 車細長軸如何控制彎曲變形?
車細長軸如何控制彎曲變形?

在機械加工過程中,有很多軸類零件的長徑比L/d>25。在切削力、重力和頂尖頂緊力的作用下, 橫置的細長軸很容易彎曲甚至失穩,因此,車削細長軸時必須改善細長軸的受力問題。
加工方法:采用反向進給車削, 選用合理的刀具幾何參數、切削用量、拉緊裝置和軸套式跟刀架等一系列有效措施。
01
車削細長軸產生彎曲變形的因素分析
在車床上車削細長軸采用的傳統裝夾方式主要有兩種:一種方式是:一夾一頂安裝;另一種方式是:兩頂尖安裝。這里主要分析一夾一頂的裝夾方式。如圖1所示。
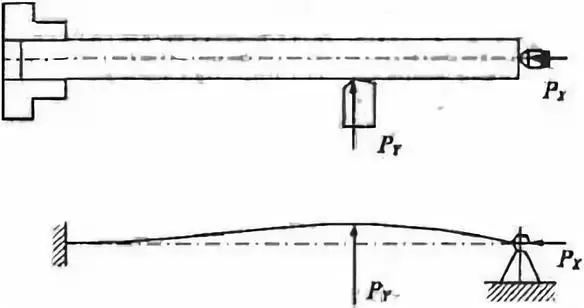
圖1 一夾一頂裝夾方式及受力分析
通過實際加工分析,車削引起細長軸彎曲變形的原因主要有:
(1)切削力導致變形
在車削過程中,產生的切削力可以分解為軸向切削力PX、徑向切削力PY及切向切削力PZ。不同的切削力對車削細長軸時產生彎曲變形的影響是不同的。
1)徑向切削力PY的影響
徑向切削力是垂直作用在通過細長軸軸線水平平面內的,由于細長軸的剛性較差,徑向力將會把細長軸頂彎,使其在水平面內發生彎曲變形.徑向切削力對細長軸彎曲變形的影響,見圖1。
2)軸向切削力PX的影響
軸向切削力是平行作用在細長軸軸線方向上的,它對工件形成一個彎矩。對于一般的車削加工,軸向切削力對工件彎曲變形的影響并不大,可以忽略。但是由于細長軸的剛性較差,其穩定性也較差,當軸向切削力超過一定數值時,將會把細長軸壓彎而發生縱向彎曲變形。如圖2所示。
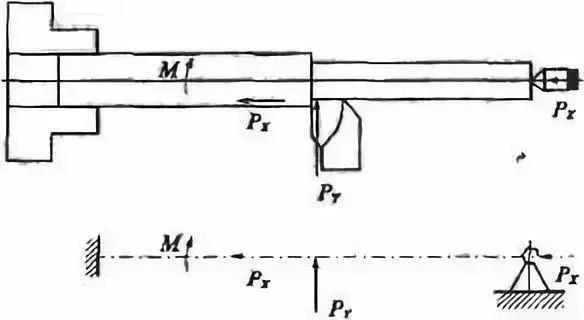
圖2 軸向切削力的影響及受力分析
(2)切削熱產生的影響
加工產生的切削熱,會引起工件熱變形伸長。由于在車削過程中,卡盤和尾架頂尖都是固定不動的,因此兩者之間的距離也是固定不變的。這樣細長軸受熱后的軸向伸長量受到限制,導致細長軸受到軸向擠壓而產生彎曲變形。
因此可以看出,提高細長軸的加工精度問題,實質上就是控制工藝系統的受力及受熱變形的問題。
02
提高細長軸加工精度的措施
在細長軸加工過程中,為提高其加工精度,應根據不同的生產條件,采取不同的措施,以提高細長軸的加工精度。
(1)選擇合適的裝夾方法
在車床上車削細長軸采用的兩種傳統裝夾方式中,采用雙頂尖裝夾,工件定位準確,容易保證同軸度。但用該方法裝夾細長軸,其剛性較差,細長軸彎曲變形較大,而且容易產生振動.因此只適宜于安裝長徑比不大、加工余量較小、同軸度要求較高的工件。
加工細長軸通常采用一夾一頂的裝夾方式。但是在該裝夾方式中,如果頂尖頂得太緊,除了可能將細長軸頂彎外,還能阻礙車削時細長軸的受熱伸長,導致細長軸受到軸向擠壓而產生彎曲變形。另外卡爪夾緊面與頂尖孔可能不同軸,裝夾后會產生過定位,也能導致細長軸產生彎曲變形.因此采用一夾一頂裝夾方式時,頂尖應采用彈性活頂尖,使細長軸受熱后可以自由伸長,減少其受熱彎曲變形;同時可在卡爪與細長軸之間墊入一個開口鋼絲圈,以減少卡爪與細長軸的軸向接觸長度,消除安裝時的過定位,減少彎曲變形。如圖3所示。
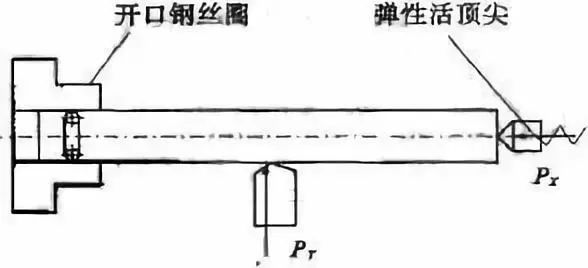
圖3 一夾一頂裝夾的改進方式
(2)直接減少細長軸受力變形
1)采用跟刀架和中心架
采用一夾一頂的裝夾方式車削細長軸,為了減少徑向切削力對細長軸彎曲變形的影響,傳統上采用跟刀架和中心架,相當于在細長軸上增加了一個支撐,增加了細長軸的剛度,可有效地減少徑向切削力對細長軸的影響。
2)采用軸向拉夾法車削細長軸
采用跟刀架和中心架,雖然能夠增加工件的剛度,基本消除徑向切削力對工件的影響。但還不能解決軸向切削力把工件壓彎的問題,特別是對于長徑比較大的細長軸,這種彎曲變形更為明顯。因此可以采用軸向拉夾法車削細長軸。軸向夾拉車削是指在車削細長軸過程中,細長軸的一端由卡盤夾緊,另一端由專門設計的夾拉頭夾緊,夾拉頭給細長軸施加軸向拉力,如圖4所示。
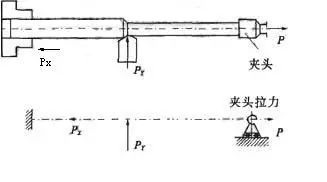
圖4 軸向夾拉車削及受力情況
在車削過程中,細長軸始終受到軸向拉力,解決了軸向切削力把細長軸壓彎的問題。同時在軸向拉力的作用下,會使細長軸由于徑向切削力引起的彎曲變形程度減小;補償了因切削熱而產生的軸向伸長量,提高了細長軸的剛性和加工精度。
3)采用反向切削法車削細長軸
反向切削法是指在細長軸的車削過程中,車刀由主軸卡盤向尾架方向進給,如圖5所示。
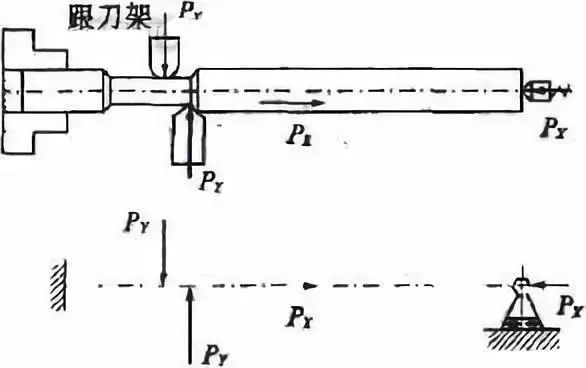
圖5 反向切削法加工及受力分析
這樣在加工過程中產生的軸向切削力使細長軸受拉,消除了軸向切削力引起的彎曲變形。同時,采用彈性的尾架頂尖,可以有效地補償刀具至尾架一段的工件的受壓變形和熱伸長量,避免工件的壓彎變形。
采用雙刀車削細長軸改裝車床中滑板,增加后刀架,采用前后兩把車刀同時進行車削,如圖6所示。
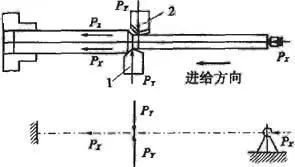
圖6 雙刀加工及受力分析
兩把車刀,徑向相對,前車刀正裝,后車刀反裝。兩把車刀車削時產生的徑向切削力相互抵消。工件受力變形和振動小,加工精度高,適用于批量生產。
4)采用磁力切削法車削細長軸
磁力切削法的原理與反向切削法原理基本相同。在車削過程中,細長軸由于受到磁力拉伸的作用,可以減少細長軸加工時的彎曲變形,提高細長軸加工精度。
(3)合理地控制切削用量
切削用量選擇的是否合理,對切削過程中產生的切削力的大小、切削熱的多少是不同的。因此對車削細長軸時引起的變形也是不同的。
1)切削深度(t)
在工藝系統剛度確定的前提下,隨著切削深度的增大,車削時產生的切削力、切削熱隨之增大,引起細長軸的受力、受熱變形也增大。因此在車削細長軸時,應盡量減少切削深度。
2)進給量(f)
進給量增大會使切削厚度增加,切削力增大。但切削力不是按正比增大,因此細長軸的受力變形系數有所下降.如果從提高切削效率的角度來看,增大進給量比增大切削深度有利。
3)切削速度(v)
提高切削速度有利于降低切削力。這是因為,隨著切削速度的增大,切削溫度提高,刀具與工件之間的摩擦力減小,細長軸的受力變形減小。但切削速度過高容易使細長軸在離心力作用下出現彎曲,破壞切削過程的平穩性,所以切削速度應控制在一定范圍。對長徑比較大的工件,切削速度要適當降低。
(4)選擇合理的刀具角度
為了減小車削細長軸產生的彎曲變形,要求車削時產生的切削力越小越好,而在刀具的幾何角度中,前角、主偏角和刃傾角對切削力的影響最大。
1)前角(γ)
前角(γ) 其大小直接著影響切削力、切削溫度和切削功率.增大前角,可以使被切削金屬層的塑性變形程度減小,切削力明顯減小。增大前角可以降低切削力,所以在細長軸車削中,在保證車刀有足夠強度前提下,盡量使刀具的前角增大,前角一般取γ=13°~17°。
2)主偏角(kr)
主偏角(kr) 其大小影響著3個切削分力的大小和比例關系。隨著主偏角的增大,徑向切削力明顯減小,切向切削力在60°~90°時卻有所增大。在60°~75°范圍內,3個切削分力的比例關系比較合理。在車削細長軸時,一般采用大于60°的主偏角。
3)刃傾角(λs)
刃傾角(λs)傾角影響著車削過程中切屑的流向、刀尖的強度及3個切削分力的比例關系。隨著刃傾角的增大,徑向切削力明顯減小,但軸向切削力和切向切削力卻有所增大。刃傾角在-10°~+10°范圍內,3個切削分力的比例關系比較合理。在車削細長軸時,常采用正刃傾角0°~+10°,以使切屑流向待加工表面。
03
結論
由于細長軸剛性差,車削時產生的受力、受熱變形較大,很難保證細長軸的加工質量要求。通過采用合適的裝夾方式和先進的加工方法,選擇合理的刀具角度和切削用量等措施,可以保證細長軸的加工質量要求。
審核編輯 :李倩
-
刀具
+關注
關注
0文章
46瀏覽量
9864 -
車削
+關注
關注
0文章
17瀏覽量
8345
原文標題:車細長軸如何控制彎曲變形?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
六軸驅動,如何一步到位?TMCM-6214 的多軸控制!

pcba板分板時允許變形是多少
從根源解決PCB負膜變形:材料、環境、工藝三位一體控制法
高壓放大器在介電高彈聚合物疊層彎曲驅動器中的應用

光纖的最小彎曲半徑是多少?
高壓放大器:介電高彈聚合物疊層彎曲驅動器的核心驅動力
多模光纖的彎曲半徑是多少
GraniStudio:控制軸設置例程

耐彎曲光纖有哪些型號

光纖跳線可以彎曲嗎
運動控制軸和單軸控制區別怎么選?工業自動化工程師一文講透!

為什么PCB變形彎曲?如何解決?
克拉克變換&帕克變換:電機界的“變形金剛”雙人組
光纖彎曲對通信系統的影響
安泰電壓放大器在機翼變形控制系統研究中的應用




 工商網監
工商網監
評論