 造紙真空壓榨輥軸承位磨損?用這種方法修復,可以讓維修變得更簡單有效
造紙真空壓榨輥軸承位磨損?用這種方法修復,可以讓維修變得更簡單有效

壓榨輥的軸承位由于該部位直接裝配軸承,且裝配形式為1:12的錐度面配合,所以隨著設備的長時間低速重載運行,錐度配合面很容易出現松動,進而預緊力不足,如果沒有及時緊固鎖緊盤,在低速重載的工況下,壓榨輥的軸承位很容易出現軸承失效或者軸承位磨損,為了避免計劃外停機后導致手無足措,除了事前動態監測外,還要掌握一些在線修復工藝。
某造紙行業真空壓榨輥出現了軸溫上升,油脂已經變稀流淌出來,出現問題后緊急停機,立即更換新輥子,隨后舊輥子交接到機修部門進行維護,隨后拆卸輥子軸承發現軸承位出現了磨損,對于軸類的磨損該企業多次與我們合作,為此該企業再次選擇我們采用高分子復合材料進行軸磨損修復。
企業設備參數如下:
修復設備:壓榨輥(2根)
軸承型號:23096CAKE4C3S11
磨損量:單邊1-1.3mm不等
車速:700+m/min
修復工藝:材料定位法
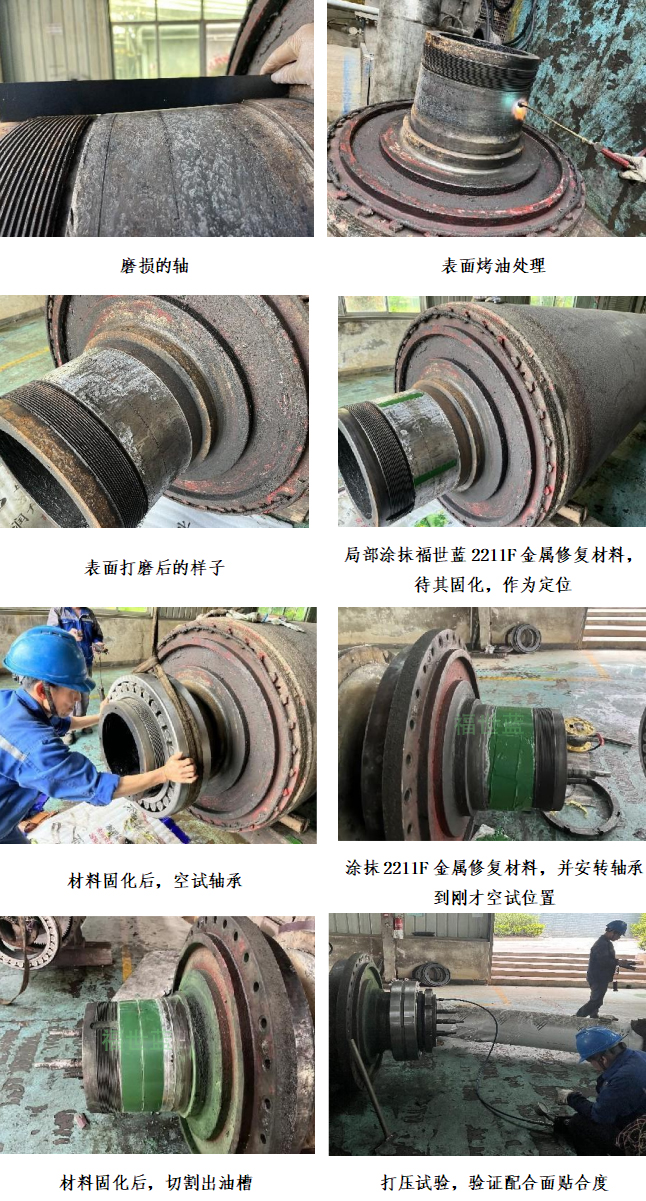
真空壓榨輥軸承位磨損修復步驟:
1、以軸徑未磨損的面作為定位基準,設計并加工一把樣板尺;
2、用氧氣-乙炔火焰對磨損面進行烘烤,以去除表面的油污;
3、用磨光機將其修復表面打磨粗糙;
4、調和少量福世藍2211F金屬修復材料,按照上下左右方向,分別一段的涂抹在修復軸上;
5、用樣板尺將其涂抹的材料,分別刮研出來;
6、自然固化,或加熱加快固化;
7、固化后,用砂紙修磨下毛邊,并空試下新軸承,比測量好其空試距離;
8、用加工好的樣板尺,測量修復部位的磨損量,并計算材料用量;
9、按照2:1比例調和福世藍2211F金屬修復材料,并涂抹在修復表面;
10、在其新軸承內表面薄薄的涂抹一層福世藍803脫模劑;
11、利用新軸承為模具,裝配新軸承到空試的位置;
12、自然固化,或加熱加快固化;
13、固化后,用磨光機、銼刀等工具,去除周圍擠出的多余材料,并切割出油槽及油孔;
14、進行打壓試驗,驗證修復面與軸承的配合度,打壓試驗成功即修復完成。
-
軸承
+關注
關注
4文章
2384瀏覽量
34709 -
修復
+關注
關注
1文章
719瀏覽量
23918
發布評論請先 登錄
造紙靴壓機遠程監控運維系統方案
鑄鐵地軌T型槽磨得不像樣?地軌變形?簡單幾步教你輕松搞定!
鑄鐵平臺/平板越用越不準?別慌,科學維護方案讓精度重回巔峰!
鎢管激光熔覆修復技術的核心原理及優勢
電池修復漏液的原因與處理

水泵軸承磨損如何通過振動信號提前預警?

有多少種方法可以進行頻響曲線測量?

基于 EtherCAT 轉 MODBUS RS485 的軋輥軸承智能溫控系統應用

制漿造紙設備運維管理系統方案

機械設備中軸承磨損失效模式剖析與測量




 工商網監
工商網監
評論