 激光深熔焊
激光深熔焊

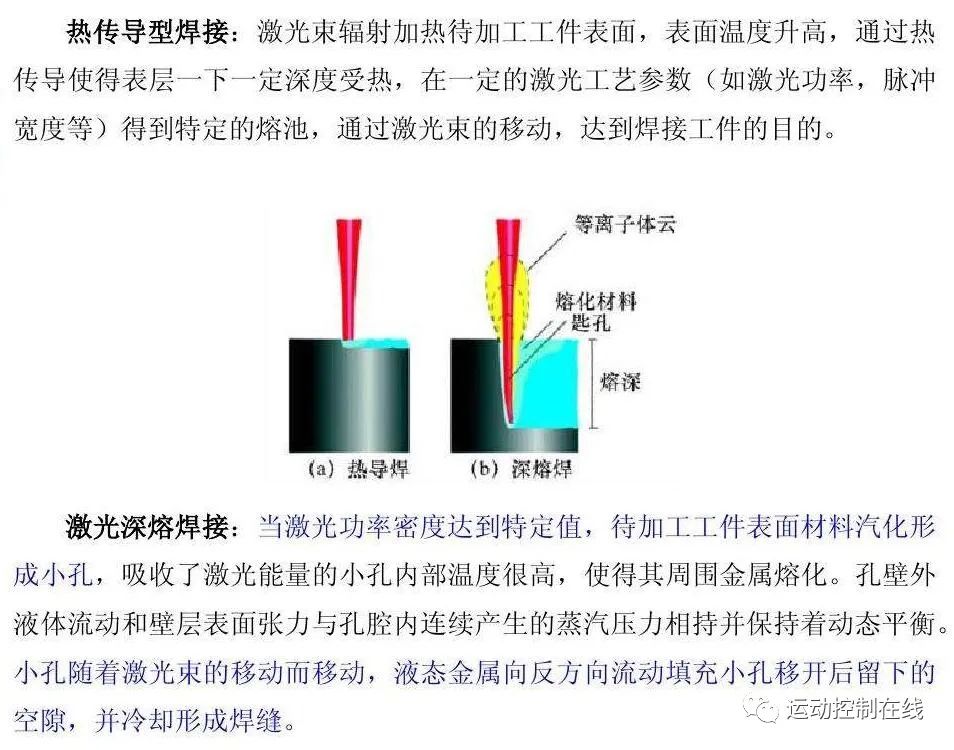
1、冶金過程及工藝理論。激光深熔焊冶金物理過程與電子束焊極為相似,即能量轉換機制是通過“小孔”結構來完成的。在足夠高的功率密度光束照射下,材料產生蒸發形成小孔。這個充滿蒸汽的小孔猶如一個黑體,幾乎全部吸收入射光線的能量,孔腔內平衡溫度達25000度左右。熱量從這個高溫孔腔外壁傳遞出來,使包圍著這個孔腔的金屬熔化。小孔內充滿在光束照射下壁體材料連續蒸發產生的高溫蒸汽,小孔四壁包圍著熔融金屬,液態金屬四周即圍著固體材料。孔壁外液體流動和壁層表面張力與孔腔內連續產生的蒸汽壓力相持并保持著動態平衡。光束不斷進入小孔,小孔外材料在連續流動,隨著光束移動,小孔始終處于流動的穩定態。就是說,小孔和圍著孔壁的熔融金屬隨著前導光束前進速度向前移動,熔融金屬填充著小孔移開后留下的空隙并隨之冷凝,焊縫于是形成。
2、影響因素。對激光深熔焊產生影響的因素包括:激光功率,激光束直徑,材料吸收率,焊接速度,保護氣體,透鏡焦長,焦點位置,激光束位置,焊接起始和終止點的激光功率漸升、漸降控制。
3、激光深熔焊的特征:特征:(1)高的深寬比。因為熔融金屬圍著圓柱形高溫蒸汽腔體形成并延伸向工件,焊縫就變得深而窄。(2)最小熱輸入。因為源腔溫度很高,熔化過程發生得極快,輸入工件熱量極低,熱變形和熱影響區很小。(3)高致密性。因為充滿高溫蒸汽的小孔有利于熔接熔池攪拌和氣體逸出,導致生成無氣孔熔透焊接。焊后高的冷卻速度又易使焊縫組織微細化。(4)強固焊縫。(5)精確控制。(6)非接觸,大氣焊接過程。
4、激光深熔焊的優點:(1)由于聚焦激光束比常規方法具有高得多的功率密度,導致焊接速度快,熱影響區和變形都較小,還可以焊接鈦、石英等難焊材料。(2)因為光束容易傳輸和控制,又不需要經常更換焊炬、噴嘴,顯著減少停機輔助時間,所以有荷系數和生產效率都高。(3)由于純化作用和高的冷卻速度,焊縫強,綜合性能高。(4)由于平衡熱輸入低,加工精度高,可減少再加工費用。另外,激光焊接的動轉費用也比較低,可以降低生產成本。(5)容易實現自動化,對光束強度與精細定位能進行有效的控制。
5、激光深熔焊設備:激光深熔焊通常選用連續波CO2激光器,這類激光器能維持足夠高的輸出功率,產生“小孔”效應,熔透整個工件截面,形成強韌的焊接接頭。就激光器本身而言,它只是一個能產生可作為熱源、方向性好的平行光束的裝置。如果把它導向和有效處理后射向工件,其輸入功率就具有強的相容性,使之能更好的適應自動化過程。為了有效實施焊接,激光器和其他一些必要的光學、機械以及控制部件一起共同組成一個大的焊接系統。這個系統包括激光器、光束傳輸組件、工件的裝卸和移動裝置,還有控制裝置。這個系統可以是僅由操作者簡單地手工搬運和固定工件,也可以是包括工件能自動的裝、卸、固定、焊接、檢驗。這個系統的設計和實施的總要求是可獲得滿意的焊接質量和高的生產效率。
DMC640MH激光焊錫示教系統,焊接過程中,如焊接點線位時,我們可對激光器輸出的激光功率進行有效的控制,根據每個焊接點的特性控制不同焊點時匹配的激光功率,從而保證激光焊接質量,避免出現PCB板燒板或虛焊現象。預送錫焊接工藝,降低上錫難度,提升上錫準確率,解決焊料多寡一致性問題。

-
激光
+關注
關注
21文章
3658瀏覽量
69633
發布評論請先 登錄
展會邀請 | 深視智能邀您共赴CIEX2026天津工博會

深地鉆探用鉆桿深孔孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
燃料電池電堆極板流場深孔孔深3D輪廓測量-激光頻率梳3D輪廓技術
特種爆破裝置傳爆深孔孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
“大理石深雕”進入激光時代,瑞豐恒紫外激光器再秀實力!

深視課堂丨點激光位移傳感器SD33/SD22系列接線與安裝教程(第一課)
新啟航發布深孔測量新方案:激光頻率梳突破光學限制,達 2μm精度 130mm 深度
起落架深孔型腔內輪廓的檢測探究 - 激光頻率梳 3D 輪廓檢測
新能源電池深孔極片測量突破:新啟航激光頻率梳技術消除光學遮擋,達 2um 級精度
立式數控深孔鉆的工藝及光學檢測方法 —— 激光頻率梳 3D 輪廓檢測
激光焊接技術在焊接壓力腔組件工藝中的應用

解析芯片的激光精密焊接,錫膏如何成為最佳搭檔


基于激光頻率梳原理對深孔內輪廓測量方法的探究
深視智能SGI系列激光位移傳感器精密測量塑料葉片高度差



 工商網監
工商網監
評論