 SOLIDWORKS鈑金折彎參數設置技巧
SOLIDWORKS鈑金折彎參數設置技巧

折彎系數早期是沒有計算方法的,工廠都是根據實際經驗確定下來的經驗公式。
記錄下來一個經驗數據表或簡單的經驗公式。后來才出現的中性層概念,即既不伸長也不壓縮的那一層為中性層。可以用來計算展開長度。SOLIDWORKS鈑金折彎參數也是整合了所有的計算方法,用于軟件內部的計算。但是沒有解決根本問題,找出更簡單的折彎計算公式。
K因子是SOLIDWORKS鈑金折彎參數中好用的,90度折彎和非90度折彎都可以用。可是實際使用中我們并不知道K因子數值應該設置為多少。前面我說過K因子設置時,和折彎半徑有關,但是這個關系我們并不知道是什么。今天我研究出來一個新方法,將K因子設置為一個定值,不管厚度為多少,都可以很方便的計算出折彎系數,展開長度也很準確。可以算是折彎系數更簡單的使用方法了。
下面來演示一下具體怎么操作:
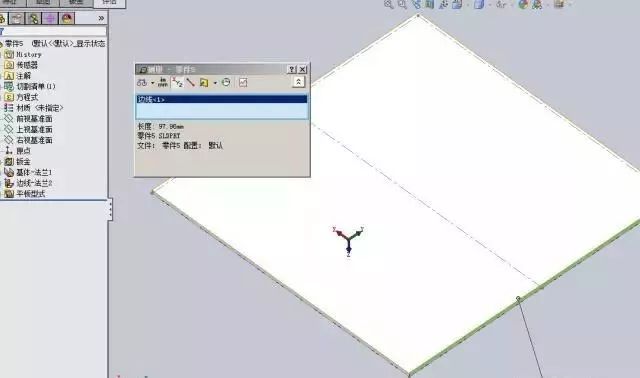
打開SOLIDWORKS軟件畫鈑金件,長度為100,寬度為50的鈑金件。做一個邊線法蘭高度為50的折彎。如下圖:
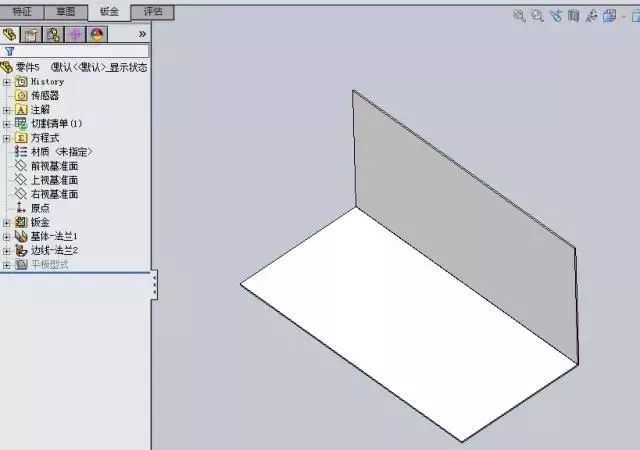
SolidWorks鈑金折彎
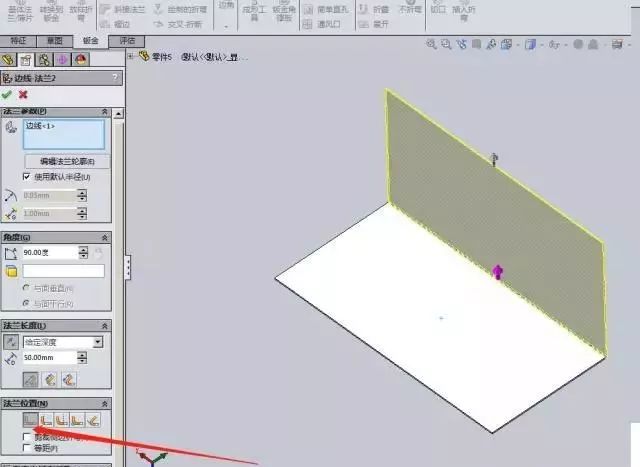
邊線法蘭注意事項
注意:做邊線法蘭時,法蘭位置選擇材料在內,這樣保證折彎尺寸不管是厚度多大,半徑多大,永遠是設定的數值。這里為了驗證方便,實際使用中各種位置都可以使用。
開始設置鈑金參數:點選鈑金,右鍵編輯特征,鈑金厚度設置為0.5,折彎半徑設置有個技巧,要設置為:輸入“=”號,全局變量,厚度0.5mm,出現=“厚度”時,在/10,如下圖:

折彎半徑設置

折彎半徑設置
設置原理:折彎半徑設置為厚度的1/10,這樣畫鈑金件時,不會因為折彎半徑太大而出現縫隙很大的情況。其中K因子為一個定值,我們測算鈑金件展開長度。
厚度為0.5的鈑金件,折彎尺寸都為50,展開長度為99.15mm。
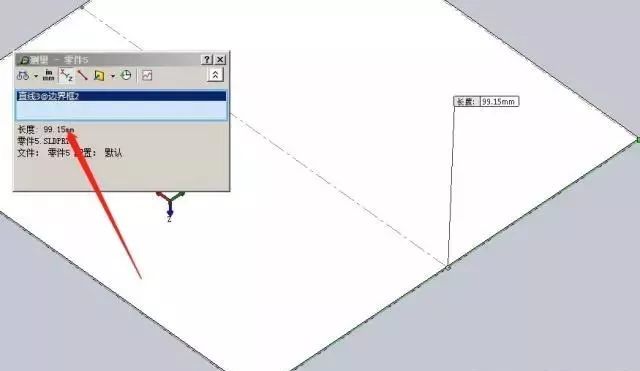
0.5厚度展開長度
厚度為1.0的鈑金件,折彎尺寸都為50,展開長度為98.3mm。
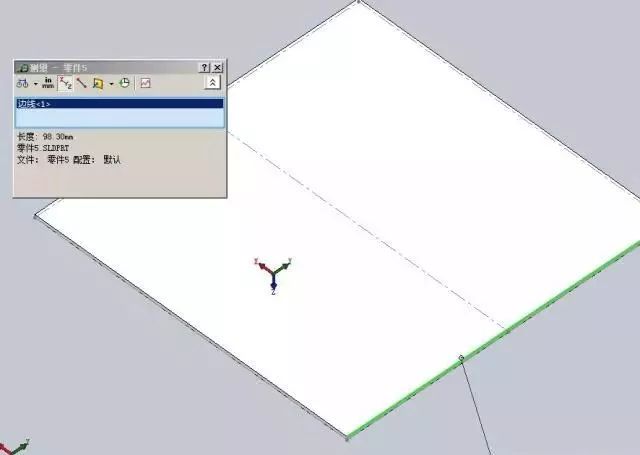
1.0厚度展開長度
厚度為1.2的鈑金件,折彎尺寸都為50,展開長度為97.96mm。
1.2厚度展開長度
后面的厚度測算我就不一一發圖了。測試數據全部真實,總結表格出來后,驚人的發現。所有數據都符合我講的的折彎扣除等于材料厚度的1.7倍的規律。下面表格就是我測試的數據:
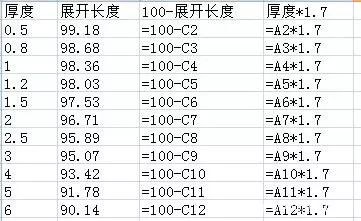
折彎系數驗證公式

折彎系數
這樣是不是很方便,只需要設置K因子,折彎半徑為厚度的1/10,就可以計算出準確的展開長度了。
審核編輯黃宇
-
solidworks
+關注
關注
7文章
893瀏覽量
27228
發布評論請先 登錄

如何設置D2590驅動器的電流環參數?
鈑金成型總出瑕疵?ZEISS INSPECT 全流程盯防,尺寸精度不 “差口氣”!

基于鋇錸BL370的邊緣智能折彎機控制系統解決方案
如何查看電能質量在線監測裝置的數據自動清理規則參數設置是否成功?

MADDT1205A21驅動器有哪些參數設置?
東元310變頻器通信參數設置
無線充電發射線圈參數設置
PLC數據采集平臺需要設置哪些參數
吉時利2600B源表在光伏IV曲線測試中的參數設置方法

匯川技術與萬控智造就共建鈑金成型行業智能化發展達成戰略合作
速看!發那科機器人做為profinet轉ethernetip主站參數設置,每步都關鍵

臺達變頻器怎么調參數

變頻器參數設置類故障原因分析及處理




 工商網監
工商網監
評論