") 如何改善回流焊氣泡問題?
如何改善回流焊氣泡問題?

如何改善回流焊氣泡問題:
濕度管控:
焊點(diǎn)內(nèi)產(chǎn)生氣泡跟原材料受潮有很大的關(guān)系,對長時間暴露在空氣中的PCB板和元器件,要提前進(jìn)行烘烤,防止因潮濕水份過多。可火把PCB板提前在干燥箱內(nèi)烘烤2-4個小時,溫度設(shè)置在120度,或讓PCB板供應(yīng)商重新烘烤—下,烘烤后再過回流焊。
錫膏的使用:
錫膏內(nèi)如果含有水分的話也容易產(chǎn)生氣泡,首先要選用質(zhì)量好、顆粒更細(xì)的錫膏,錫膏越好,產(chǎn)生的氣泡越少。錫膏提前從冰箱拿出來解凍,室溫狀態(tài)下放置2-4個小時后再使用,也可以把錫膏烘一下。錫膏的加熱融化、攪拌要按規(guī)定進(jìn)行操作,錫膏盡量不要長時間暴露在空氣中,錫膏印刷完成后,要及時完成回流焊接。
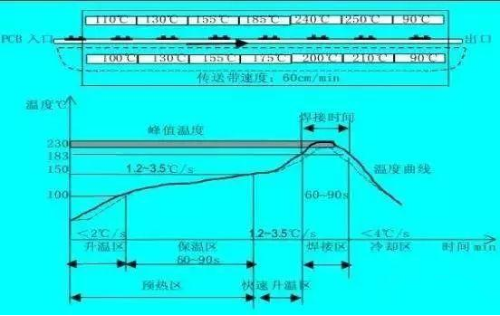
優(yōu)化爐溫曲線:
首先,回流焊預(yù)熱區(qū)的溫度不能太低,升溫的速率和過爐的速度不能太快,降低峰值溫度,適當(dāng)延長預(yù)熱時間和恒溫時間,縮短回流時間,恒溫時間控制在10-105s左右,回流時間控制在85s左右,使助焊劑中的水份能夠充分的揮發(fā)。最好可能每天測試爐溫,不斷優(yōu)化回流焊的爐溫曲線。
優(yōu)化鋼網(wǎng)開孔:可以嘗試更改鋼網(wǎng)開孔方式,縮小開孔面積;
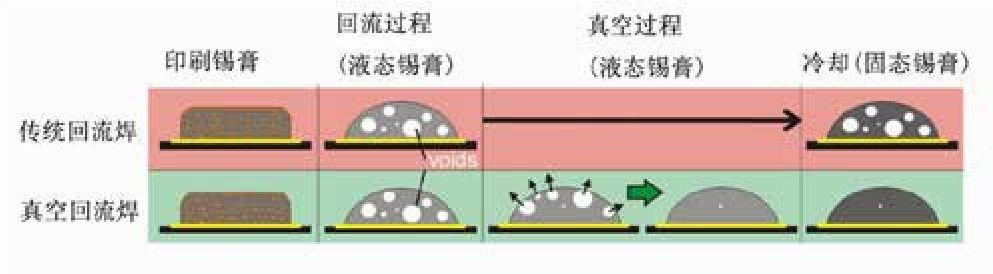
使用真空回流焊:如果對回流焊的空洞率要求比較高,可以使用真空回流焊,可以有效的防止氣泡產(chǎn)生,可以把焊點(diǎn)的空洞率控制在5%以下。
審核編輯:湯梓紅
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報投訴
-
pcb
+關(guān)注
關(guān)注
4405文章
23878瀏覽量
424345 -
錫膏
+關(guān)注
關(guān)注
1文章
991瀏覽量
18262 -
回流焊
+關(guān)注
關(guān)注
14文章
540瀏覽量
18560
發(fā)布評論請先 登錄
相關(guān)推薦
熱點(diǎn)推薦

氣體質(zhì)量流量計和微量氧傳感器在真空回流焊爐中的應(yīng)用
在現(xiàn)代電子制造領(lǐng)域,焊接工藝是決定產(chǎn)品質(zhì)量與性能的核心環(huán)節(jié)。隨著電子產(chǎn)品向小型化、高集成化發(fā)展,傳統(tǒng)焊接方式已難以滿足需求,在此背景下,真空回流焊作為一種先進(jìn)的焊接技術(shù),因其能夠顯著降低焊點(diǎn)空洞率
晉力達(dá)小型回流焊的優(yōu)勢
做電子制造的朋友都懂:場地緊張、小批量試產(chǎn)耗能耗時、新手操作門檻高……這些痛點(diǎn)是不是常讓你頭疼?別急,來看看晉力達(dá)小型回流焊!深耕焊接設(shè)備領(lǐng)域多年的晉力達(dá),把“精準(zhǔn)適配”刻進(jìn)了產(chǎn)品基因,專為中小制造

晉力達(dá)雙導(dǎo)軌回流焊優(yōu)勢
回流焊是電子制造關(guān)鍵工藝,用于將元器件焊接到 PCB 板材,靠熱氣流作用使焊劑發(fā)生物理反應(yīng)完成焊接,因氣體循環(huán)產(chǎn)生高溫得名。其歷經(jīng)熱板傳導(dǎo)、紅外熱輻射迭代,現(xiàn)熱風(fēng)回流焊熱效率高、無陰影效應(yīng)且不受元器件顏色對吸熱量沒有影響

深圳哪家回流焊好?源頭廠家為您揭曉!
那么回流焊具體有何作用?深圳哪家的回流焊設(shè)備更出色呢?
深圳市晉力達(dá)電子設(shè)備有限公司
什么是回流焊,大型雙導(dǎo)軌回流焊的優(yōu)勢有哪些
從回流焊工藝的精密運(yùn)作,到晉力達(dá)在設(shè)備制造與服務(wù)上的深耕,共同為電子制造行業(yè)賦能。回流焊是技術(shù)基石,晉力達(dá)是設(shè)備與服務(wù)后盾,攜手推動電子制造向更高效、更優(yōu)質(zhì)、更可靠邁進(jìn),在電子產(chǎn)業(yè)的浪潮中,書寫合作共贏的精彩篇章,助力更多電子企業(yè)在創(chuàng)新發(fā)展的道路上 “加速奔跑” 。
多溫區(qū)可變建模的SMT回流焊溫度曲線智能仿真方法研究
隨著電子制造技術(shù)的不斷發(fā)展,表面組裝技術(shù)(SMT)中的回流焊工藝對最終產(chǎn)品的質(zhì)量和性能起著至關(guān)重要的作用。合理設(shè)計和控制回流焊溫度曲線,不僅能保障焊點(diǎn)的可靠性,還能提升生產(chǎn)效率,降低制造成本。本系統(tǒng)

回流焊問題導(dǎo)致SMT產(chǎn)線直通率下降,使用我司回流焊后改善的案例
以下是一個回流焊以及工藝失控導(dǎo)致SMT產(chǎn)線直通率驟降,通過更換我司晉力達(dá)回流焊、材料管理以及工藝優(yōu)化后直通率達(dá)98%的案例分析,包含根本原因定位、系統(tǒng)性改進(jìn)方案及量化改善效果:
背景:某通信設(shè)備
發(fā)表于 06-10 15:57
回流焊技術(shù):賦能電子制造的卓越解決方案
在電子制造行業(yè)快速發(fā)展的今天,回流焊技術(shù)作為表面貼裝技術(shù)(SMT)的核心工藝,正推動著電子產(chǎn)品向更高精度、更高可靠性邁進(jìn)。作為行業(yè)領(lǐng)先的電子制造解決方案提供商,[深圳市晉力達(dá)電子設(shè)備有限公司] 深耕回流焊技術(shù)領(lǐng)域20年,以先進(jìn)的技術(shù)、豐富的經(jīng)驗(yàn)和完善的服務(wù),為客戶打造一站
氮?dú)?b class='flag-5'>回流焊 vs 普通回流焊:如何選擇更適合你的SMT貼片加工焊接工藝?
氮?dú)?b class='flag-5'>回流焊 vs 普通回流焊:如何選擇更適合你的SMT貼片加工焊接工藝?

淺談藍(lán)牙模塊貼片加工中的二次回流焊接
1、二次回流焊的概念
二次回流焊是指在組裝過程中,焊接未完全完成的元件再次通過回流焊爐進(jìn)行焊接,以確保焊接的可靠性和一致性。
2、二次回流焊對焊接的影響因素
二次
發(fā)表于 04-15 14:29
回流焊中花式翻車的避坑大全
、改善貼片機(jī)貼放元件時的壓力、調(diào)整貼片精度以及針對元件出現(xiàn)移位及IC引腳變形等問題來改善。
此外,回流焊爐升溫速度過快也可能導(dǎo)致細(xì)間距元器件引腳橋連缺陷的發(fā)生,因此需要 調(diào)整回流焊的溫
發(fā)表于 03-12 11:04



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論