 DURRE電伺服電動膠槍結構分析
DURRE電伺服電動膠槍結構分析

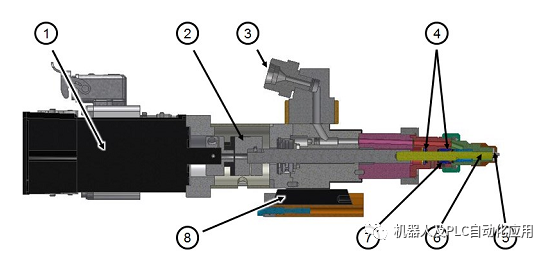
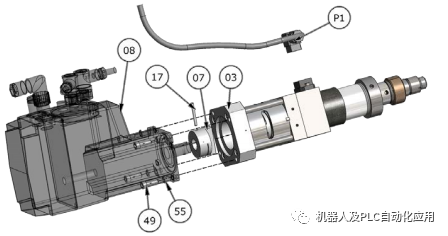
(1) 自帶一體化變壓器的伺服電機
(2) 耦合
(3) 物料進入
(4) 密封件
(5) 槍嘴
(6) 閥針
(7) 套筒
(8) 可調的系統連接板
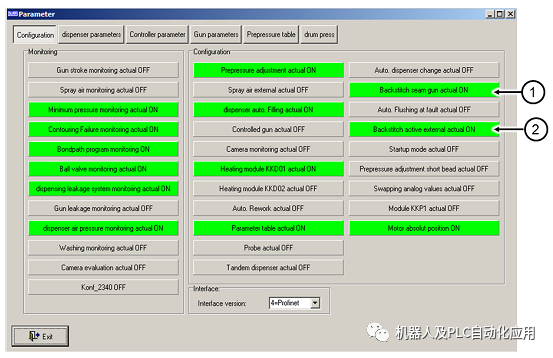
連續短膠膠槍必須的在“系統配置”菜單里激活。
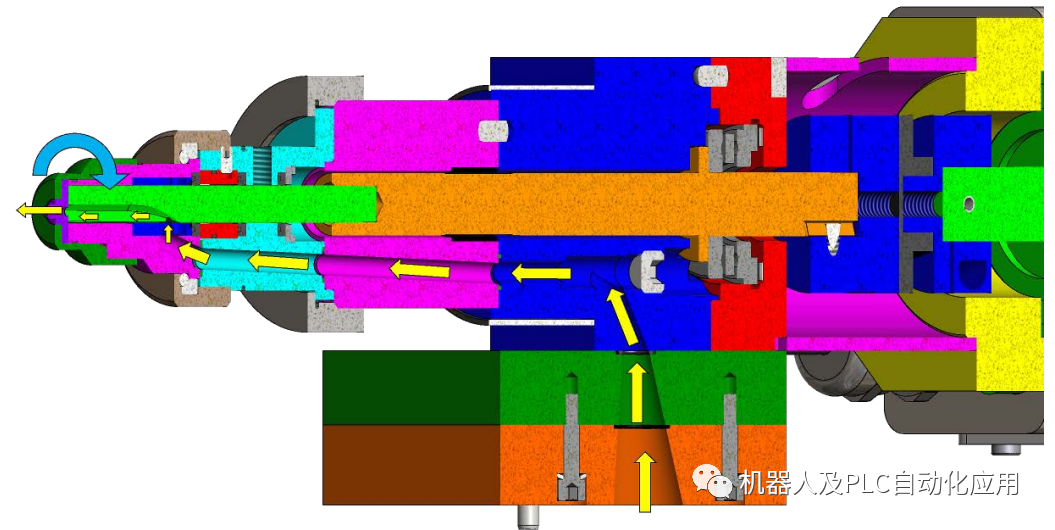
材料流=打開 參見黃色箭頭
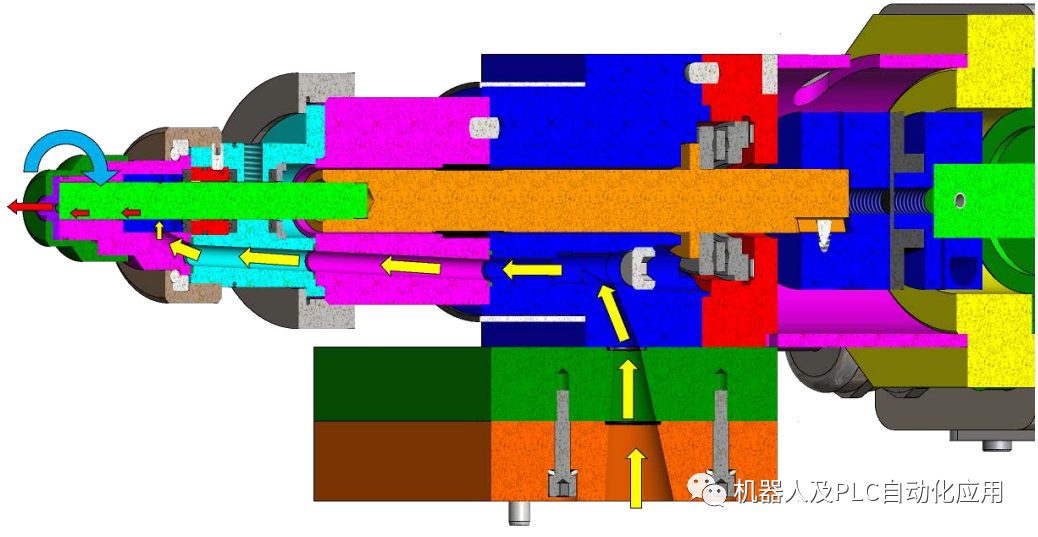
材料流=關閉 參見紅色箭頭
安裝閥針
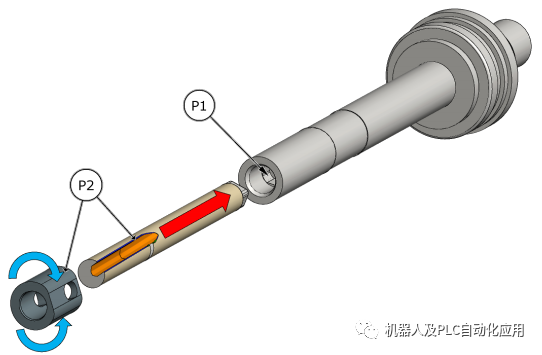
P1 = 檢查適合度
P2 = 檢查適合度
檢查帶軸套的閥針和軸的靈活性和和適度!!!
安裝噴涂頭
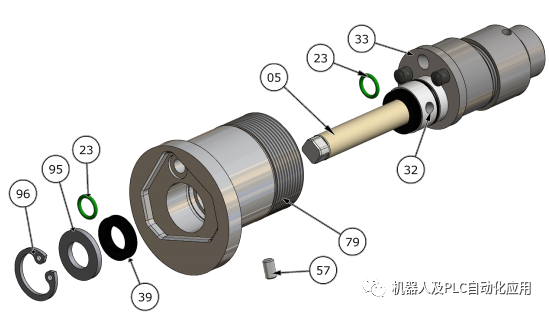
將U 型密封圈( 位置39)與墊圈(位置95)一同置入中間零件組件(位置79)中。將保險環(位置96)置入中間零件組件(位置79)的凹槽中,以固定墊圈(位置95)和U 型環(位置39)。
密封組件中的O 型環(位置23)將以規定的傾斜角度被放置與中間組件(位置79)中。
將平頭螺栓(位置57)擰入中間零件組件(位置79),擰緊至它在軸套中頂到附加密封件(位置32)。然后向回轉 ? 圈
密封組件中的第二個O 型環(位置23)將以規定的傾斜角度被放置與中間組件(位置79)中。

箭頭方向 = 壓力方向
組裝端噴縫噴涂頭 1 ,2
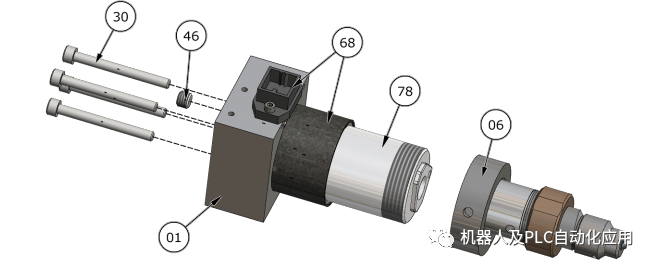
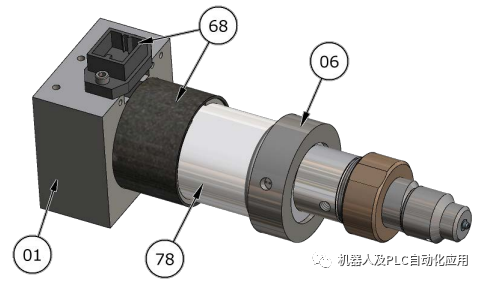
軸,聯軸器和殼體安裝
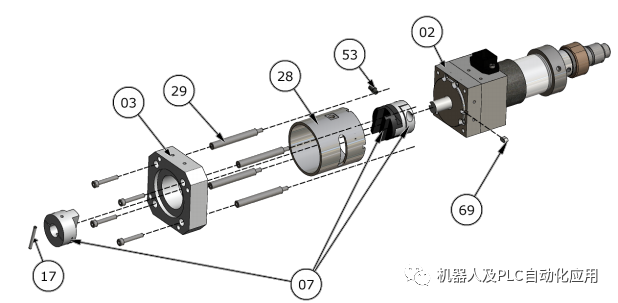
將扭轉剛性聯軸器(位置07)推至 縮短軸(位置04) 并旋轉至:帶有銷釘(位置53)的螺紋銷位于縮短軸的槽口上。
將聯軸器插入發動機并以加緊套筒(位置17)固定。將延長部分(位置29)擰入平衡墊圈(位置02)的軸殼。將管道(位置28)插入平衡墊圈(位置02)的軸殼中匹配件(位置69)的上方。管道(位置28)中的長孔必須按圖片所示對準。用圓柱螺栓(位置13)將適配法蘭(位置03)擰在延長段(位置29)上。
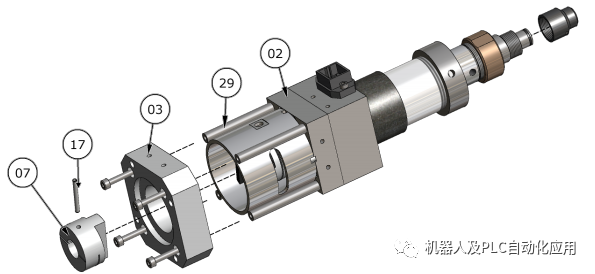
已擰上的延長段(位置29)的平衡墊圈(位置02)軸殼。
檢查閥針間隙
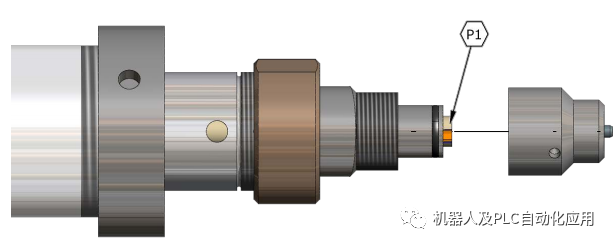
檢查閥針間隙:
在從配有噴芯(位置21)的 L10014059 中擰下接收組件(位置34)前,必須檢查閥針的軸向間隙是否為 0.5- 2mm。必須用軸向方向的輕微壓力檢查間隙。帶引導基座(位置05)的閥針可如圖中 P1 所示向外探出 4mm。之后可將接收組件(位置34)和噴芯(位置21)擰下。由此帶引導基座的閥針(位置05)將被推至結束位置。
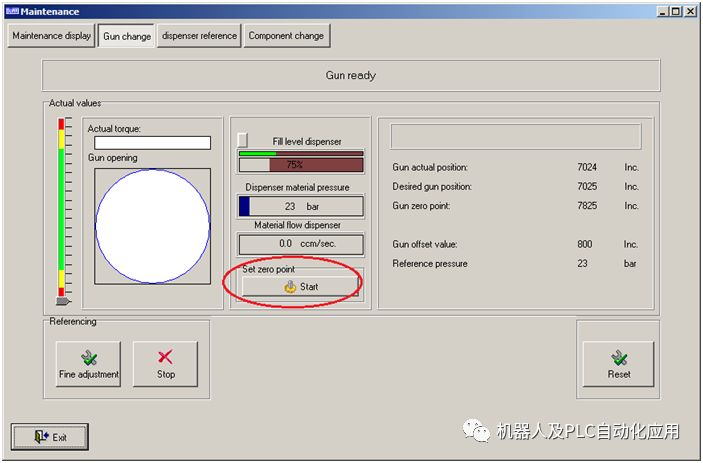
噴槍更換
審核編輯 :李倩
-
變壓器
+關注
關注
162文章
8030瀏覽量
147491 -
伺服電動機
+關注
關注
0文章
50瀏覽量
3466
原文標題:DURRE 電伺服電動膠槍結構分析
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
伺服定位跑偏分析及解決方法
各向異性導電膠與各向同性導電膠的區別

UV膠防水嗎?

UV膠的常見問題匯總

多物理場耦合失穩:論流場脈動、結構柔性與控制環路在航空雙系統直驅伺服閥閥芯振蕩中的交互機制


定制灌封膠_特殊場景灌封膠定制化服務流程與案例

派克Parker防爆伺服電機與普通伺服電機的區別
傳統普通掃碼槍與RFID掃描槍對比分析

光刻膠剝離工藝

工業掃碼槍該怎么選?霍尼韋爾工業掃碼槍優缺點解析

海伯森檢測應用案例之--膠高檢測
瞬間膠點膠加工:膠閥漏膠問題的解決之道

漢思新材料:底部填充膠返修難題分析與解決方案




 工商網監
工商網監
評論