") 基于弧焊類應(yīng)用焊接工藝調(diào)試指南
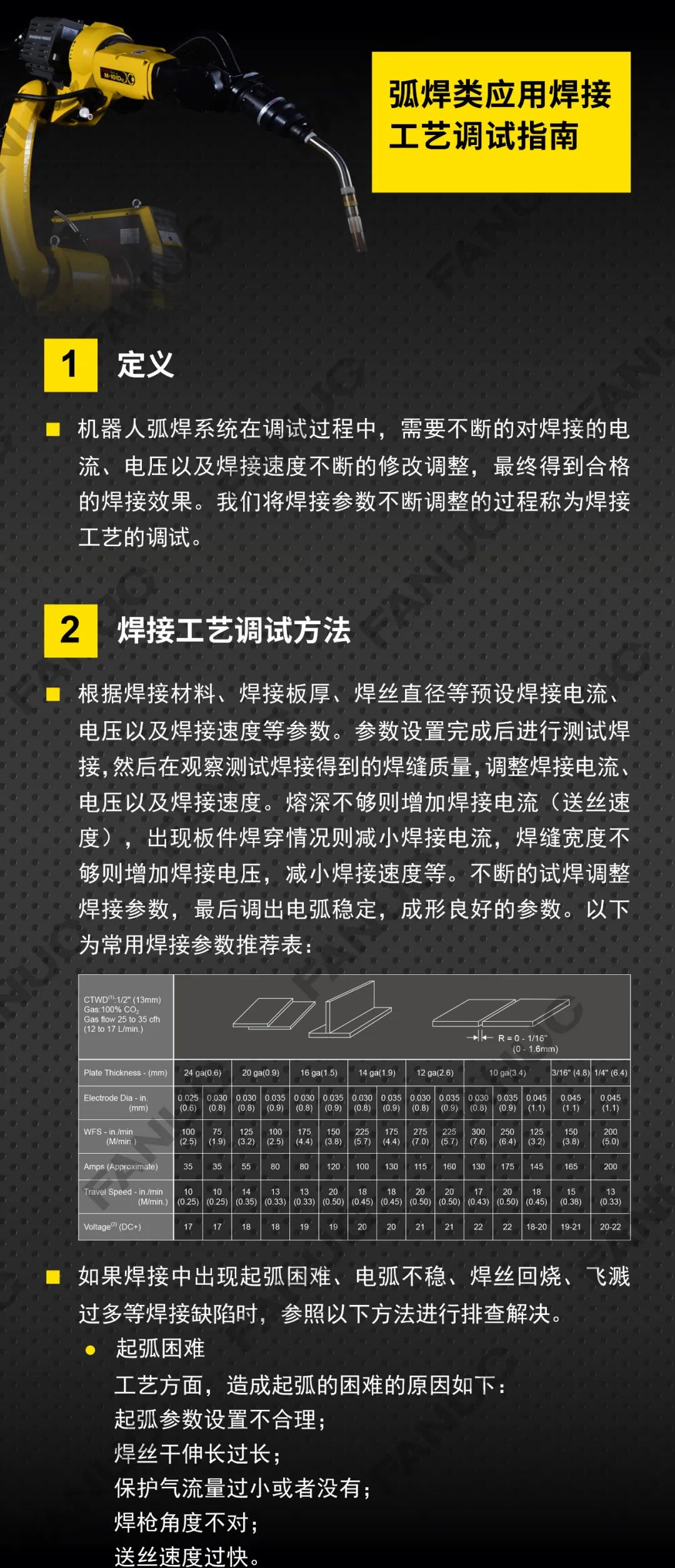
基于弧焊類應(yīng)用焊接工藝調(diào)試指南

聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報投訴
-
焊接
+關(guān)注
關(guān)注
38文章
3563瀏覽量
63235 -
弧焊
+關(guān)注
關(guān)注
2文章
39瀏覽量
16106
原文標(biāo)題:機器人知識館丨弧焊類應(yīng)用焊接工藝調(diào)試指南
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
熱點推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊
本文介紹了三種SMT(Surface Mount Technology,表面貼裝技術(shù))焊接工藝,包括回流焊、波峰焊、通孔回流焊。

機器人焊接技術(shù)在車身焊接工藝的應(yīng)用
過渡,減少了焊后清理工作;引弧可靠,良好的搭橋能力使得焊接過程操作容易;焊接過程送絲穩(wěn)定,焊接工藝專家數(shù)據(jù)庫化,簡化縮短
發(fā)表于 09-12 17:04
機器人焊接技術(shù)在車身焊接工藝的應(yīng)用
結(jié)合實例介紹了點焊機器人、螺柱焊機器人和弧焊機器人系統(tǒng)在車身焊接中的應(yīng)用。轎車車身的結(jié)構(gòu)和工藝在很大程度上決定了乘車的安全系數(shù)。車身本體是由十幾個大總成和數(shù)百個薄板沖壓件,經(jīng)點焊、弧
發(fā)表于 11-01 11:25
鋼結(jié)構(gòu)手工電弧焊焊接工藝標(biāo)準(zhǔn)
鋼結(jié)構(gòu)手工電弧焊焊接工藝標(biāo)準(zhǔn):本工藝標(biāo)準(zhǔn)適用于一般工業(yè)與民用建筑工程中鋼結(jié)構(gòu)制作與安裝手工電弧焊焊接工程。2 施工準(zhǔn)備2.1 材料及主要機具
發(fā)表于 05-24 14:11
?45次下載
焊接工藝規(guī)程及焊接工藝評定
焊接工藝評定手冊:本書圍繞焊接工藝評定這一主題,首先概括介紹了焊接結(jié)構(gòu)制造工藝和各種材料的典型焊接工藝;系統(tǒng)而詳細地論述了
發(fā)表于 09-15 08:18
?51次下載
變極性等離子弧焊接工藝研究
能量密度高、自適應(yīng)性強、對接頭裝配精度要求低、成本較低等優(yōu)點,同時也是航空航天領(lǐng)域普遍采用適合鋁合金的焊接技術(shù)。但由于等離子弧隨著焊接工藝和規(guī)范參數(shù)的改變而變化較大,獲得良好焊接接頭的
發(fā)表于 01-23 14:01
?4次下載
二保焊焊接工藝參數(shù)
短路過渡時的工藝參數(shù)短路過渡焊接采用細絲焊,常用焊絲直徑為Φ0.6~1.2,隨著焊絲直徑增大,飛濺顆粒都相應(yīng)增大。短路過渡焊接時,主要的焊接工藝
發(fā)表于 07-05 16:33
?3.6w次閱讀
一文知道波峰焊焊接工藝調(diào)試技巧
波峰焊工藝參數(shù)調(diào)節(jié)注意有調(diào)節(jié)波峰焊高度、傾角、熱風(fēng)、焊料純度、助焊劑噴涂量和波峰焊溫度。這里面主要要調(diào)節(jié)的就是波峰焊的溫度。波峰焊接工藝操作
發(fā)表于 10-01 16:45
?5541次閱讀

焊接工藝常識
本講內(nèi)容
一、電弧焊工藝常識
二、焊條電弧焊
三、特種焊接工藝方法
四、金屬材料的焊接性
五、焊接結(jié)構(gòu)設(shè)計
發(fā)表于 06-02 16:52
?0次下載
工業(yè)焊接機器人有哪幾種焊接工藝
工業(yè)焊接機器人常見的焊接工藝包括熔化焊、壓力焊和釬焊等,工業(yè)焊接機器人為了穩(wěn)定焊接質(zhì)量,廠家需要
焊接工藝評定基本常識有哪些
焊接工藝評定工作是整個焊接工作的前期準(zhǔn)備。焊接工藝評定工作是驗證所擬定的焊件及有關(guān)產(chǎn)品的焊接工藝的正確性而進行的試驗過程和結(jié)果評價。
薄板拼焊激光焊接工藝
薄板拼焊激光焊接工藝具有熱影響區(qū)小、速度快、焊接質(zhì)量高等優(yōu)點,廣泛應(yīng)用于汽車、航空航天、電子設(shè)備等領(lǐng)域。未來,該工藝將向高效、高精度、智能化方向發(fā)展,拓展更多應(yīng)用領(lǐng)域,推動制造業(yè)發(fā)展。
氮氣回流焊 vs 普通回流焊:如何選擇更適合你的SMT貼片加工焊接工藝?
氮氣回流焊 vs 普通回流焊:如何選擇更適合你的SMT貼片加工焊接工藝?




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論