 激光干涉儀在幾何誤差軟件補償技術上的實踐
激光干涉儀在幾何誤差軟件補償技術上的實踐

本文原載于《內蒙古教育》,作者:廣東省工商高級技工學校溫劍藝
零件的制造、設備安裝和保養及長時間運行零件間的相互摩擦造成的磨損等導致機床幾何誤差產生,是加工精度降低的主要因素。為了提高機床的加工精度,需要對機床進行幾何誤差補償。有研究表明,數控機床在溫度變化影響不大的情況下幾何誤差較為穩定,因此,提高機床精度可采取誤差補償的方式。對于誤差的產生、檢測和補償國內外很多學者進行了深入的研究分析 , 并在各自的理論基礎上分別建立了數控機床幾何誤差運動數學模型和誤差辨識模型 , 為誤差補償的研究實踐提供了方向。
一、三軸立式數控銑床幾何誤差檢測方法
機床的幾何誤差是機床結構系統的誤差,即為幾何誤差,包括機床各部件工作表面的幾何形狀和相互位置誤差、零件尺寸誤差和裝配誤差。三軸立式數控銑床幾何誤差理論上可達21種。從目前認可的研究結果來看,誤差辨識方法主要有幾類 : 單項誤差直接測量、綜合誤差測量和間接測量法。
(一)單項誤差直接測量法
單項誤差直接測量法是利用相關測量儀器依據測量基準 , 對數控機床的各項幾何誤差逐一測量 , 即可得到分離的單項幾何誤差參數,適用于一些傳統的檢測量具。例如,可利用電子水平儀測量數控機床的剩余轉角誤差 ,可利用激光干涉儀裝置測量數控銑床的直線性誤差。
(二)綜合誤差測量參數辨識法
綜合誤差測量參數辨識法是采用“數學辨識模型 + 特定點空間位置誤差”測量機床在運行正常的情況下出現的誤差,并獲得單項誤差數據。綜合誤差辨識是先通過數學建模 , 然后基于模型對其測量點的綜合誤差進行分離辨識 , 從而間接得到機床各項幾何誤差離散值。
二、三軸立式數控銑床幾何誤差的建模理論
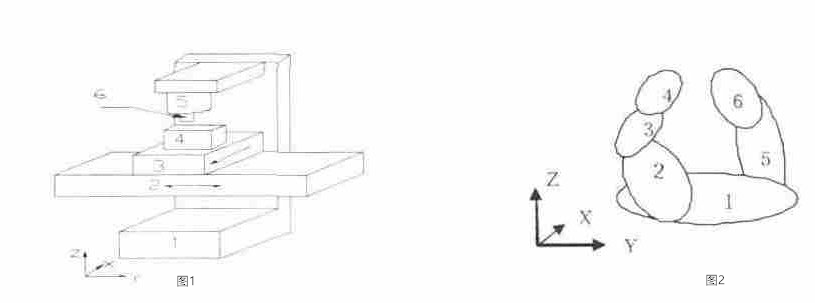
按認可的觀點,誤差建模是三軸數控銑床誤差測量、誤差補償的關鍵。根據多體系統運動學理論和拓撲結構理論,把三軸立式數控銑床結構建立結構示意圖(如圖1所示)和抽象的拓撲結構圖(如圖2所示),可以以立柱、床身(固定軸1)為基礎建立2個分支和3個運動軸,兩個分支終端是工件4和刀具6。
三、幾何誤差軟件補償技術
幾何誤差軟件補償技術是一種直接作用于機床的誤差補償方法,通過對數控機床加工指令進行修改達到提高加工精度、減少幾何誤差的目的。目前,數控機床幾何誤差補償多采取軟件補償的方法,分數控程序算法修正和控制器修正。控制器補償可分為嵌入軟件和參數修正。數控程序算法修正是指將程序在數控加工環節和后處理環節中的處理,數控程序補償可分為后處理器和數控指令修正。
三軸立式數控銑床是通過數控指令控制刀具的切削運動。基于多體系統理論,采取軟件補償的方法對數控指令進行實時修正,實時調整刀具中心運動提高加工精度。幾何誤差補償軟件補償可分為仿真模塊、建模模塊、補償模塊、測量模塊四部分,其原理是通過誤差補償軟件修改數控指令,用修正后的數控指令驅動數控機床,調整刀具中心運動軌跡,減少刀尖實際位置與理論位置之間的誤差,提高加工精度。其中,仿真模塊是利用 UG、CAXA 等軟件可快速、直觀對比補償前后程序的仿真效果 ;建模模塊是通過設置一系列的參數(如機床切削參數、刀具尺寸、設置坐標系等)實現三軸數控機床誤差模型的建立 ;補償模塊是依據測量的誤差數據和誤差補償模型補償或者修正導入數控程序的誤差 ;測量模塊是通過檢測獲取原始數據,包括 X 軸幾何誤差、Y 軸幾何誤差、Z 軸幾何誤差、垂直幾何誤差。
四、激光干涉儀測量與建模
激光干涉儀測量一般屬于一維的準靜態測量方法。激光干涉儀可在較快的位移速度下測量較大的距離,測量精度高,一般為 0.1μm,可用于檢測直線度、垂直度、俯仰與偏擺、平面度、平行度等幾何誤差。激光干涉儀穩定性好,抗干擾能力強,能對測量數據進行自動處理,適合在一般車間條件下使用。
本次使用的中圖儀器 SJ6000 激光干涉儀不僅能自動測量機器的誤差,還能通過 RS232 接口自動對其線性誤差進行補償,比通常的補償方法節省了大量時間,避免了手工計算和手動數控鍵入而引起的操作者誤差。同時還可zui大限度地選用被測軸上的補償點數,使機床達到zui佳精度。另外操作者無需具有機床參數及補償方法的知識。激光干涉儀 , 可以對X、Y、Z 三軸進行分別測量,可以測得滾動、偏擺、俯仰以及位置度誤差。操作如下 :
X 軸測量 :固定 Y 軸和 Z 軸,X 軸從 A0 點移動到 A 點,測取數值。
Y 軸測量 :固定 X 軸和 Z 軸,Y 軸從 B0 點移動到 B 點,測取數值。
Z 軸測量 :固定 X 軸和 Y 軸,Z 軸從 C0 點移動到 C 點,測取數值。
五、軟件補償技術的應用
ZXK-32D 三軸立式數控銑床曾經被洪水浸泡,同時維護保養跟不上,長久使用后精度明顯降低。本次實驗旨在嘗試提高數控銑床精度,在不改變機床的硬件的前提下,對其進行建模測量和實施誤差補償,分別比較驗證軟件補償前后加工數據,以判斷軟件補償技術是否有效。
ZXK-32D 型三軸立式數控鐵床(廣州數控機床有限公司)的基本參數為 :
工作臺面積(寬×長 )320mm×900mm ;
型槽(槽數 - 槽寬 × 槽距)3-14×100 ;
工作臺承載工件重量300kg ;
工作臺左右行程(X 向)550mm ;
工作臺前后行程(Y 向)320mm ;
主軸箱上下行程(Z 向)300mm ;
主軸端面距工作臺面距離 50~350mm ;
主軸中心線至立柱導軌面距離300mm ;
主軸錐孔MT4 主軸電機功率 1.5/2.2KW ;
主軸轉速范圍 (6 級 ) 265~1815 r.p.m ;
進給速度 1~1500 mm/min ;
快速移動速度3m/min;
線性坐標的定位精度 X/Y/Z:0.04/0.03/0.03 mm ;
線性坐標的重復定位精度 X/Y/Z :0.02/0.015/0.015 mm。
綜合考慮各種因素,本次三軸數控銑床的幾何誤差的設備使用中圖儀器 SJ6000 激光干涉儀采用直接測量法。試驗零件如圖3所示,具體毛坯參數:200mm×200mm×30mm,鋁。零件加工中的具體參數為 :直柄鍵槽銑刀 Φ10mm,三軸數控銑床主軸轉速 1000 r/min,切削進給速度為 80 mm/min。在進行零件加工的時候,為了zui大限度地降低切削力誤差造成影響,前后兩次零件的試切均選擇小切削量低速進給的加工方法。
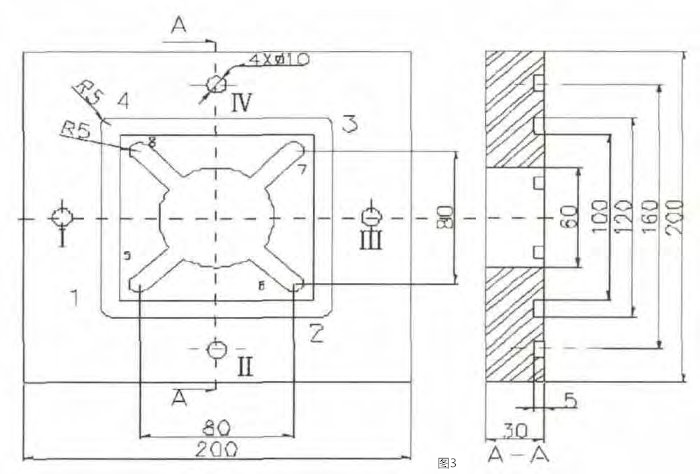
直線度值的測量選用 DRAGON1075 型手動三坐標測量機,測量點選擇如圖 3 所示,工件四邊直線 (1,2,3,4) 和工件對角線(5-7,6-8)。點心偏差的測量則選取Ⅰ點中心建立一個局部坐標系,再在Ⅱ點、Ⅲ點、Ⅳ點分別測量相對位置,在加工測量前后注意比較理想坐標值和實際測量的坐標值,驗證試驗工件的相關參數,如表 2 所示。
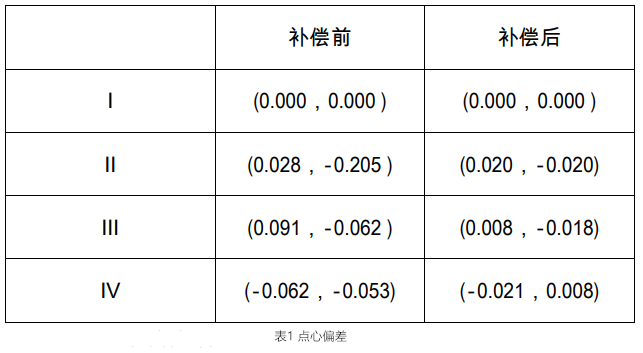

從以上兩個表格數據可以看出,數控機床在幾何誤差軟件補償后,機床直線加工精度和定點運動精度都得到了提高。
六、結束語
實踐證明,本次將軟件補償技術應用到三軸立式數控銑床幾何誤差的修正中,雖然受到檢測設備成本和檢測補償技術水平的限制沒能從各個方面做出詳細檢測和補償,但數據結果顯示,軟件補償技術能有效提高機床的加工精度。
-
激光干涉儀
+關注
關注
0文章
83瀏覽量
8714 -
雙頻激光干涉儀
+關注
關注
0文章
2瀏覽量
6946
發布評論請先 登錄
激光干涉儀測量案例:醫療CT滑軌運行精度及旋轉架定位精度檢測
白光干涉儀在晶圓深腐蝕溝槽的 3D 輪廓測量
電壓放大器:相位調制零差干涉儀性能評價實驗的關鍵驅動力
白光干涉儀與激光干涉儀的區別及應用解析

探索掃描白光干涉術:校準、誤差補償與高精度測量技術

VirtualLab Fusion:用于光學檢測的斐索干涉儀
Aigtek電壓放大器在光纖干涉儀噪聲抑制研究中的應用
光學實驗教具應用:邁克爾遜干涉儀實驗
FRED應用:天文光干涉儀
電壓放大器在線性相位調制雙零差干涉儀位移測量實驗中的應用


X射線成像系統:Kirkpatrick-Baez鏡和單光柵干涉儀
VirtualLab Fusion應用:用于X射線成像的單光柵干涉儀
安泰電壓放大器在相位調制零差干涉儀性能評價實驗中的應用



 工商網監
工商網監
評論