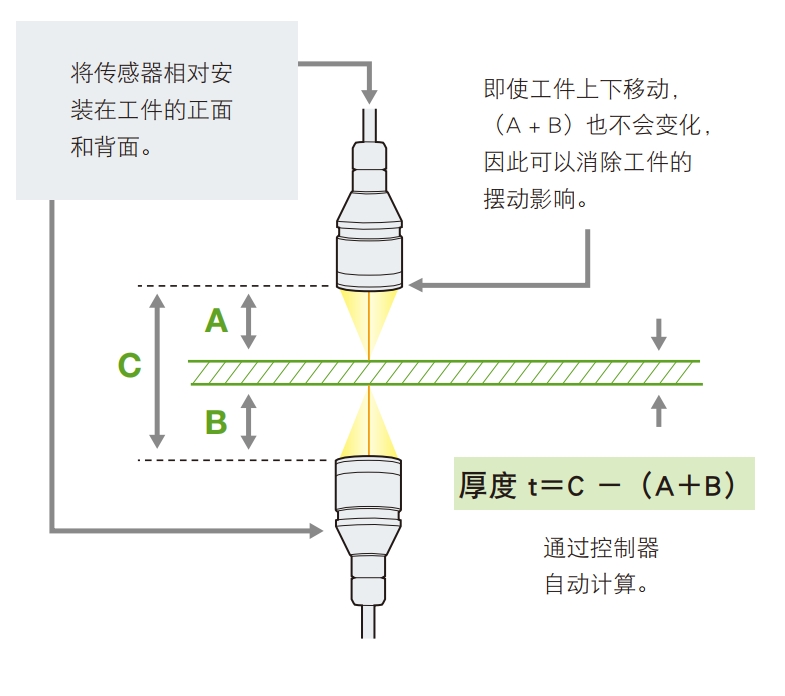
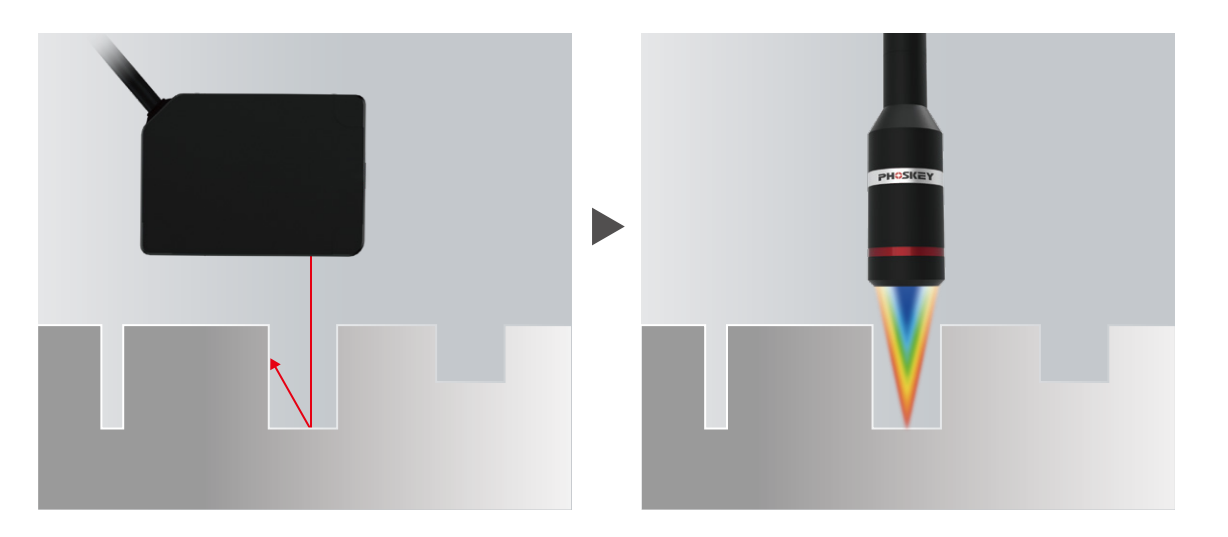
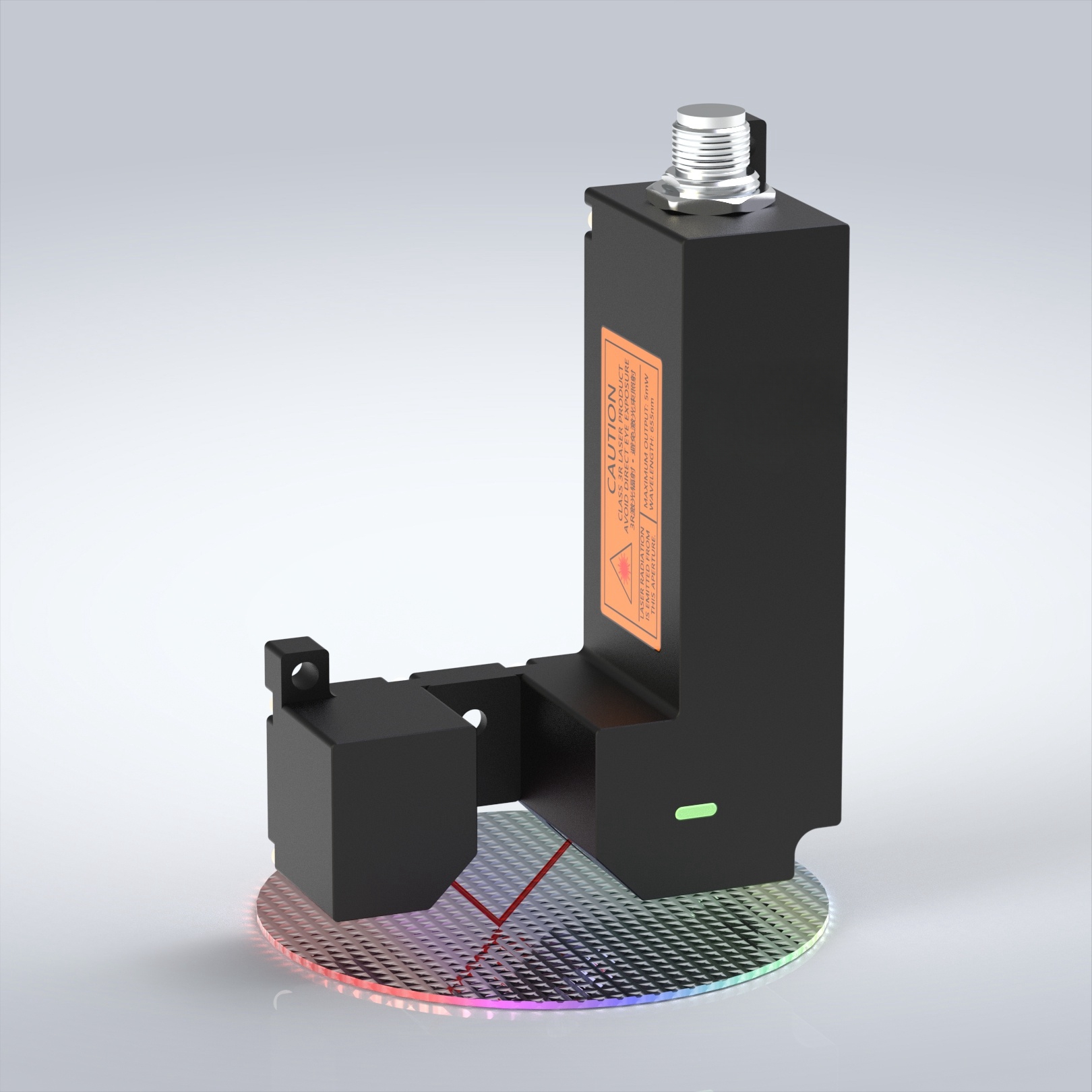
雙探頭對射測量原理如圖 1 所示:兩傳感器分別從鏡片兩側(cè)發(fā)射激光,光束穿透鏡片后由對側(cè)傳感器接收,通過計算兩傳感器測量值之差(D1-D2)得到鏡片厚度。創(chuàng)新點在于:
重疊區(qū)域校準:先將兩探頭置于重疊區(qū)域(間距 < 2.6mm),通過標準鍍銀膜反射鏡校準光束對心,確保光點偏移 < 0.5μm;
量程擴展策略:利用 Z 軸調(diào)節(jié)機構(gòu)將兩探頭間距拉開至 6-8mm(超出單探頭量程但在雙探頭組合量程內(nèi)),通過機械精度保證光束對心不受影響;
標準件動態(tài)標定:使用 4mm 和 5mm 標準厚度玻璃(精度 ±0.5μm)進行實時標定,補償系統(tǒng)誤差與折射率影響。
四、實施步驟與標定流程
(一)硬件安裝與調(diào)試
夾具安裝:將雙探頭固定于 Z 軸調(diào)節(jié)機構(gòu),確保兩傳感器光軸同軸度偏差 < 10μrad;
初始對心:在重疊區(qū)域(間距 2mm)放置銳利玻璃邊緣,通過亞微米定位平臺(精度 ±0.1μm)調(diào)整探頭位置,使兩傳感器光斑中心重合(基于激光干涉儀驗證);
間距調(diào)節(jié):啟動 Z 軸機構(gòu),將兩探頭間距緩慢增至 6.5mm,記錄調(diào)節(jié)量(機械精度 ±1μm)。
(二)系統(tǒng)標定流程
標準件準備:選取 4mm(標準值 4.000mm)和 5mm(5.000mm)石英玻璃標準片,表面平整度 <λ/10(λ=633nm);
零點校準:在兩探頭間無介質(zhì)時,采集 1000 組數(shù)據(jù)取均值,設(shè)定為基準零點(D0=0);
厚度標定:
放置 4mm 標準片,采集數(shù)據(jù)并計算厚度值 T1,若實測值為 4.002mm,則標定系數(shù) K1=4.000/4.002=0.9995;
更換 5mm 標準片,同理計算 K2=5.000/T2,取 K1 與 K2 均值作為系統(tǒng)標定系數(shù) K=0.9996;
溫度補償:在 25℃±5℃范圍內(nèi)測試,建立溫度 - 誤差修正模型(如 ΔT=1℃時,修正值 ΔD=0.03%×15mm×1℃=0.0045mm=4.5μm)。
(三)實際測量流程
鏡片放置:將待測玻璃鏡片置于兩探頭中間,確保表面與光軸垂直(傾斜角 <±0.5°);
數(shù)據(jù)采集:啟動 LT-CCH 控制器,以 10kHz 采樣頻率連續(xù)采集 100 組數(shù)據(jù),剔除異常值后取均值;
厚度計算:實測厚度 T=K×(D1-D2),其中 D1、D2 為兩傳感器測量值;
誤差修正:根據(jù)環(huán)境溫度實時修正測量值(如溫度 28℃時,修正值 = 4.5μm×(28-25)=13.5μm,實測值需減去該修正量)。
五、測量結(jié)果與精度驗證
(一)重復性測試
對 4mm 標準片進行 10 次重復測量,結(jié)果如下:
| 測量次數(shù) | 實測值(mm) | 誤差(μm) |
|---|---|---|
| 1 | 4.0005 | +0.5 |
| 2 | 3.9998 | -0.2 |
| 3 | 4.0003 | +0.3 |
| 4 | 4.0001 | +0.1 |
| 5 | 3.9999 | -0.1 |
| 平均誤差 | —— | ±0.22 |
(二)全量程精度驗證
在 4-5mm 范圍內(nèi)選取 5 個厚度點(4.0mm、4.2mm、4.5mm、4.8mm、5.0mm),每個點測量 20 次,結(jié)果顯示:
最大絕對誤差:0.8μm(4.5mm 處);
標準偏差:0.35μm;
線性度誤差:0.05μm(與參數(shù)表一致)。

(三)對比傳統(tǒng)方案優(yōu)勢
| 方案類型 | 量程(mm) | 精度(μm) | 測量效率 | 對鏡片影響 |
|---|---|---|---|---|
| 單探頭光譜共焦 | 2.6 | 1.0 | 低(需位移) | 無 |
| 雙探頭對射 | 15(組合) | 0.8 | 高(實時) | 無 |
| 接觸式千分尺 | 0-25 | 5.0 | 中 | 可能劃傷 |
六、結(jié)論與應(yīng)用拓展
本案例通過 LTC2600 激光位移傳感器雙探頭對射方案,成功解決了 4-5mm 玻璃鏡片 1μm 精度的測量難題。方案核心優(yōu)勢在于:
量程與精度的平衡:利用 15mm 量程傳感器組合,通過機械調(diào)節(jié)與標定突破單探頭量程限制,同時保證微米級精度;
誤差抑制策略:重疊區(qū)域?qū)π男省藴始討B(tài)標定與溫度補償多管齊下,將系統(tǒng)誤差控制在 0.8μm 以內(nèi);
工程化適配:配套控制器與軟件支持自動化采集,21kHz 采樣頻率滿足生產(chǎn)線快速檢測需求。
該方案可拓展至其他透明 / 半透明板材厚度測量(如藍寶石襯底、光學棱鏡等),或通過多探頭陣列實現(xiàn)三維輪廓檢測。實際應(yīng)用中需注意環(huán)境振動控制(建議安裝隔振平臺)與光路防塵(IP40 防護等級需配合防塵罩),以持續(xù)保證測量精度。
審核編輯 黃宇
-
傳感器
+關(guān)注
關(guān)注
2577文章
55247瀏覽量
792631 -
探頭
+關(guān)注
關(guān)注
0文章
1385瀏覽量
43926 -
光譜
+關(guān)注
關(guān)注
4文章
1046瀏覽量
37291
發(fā)布評論請先 登錄
光譜共焦技術(shù)在高精度尺寸與3D表面缺陷檢測中的工業(yè)應(yīng)用研究

新增型號!40mm大工作距離光譜共焦位移傳感器為影像儀檢測賦能

明治案例 | 50納米精度!光譜共焦傳感器在3C行業(yè)的真實戰(zhàn)場
海伯森光譜共焦傳感器以技術(shù)內(nèi)核破解工業(yè)智造精密測量難題
泓川科技LTH系列萬分二線性度高精度高速激光位移傳感器產(chǎn)品手冊
應(yīng)用案例 | 深視智能SCI系列光譜共焦位移傳感器以亞微米精度精準把控手機鏡頭鏡片厚度

技術(shù)指南丨深視智能點光譜共焦位移傳感器測量透明物體厚度操作指南

應(yīng)用案例丨光譜共焦位移傳感器,讓細小孔洞的深度檢測更精準
復雜材質(zhì)檢測:海伯森HPS-LC 系列線光譜共焦傳感器

復雜材質(zhì)檢測:海伯森HPS-LC 系列線光譜共焦傳感器

復雜材質(zhì)檢測:海伯森HPS-LC 系列線光譜共焦傳感器
深視智能SCI系列光譜共焦位移傳感器以亞微米精度測量晶圓平整度
光譜共焦用不好?這15個Q&amp;A幫你突破測量瓶頸!

泓川科技LTPD15激光位移傳感器:中空同軸設(shè)計+進口半價,0.05μm精度重塑工業(yè)檢測性價比標桿



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論