 S7-1500與多臺200SMART之間無線以太網通訊搭建方法
S7-1500與多臺200SMART之間無線以太網通訊搭建方法

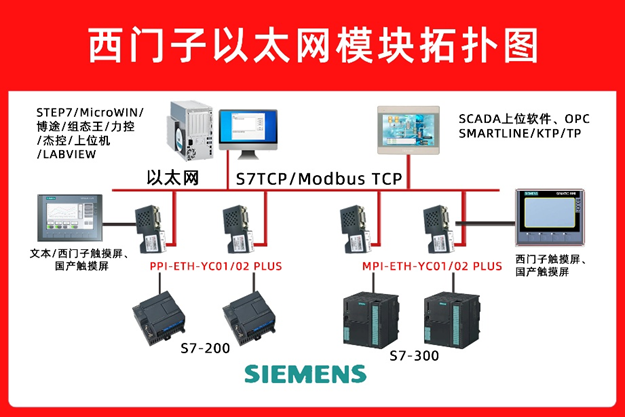
這是一個不用編程即可瞬間實現S7-200smart與S7-1500的以太網通訊的方法,這種控制方式下最多可以控制128臺S7-200SMART。本方案以組態王與S7-1500和2臺S7-200smart為例,介紹S7-1500與多臺 S7-200smart在Profinet協議下的自組網無線通信實現過程。在本方案中采用了西門子PLC無線通訊終端DTD418M,作為實現無線通訊的硬件設備。
用戶無需更改網絡參數和原有程序,也不必了解協議細節,通過DTD418M即可直接替換組態王與PLC之間有線以太網通訊,且穩定方便的實現PLC無線以太網通訊。

測試設備與參數:
● 主站PLC型號:S7-1500× 1臺
● 從站PLC型號:S7-200Smart × 2臺
● 無線通訊終端:DTD418MB × 3塊
● 主從關系:1主2從
● 供電:12-24VDC
● 通訊協議:Profinet協議
● 傳輸距離:100米,1KM
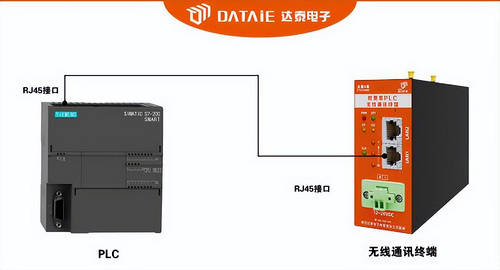
接線方式:
用一根通訊線,一端接入DTD418M的RJ45接口,另一端接入S7-1500S的RJ45接口。以此類推,接通S7-200SMART與DTD418M。
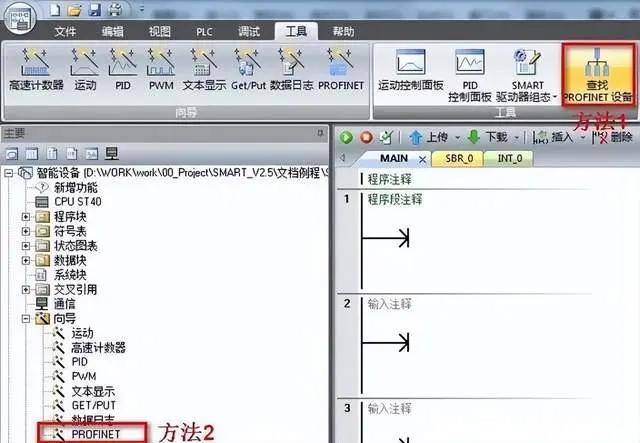
PLC配置:
1.打開PROFINET向導
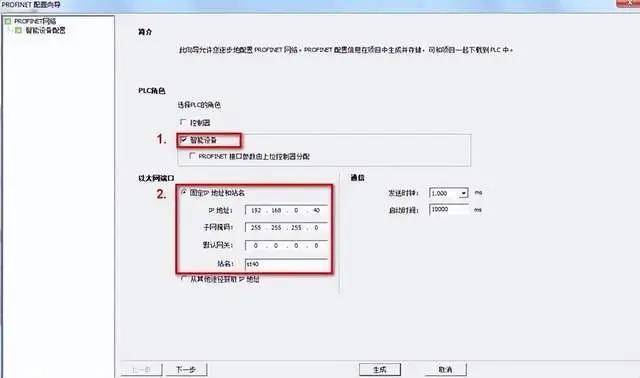
2.啟用智能設備模式,并設置IP
3.組態傳送區域,并導出S7-200SMART的GSD文件,傳送區域即和S7-1500交互的信息的IO地址
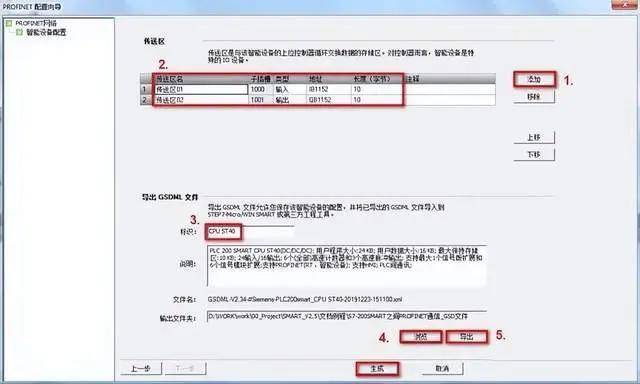
4.導出來的GSD文件
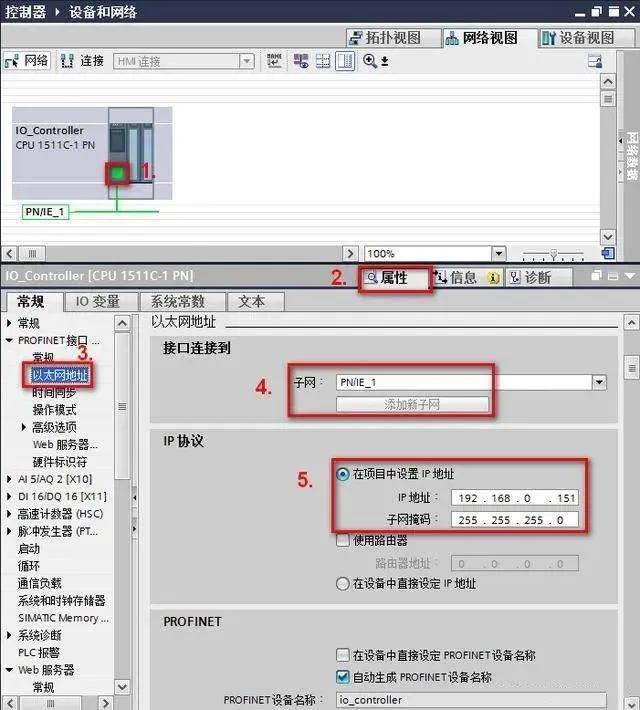
5.設置1500的IP地址
6.在TIA中導入S7-200SMART的GSD文件
7.在硬件目錄中找到200smart,拖入到網絡視圖中
8.兩者之間建立網絡連接
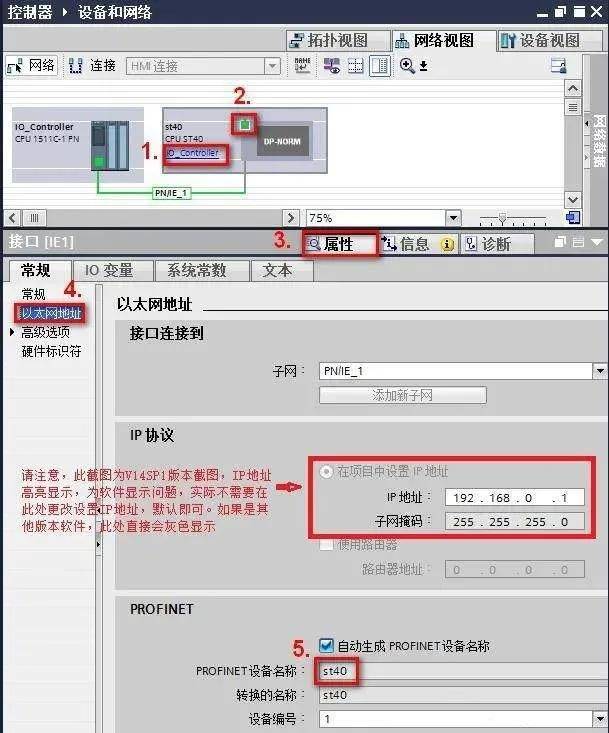
9.雙擊200smart的GSD文件進入,200smart的設備視圖,分配IO地址
10.通信的組態已經完成了,不用編寫其他程序,下載進去就可以通信。其對應關系如下所示:
S7-200SMART的QB1152連續的10個字節,對應S7-1500的I300~309
S7-200SMART的IB1152連續的10個字節,對應S7-1500的Q300~309
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6097瀏覽量
181329 -
plc
+關注
關注
5051文章
14694瀏覽量
487878 -
無線
+關注
關注
31文章
5717瀏覽量
179083 -
無線通訊
+關注
關注
6文章
677瀏覽量
41677 -
以太網通訊
+關注
關注
0文章
30瀏覽量
7552
發布評論請先 登錄
橡膠硫化控制系統優化:西門子 S7-200 與 S7-1500 以太網通訊及國產觸摸屏集成實踐
西門子 PLC 賦能橡膠硫化生產:S7-200 與 S7-1500 以太網通訊及 HMI 集成落地
西門子 S7-200 PLC?與 S7-1500 PLC?以太網通訊及 HMI?集成實現橡膠硫化產線的智能化升級

無需修改 PLC 程序 實現 S7-200 Smart 與 1500 PLC 以太網實時通訊
西門子 PLC?跨代融合:S7-400 與 S7-1500?以太網通訊在生活用紙造紙線的實戰落地

西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

西門子 S7-200 SMART?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車車身焊裝車間監控智能化升級
污水廠西門子200Smart PLC控制系統:以太網模塊上位機集成與觸摸屏監控配置案例

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子S7-200與S7-1500PLC以太網通訊在智能倉儲系統的集成應用
西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用

西門子S7-200PLC與S7-1500PLC以太網通訊及PPI集成實現能源管理與遠程監控
西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例

S7-200Smart與S7-1200通過Modbus協議對接到上位機



 工商網監
工商網監
評論