 【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量

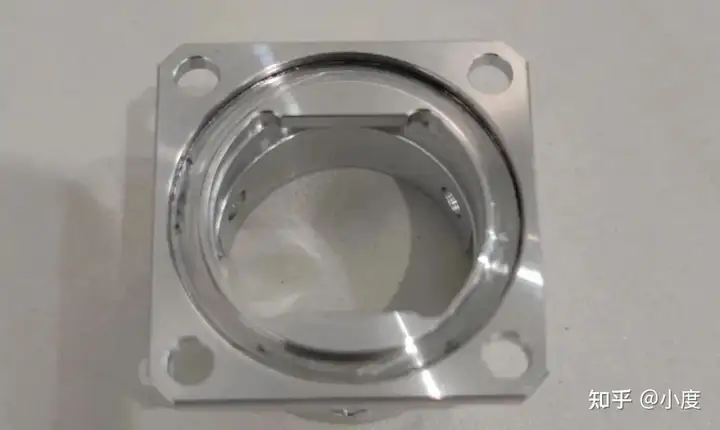
工件加工后需通過量具或儀器對其進行精度檢測,確定是否合格,但是有些工件受其形狀的影響,輪廓是由許多不同的幾何要素所組成的,如直線、圓弧、二次曲線等,可能無法對其進行測量或是測量效率較低,無法滿足工作需要;其中工件內腔尺寸的測量更是生產企業一直以來的難點,因此工件內腔尺寸的測量方式有著諸多的限制。
【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
實際案例演示
問題描述
1、因物體形狀的關系,檢測設備安裝受限,所以要求檢測設備尺寸小巧;
2、精度要求高;
3、測量角度有要求。
【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量

【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
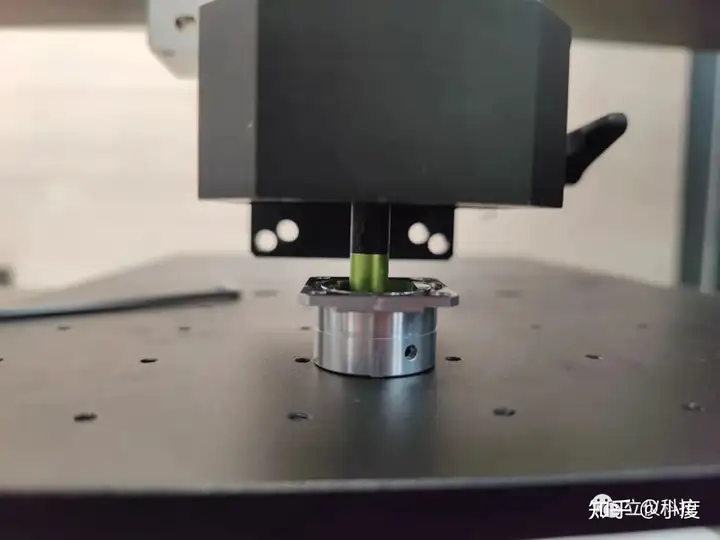
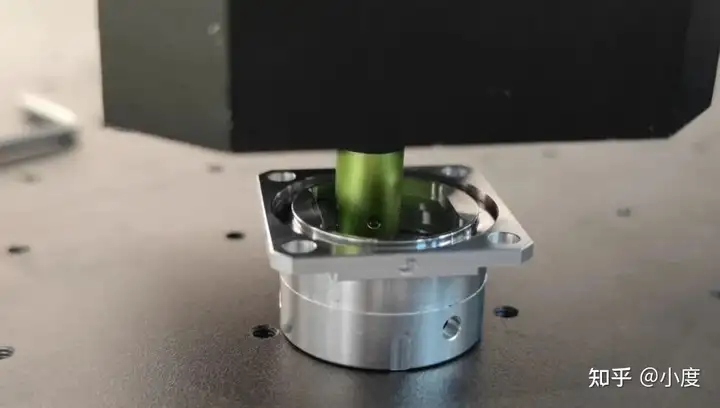
解決方案
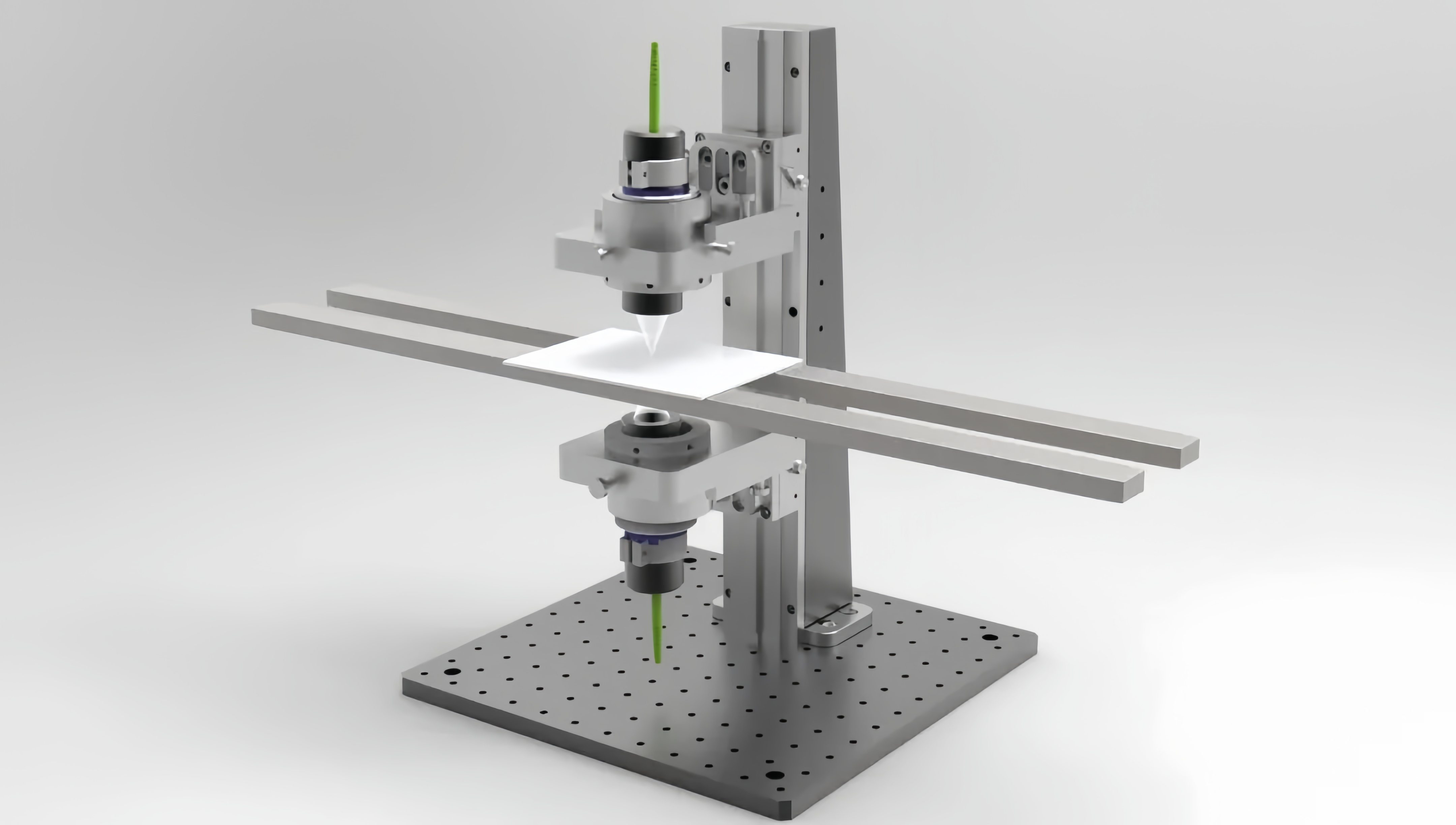
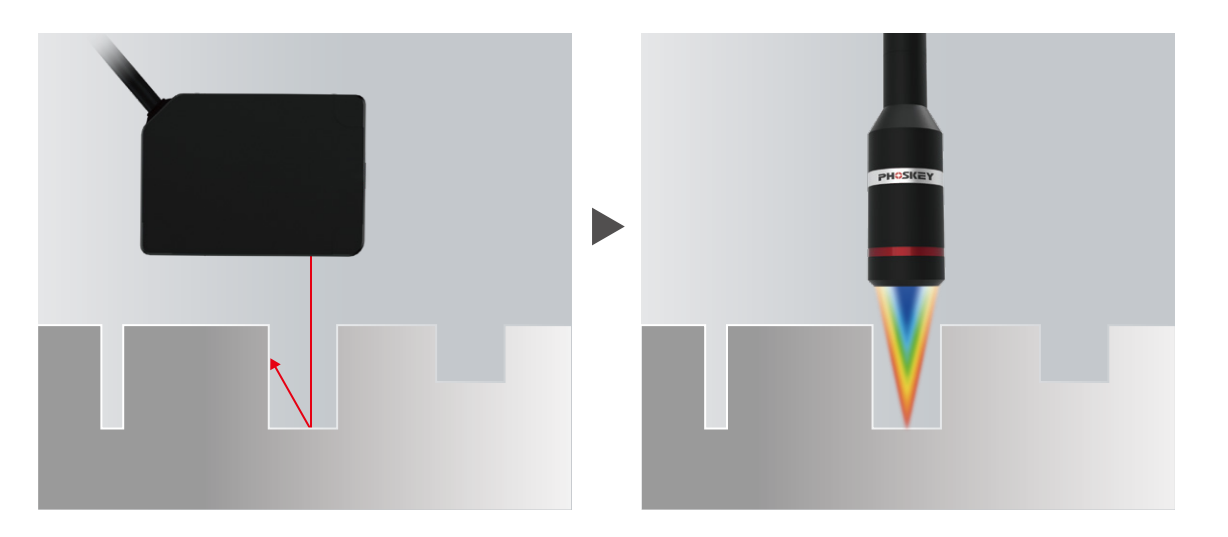
選用立儀光譜共焦鏡頭——D8A18進行非接觸式測量!
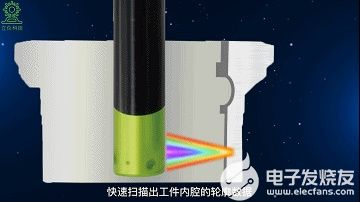
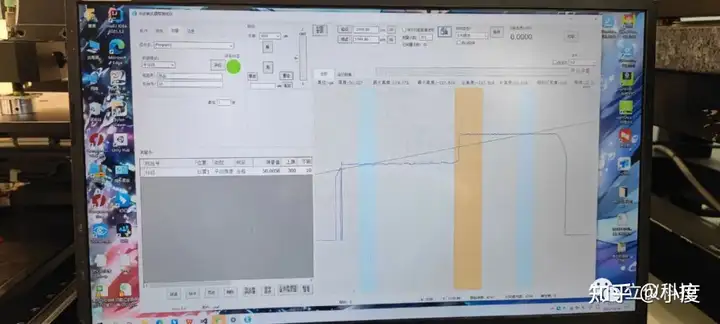
此次測量采用立儀D8A18鏡頭90度出光版,配合運動控制系統快速掃描出工件內腔的輪廓數據,能夠更好幫助客戶提升生產效率。

【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
檢測數據
【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量

【光譜共焦傳感器案例分享】金屬內壁輪廓掃描測量
審核編輯黃昊宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
傳感器
+關注
關注
2576文章
55041瀏覽量
791301 -
測量
+關注
關注
10文章
5636瀏覽量
116725
發布評論請先 登錄
相關推薦
熱點推薦
光譜共焦技術在高精度尺寸與3D表面缺陷檢測中的工業應用研究
摘要:隨著智能制造與精密工業的快速發展,對非接觸、高精度、高速度的在線檢測技術需求日益迫切。以海伯森技術推出的系列高端光學傳感器深入剖析其基于光譜共焦位移

新增型號!40mm大工作距離光譜共焦位移傳感器為影像儀檢測賦能
精密測量領域再添利器深視智能重磅發布光譜共焦位移傳感器SCI系列全新型號SCI04020,這是高要求及嚴苛環境下精密

技術指南丨深視智能點光譜共焦位移傳感器定時觸發功能操作指南
深視智能光譜共焦位移傳感器定時觸發功能操作指南旨在協助用戶更加全面地了解我們的傳感器設備。操作步驟一:打開SG-Imaging,連接控制
明治案例 | 50納米精度!光譜共焦傳感器在3C行業的真實戰場
3C制造邁向"納米級精度"的時代,消費者對屏幕顯示效果、設備輕薄化的極致追求,倒逼制造環節必須實現0.1微米級質量控制。明治傳感作為國產光譜共焦技術的領跑者,ADK系列與ACC
泓川科技小量程光譜共焦傳感器雙探頭對射法實現4-5mm玻璃鏡片大厚度1μm 精度測量案例
在光學元件制造領域,4-5mm 厚度玻璃鏡片的高精度測量面臨顯著挑戰:傳統滿足 1μm 精度的光譜共焦傳感器量程僅 2.6mm,無法直接覆蓋
技術指南丨深視智能點光譜共焦位移傳感器測量透明物體厚度操作指南
深視智能光譜共焦位移傳感器SCI系列透明物體厚度測量操作指南旨在協助用戶更加全面地了解我們的傳感器

無懼材質與形狀,深視智能光譜共焦位移傳感器精準測量手機鏡頭模組高度
較大。同時,鏡頭模組的形狀也較為復雜,存在曲面、臺階等多種結構,增加測量的難度。深視智能SCI01045光譜共焦位移傳感器集成多項核心技術優
復雜材質檢測:海伯森HPS-LC 系列線光譜共焦傳感器
概況及原理海伯森HPS-LC系列3D線光譜共焦傳感器突破傳統檢測方式的限制,為工業4.0時代提供更高測量精度、更快

復雜材質檢測:海伯森HPS-LC 系列線光譜共焦傳感器
概況及原理海伯森HPS-LC系列3D線光譜共焦傳感器突破傳統檢測方式的限制,為工業4.0時代提供更高測量精度、更快

復雜材質檢測:海伯森HPS-LC 系列線光譜共焦傳感器
概況及原理海伯森HPS-LC系列3D線光譜共焦傳感器突破傳統檢測方式的限制,為工業4.0時代提供更高測量精度、更快
深視智能SCI系列光譜共焦位移傳感器以亞微米精度測量晶圓平整度
光譜共焦位移傳感器通過亞微米級精度、強材質適應性、超高速采樣頻率及非接觸式測量技術,解決晶圓表面平整度檢測的行業痛點,為半導體制造企業提供高
光譜共焦用不好?這15個Q&amp;A幫你突破測量瓶頸!
在精密測量領域,明治的ADK系列與ACC系列光譜共焦傳感器以各自獨特的技術優勢廣泛應用于工業檢測、科研實驗等高精度位移

光譜傳感器:工業輪廓掃描的毫米級精度革新
隨著光譜傳感技術與人工智能、物聯網的深度融合,工業輪廓掃描將向更高精度、更廣適用性方向發展。例如,納米級光譜解析技術已開始應用于超薄材料厚度



 工商網監
工商網監
評論