") 電池的焊接及測量
電池的焊接及測量

編者說明:下文為MDPI的一篇論文Overview of Optical Digital Measuring Challenges and Technologies in Laser Welded Components in EV Battery Module Design and Manufacturing的一部分翻譯內(nèi)容,便于更好理解做了一些數(shù)據(jù)和圖片的插入,用于學術和科普研究,不作任何商業(yè)用途,文中相關數(shù)據(jù)未經(jīng)逐一求實,僅來自于相關引文,謹慎用于實際,更多參考與學習其思路和總結;
電池組件端子連接的激光焊接
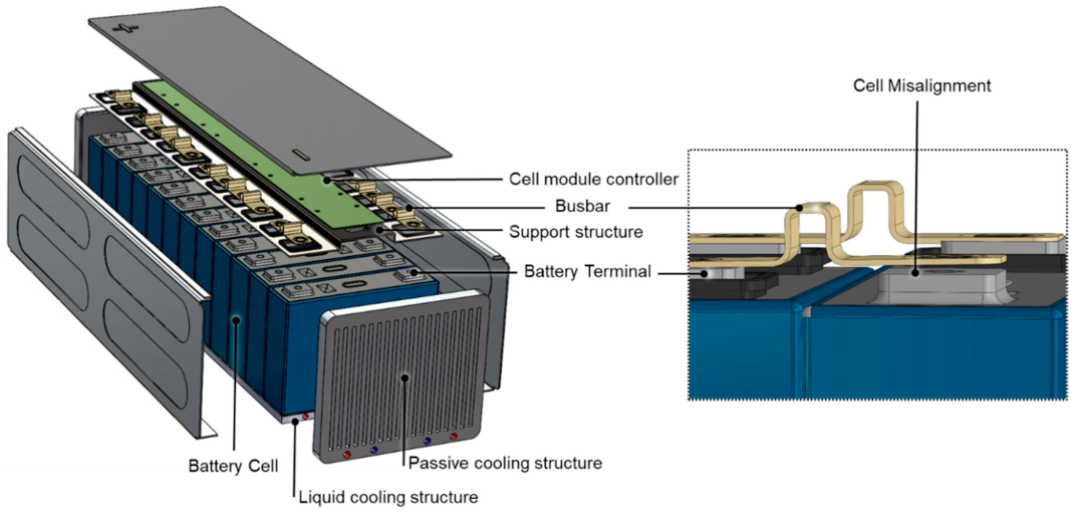
對于電池包模組,可以使用多種方法將busbar連接到接頭,包括激光焊接和超聲波焊接、壓接或螺釘連接,考慮到實時過程監(jiān)控的最新發(fā)展,動態(tài)激光焊接正在成為一種非常合適的連接方法。對于大批量連續(xù)制造,激光焊接通常因其低熱輸入、快速操作、易于自動化和可重復性而被選擇 ,正是因為激光焊接的這些特點使該方法適用于電池組應用:它是一種非接觸式工藝,可實現(xiàn)高速操作、定制焊接模式的執(zhí)行和焊接任何接頭幾何形狀,同時能夠連接不同的金屬。將匯流排激光焊接到電池單元端子時一般使用三種接頭布置:搭接接頭、角接頭和激光點焊。
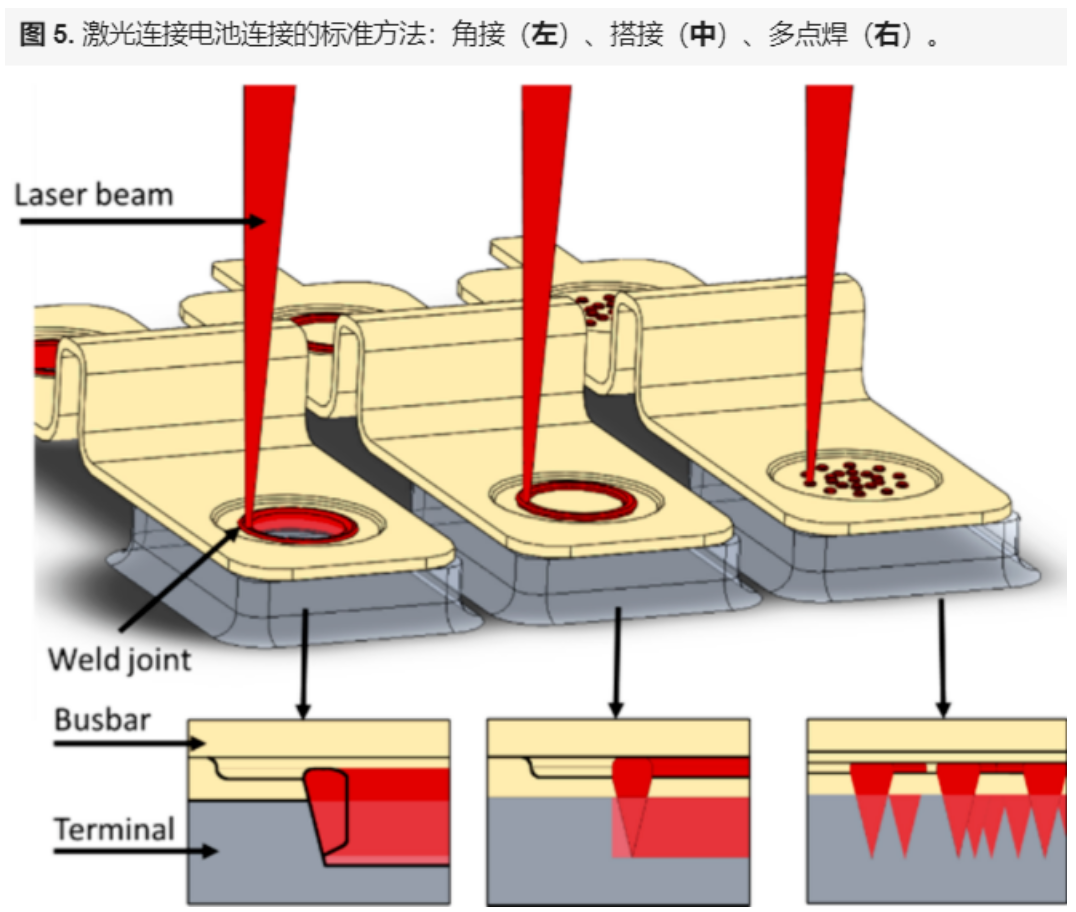
圖 5. 激光連接電池連接的標準方法:角接(左)、搭接(中)、多點焊(右)
搭接接頭和激光點焊方法主要用于焊接棱柱形、袋形和圓柱形電池類型的端子連接。角接接頭用于端子連接母線設計有孔時,開孔邊緣應采用角焊縫。電池端子焊接過程的熱輸入必須低,熔深均勻,以免損壞電池 。由于焊接時間是決定能量輸入的主要因素,因此電池焊接需要具有非常小的焦點直徑和高能量密度的激光器。焦點直徑小,具有熔池小、熱輸入低和焊接速度快等優(yōu)點。使用小焦點的主要缺點是對母線和電池端子的相對定位精度要求嚴格。數(shù)字光學測量是確保正確裝配的一種潛在方法,因為接頭裝配必須非常精確,以保證接頭所需的強度和導電性。下表總結了不同激光焊接方法的優(yōu)缺點
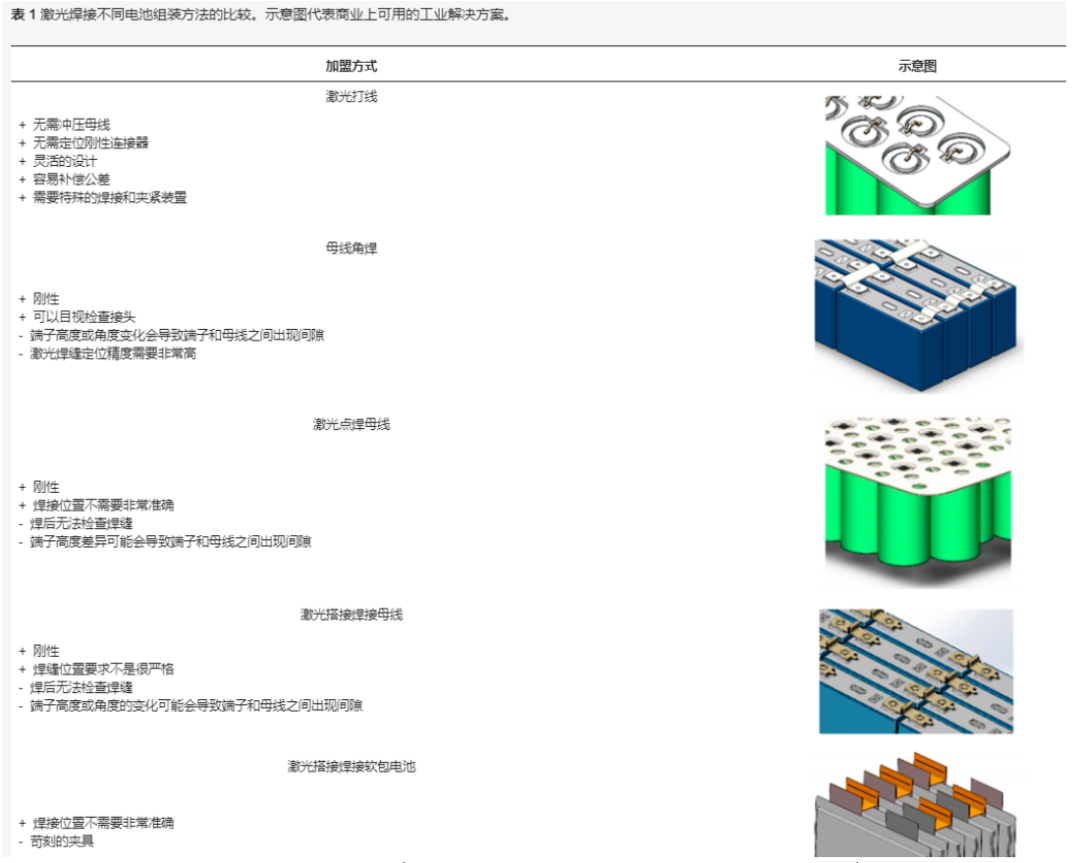
激光焊接不同電池組裝方法的比較。示意圖代表商業(yè)上可用的工業(yè)解決方案
2.1用于電池焊接的激光器
用于電池焊接的激光器可以根據(jù)激光介質的類型和波長進行分類。通常,光纖、圓盤和光纖轉換二極管激光器用于電池端子焊接。這些激光器具有良好的光束質量和可聚焦性,波長包括光纖和盤式激光器的主要波長。提供較大焦距直徑的激光系統(tǒng)具有高達 4 kW 或更高的功率水平,而實現(xiàn)較小光束直徑的系統(tǒng)使用功率水平高達 3 kW 的單模光纖激光器。適用于電池生產(chǎn)的系統(tǒng)特性如下表所示
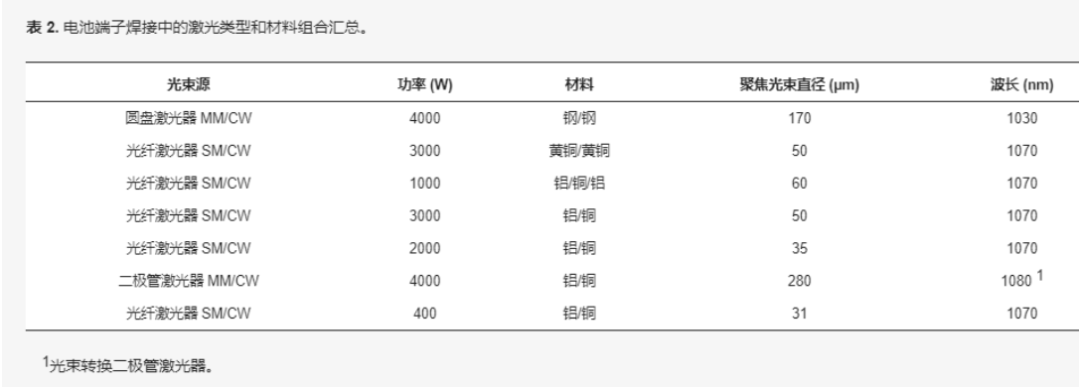
電池端子焊接中的激光類型和材料組合匯總
在過去的十年中,綠色和藍色激光器開始商業(yè)化,目前正引起人們的興趣,因為 450 nm 和 532 nm 波長在銅中比近紅外激光器具有更好的吸收率 。這種激光器主要用于科學研究,然而,較短的波長特別有利于焊接銅,目前已經(jīng)成熟用于工業(yè)用途。例如,比較 Trumpf 的綠光和紅外激光器在相同設置下以 1 kW 功率水平焊接銅的性能,515 nm 波長產(chǎn)生了大約 50% 的深度穿透,這意味著對于給定的穿透深度,可以提高加工速度 。
2.2不同母線設計和接頭類型的焊接挑戰(zhàn)
用于電池端子激光焊接應用的激光束焦點直徑通常在 30 μm 到 200 μm 之間,如下表所示。精密焊接應用中需要小焦點直徑。激光焊接角接接頭時,激光下接頭的位置精度必須足夠精確,以使聚焦光束焦點不會錯過接頭。在搭接連接配置中母線的激光焊接中,一般建議連接材料之間的最大間隙不超過母線厚度的 5-10%。因此,母線必須以最小的間隙精確定位,以確保激光焊接接頭的牢固性。未對準公差是聚焦光束直徑的函數(shù),因此母線和電池單元端子之間的距離應該最小。
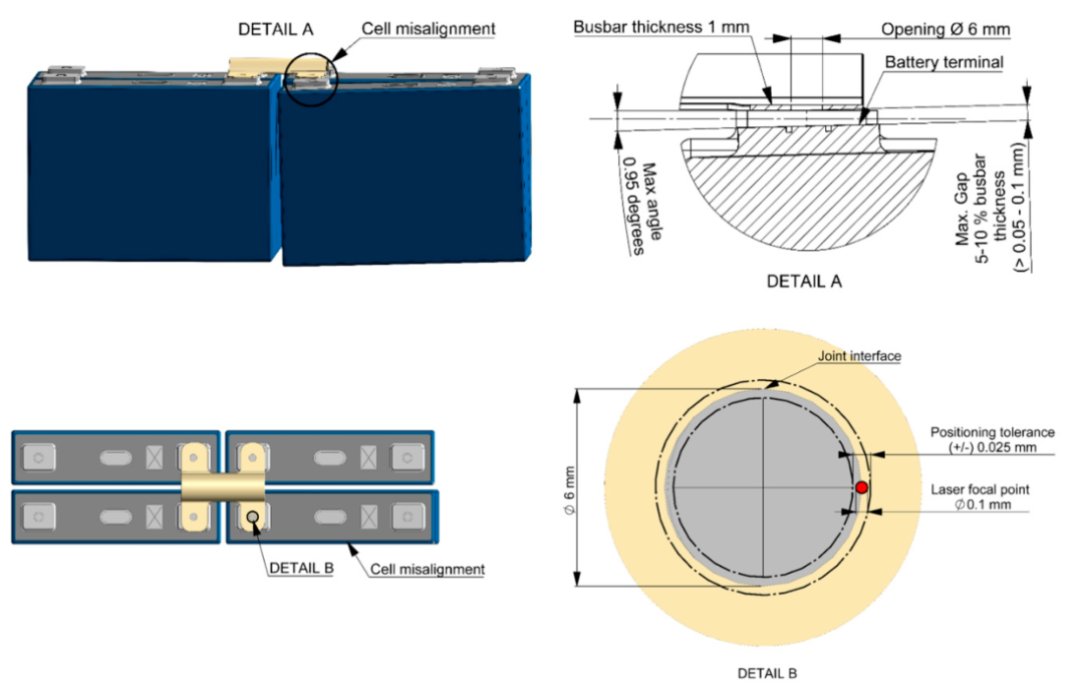
激光焦點直徑為 0.1 mm 且母線厚度為 1.0 mm 的電池分接焊接中的定位精度公差
如上圖所示,細節(jié) A,1.0 mm 的母線材料厚度允許 0.1 mm 的最大氣隙。但是,如果圓形焊縫的直徑為 6.0 mm,并且電池端子有 0.95 度角的錯位,則在母線和端子之間會形成 0.1 mm 的間隙 。在連續(xù)焊縫中,光束振蕩可用于加寬熔池并增加熔體體積,從而將氣隙橋接能力從 0.3 mm 提高到 0.6 mm 。
3.電動汽車電池自動化制造中的光學數(shù)字測量技術
在下文中,對不同的非接觸式光學測量方法進行了介紹、分類和評估。下圖顯示了常見的非接觸式自由曲面測量方法,根據(jù)工作原理分為四個主要類別。
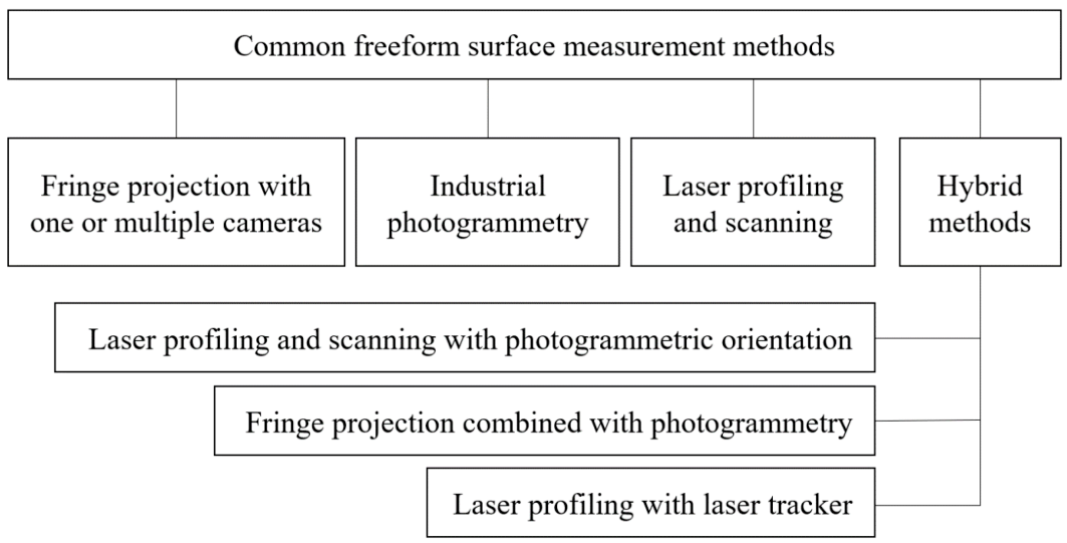
常見的自由曲面測量方法
3.1使用單個或多個相機進行邊緣投影
條紋投影掃描(Fringe projection scanning)是一種主動測量方法,其中已知的光圖案被投影到目標表面上,然后由相機捕獲來自表面的光圖案的圖像。圖案會根據(jù)物體的形貌變形和偏轉,從而深入了解表面的形狀。在此應用程序中,必須知道相機和投影儀之間的距離。條紋投影被認為是一種結構光方法,并且通常使用結構光 。在條紋投影分析中,相機記錄的每個像素都映射到 3D 模型。這是通過求解像素所屬的光條紋,然后使用三角函數(shù)求解每個點的 3D 坐標以數(shù)學方式完成的。條紋投影掃描是一種高精度的測量方法,在測量體積為 560 × 420 × 420 mm 時,制造商的校準報告中報告了 0.011 mm 的誤差范圍。環(huán)境光條件對條紋投影掃描的精度沒有顯著影響。
3.2工業(yè)攝影測量
工業(yè)攝影測量(Industrial photogrammetry )是一種被動方法,其中在沒有主動照明的情況下處理圖像。從不同角度拍攝對象,并使用三角測量來計算云點。該系統(tǒng)使用多個固定攝像頭運行,測量的可重復性為±0.02 mm,有測量速度快等優(yōu)勢;數(shù)百個 3D 點可以在 30 秒內(nèi)收集 。攝影測量主要用于測量相機位置未固定或未預先校準的大型物體。在基于目標位置捕獲圖像后計算相機位置,可實現(xiàn)的相對長度測量誤差保持在 1:50,000 和 1:100,000,該方法主要應用于白色制造中的組件和車身進行在線測量,因此也適用于電池模塊組裝。
3.3激光輪廓和掃描(Laser Profiling and Scanning)
3D 激光掃描儀使用三角測量、飛行時間或相移進行表面測量。在三角測量技術中,來自測量激光器的光對準表面,電荷耦合器件 (CCD) 檢測器捕獲光束圖像。如果激光與物體的距離發(fā)生變化,則忽略的激光與反射激光的夾角也會相應變化,CCD檢測器會記錄下這個差值。激光束被 CCD 檢測器記錄在不同的位置,然后使用三角測量來計算掃描點的高度。根據(jù) VDI/VDE 2634 第 3 部分測量可追溯球體偽影時,三角測量激光掃描的精度在 0.025 mm–0.04 mm 之間,具體需要取決于掃描儀型號不同而定。
3.4混合解決方案
大型物體通常需要高精度測量某些細節(jié)。例如,必須在焊接前高精度地測量電池單元的高度,但相比之下,電池模塊本身的尺寸很大。由于這一點以及典型 3D 掃描儀的掃描區(qū)域大小,掃描儀必須在此過程中重新定位以覆蓋整個表面。因此,零件和 3D 掃描儀之間會發(fā)生相對運動,因此必須在全局坐標系中知道測量系統(tǒng)(掃描儀)的方向,以便可以組合局部掃描。測量系統(tǒng)(掃描儀)在全局坐標系中的方向可以通過不同的技術來識別,例如:
通過外部攝影測量系統(tǒng)進行光學傳感器導航
通過機器人或關節(jié)臂進行機械傳感器導航(從機器人或關節(jié)臂接收位置信息)
通過控制點進行攝影測量定位
通過迭代最近點(ICP)或等效方法進行點云匹配
一種常見的組合方法是同時應用邊緣投影和攝影測量。攝影測量捕獲參考點,以對齊由邊緣投影進行的各個掃描。當物體尺寸保持在 15.4 m × 2.4 m × 2.3 m 以內(nèi)時,精度可以達到 0.1 mm。例如,在汽車 BIW(白車身)檢測中,會測量某些區(qū)域,但是,點云之間的重疊不一定會發(fā)生。光學傳感器或機械傳感器導航是此類應用的合適解決方案。
另一種混合解決方案是將激光掃描與外部攝影測量系統(tǒng)相結合。一般來說,配備用于跟蹤掃描儀位置的紅外攝像系統(tǒng) (Zeiss T-SCAN 20) 的激光輪廓掃描儀的精度 (EN-ISO 10360) 在 40 μm + 40 μm/1000 × L 以內(nèi),其中 L 為測量的長度。對于較大的零件,可以使用激光跟蹤儀評估激光掃描儀的位置。如果測量長度低于 8.5 m,則 Leica AT960MR 跟蹤器的 T-Scan 精度 (2-sigma) 為 60 μm,而長度超過 8.5 m 時,精度為 26 μm + 4 μm/m 。在電池模塊制造中使用混合技術將統(tǒng)一工作流程,提高大面積的測量精度,從而有利于提高生產(chǎn)速度。
3.5用于電池焊接的商用測量系統(tǒng)
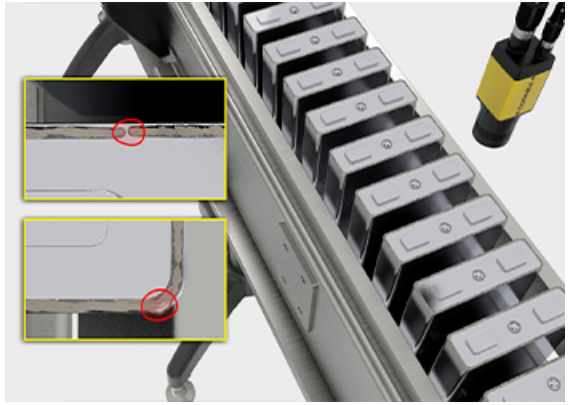
電池模塊由大約一百個組件組成,在考慮組裝要焊接的部件時,必須測量許多特征。光學掃描過程比接觸式探測方法快得多。從在線測量的角度來看,點云分析的速度是一個關鍵因素。點云分析依賴于分析軟件,不在本文討論范圍之內(nèi)。測量系統(tǒng)的選擇高度依賴于應用程序,但是本研究中審查的幾個系統(tǒng)具有優(yōu)于當前使用的解決方案的能力,特別是因為非接觸式 3D 測量的能力。近期進入市場并有可能應用于電池模塊生產(chǎn)的新型解決方案的特點如下表:
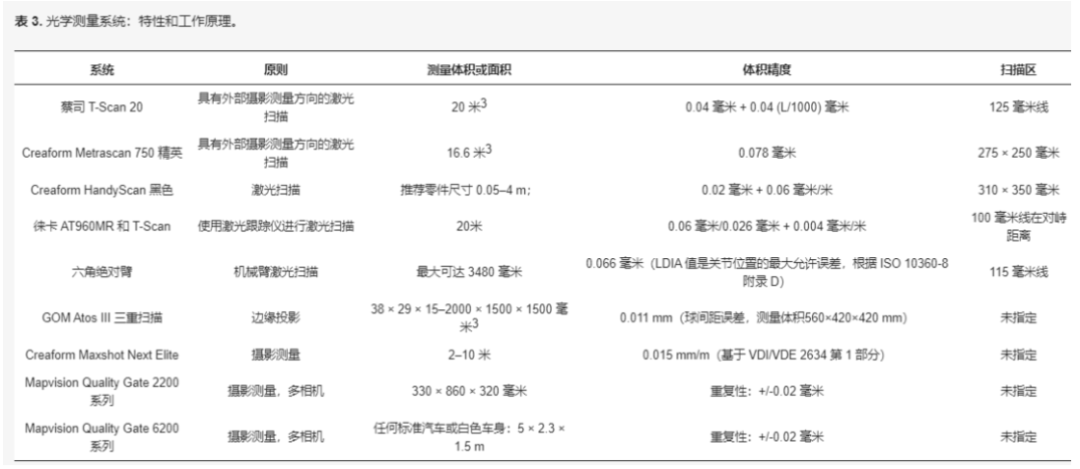
光學測量系統(tǒng):特性和工作原理
連接到母排的端子之間的最大允許高度誤差保持在 0.05 到 0.1 mm 范圍內(nèi),設備上表所示。表中列出的所有設備都可以達到 0.1 毫米的精度,其中一些設備的精度為 0.05 毫米。對于一個電池模塊中母線的激光焊接,其占地面積通常小于 500 × 500 mm,因此表中列出的所有設備都滿足電池焊接操作的精度要求。
4.討論
許多商用電池模塊使用水冷基板,在組裝過程中,為確保使用自上而下的方法的電池之間的充分接觸,同一平面內(nèi)的電池需要以 0.1 毫米的平整度公差進行定位。當冷卻板和電池之間的氣隙為零時,形成從電池到側面冷卻板的最佳導熱性。如果匯總所有與電池有關的生產(chǎn)公差,包括裝配位置誤差和冷卻板的平面度公差,實現(xiàn)這一點幾乎是不可能的。為了補償這個問題,一般在電池的側面和冷卻板之間添加了具有良好導熱性的糊狀材料。
然而,保持良好導熱性的漿料層厚度的限制仍然存在。因此,在焊接前的組裝階段,應隱含使用同一掃描儀設備測量電池組的垂直平面平整度公差,因此當超出電池組平整度公差時,將不執(zhí)行焊接過程,根據(jù)光學掃描結果可以丟棄低質量產(chǎn)品方法。
被報廢的電池模塊將被導引出生產(chǎn)線,并在調(diào)查故障后回收所涉及的組件。尺寸有問題的單元格可以進一步替換為適當?shù)膯卧瘛H绻e誤是由裝配錯位引起的,為同一單元創(chuàng)建新的更準確的裝配路線將解決問題。根據(jù)光學掃描方法的結果,焊接過程將不執(zhí)行,劣質產(chǎn)品可以丟棄。被報廢的電池模塊將被引導出生產(chǎn)線,并在調(diào)查故障后回收所涉及的組件。尺寸有問題的單元格可以進一步替換為適當?shù)膯卧瘛H绻e誤是由裝配錯位引起的,為同一單元創(chuàng)建新的更準確的裝配路線將解決問題。
根據(jù)光學掃描方法的結果,焊接過程將不執(zhí)行,劣質產(chǎn)品可以丟棄。被報廢的電池模塊將被引導出生產(chǎn)線,并在調(diào)查故障后回收所涉及的組件。尺寸有問題的單元格可以進一步替換為適當?shù)膯卧瘛H绻e誤是由裝配錯位引起的,為同一單元創(chuàng)建新的更準確的裝配路線將解決問題。
相鄰端子之間的高度差超過 0.1 mm 可能會導致激光焊接接頭出現(xiàn)缺陷,盡管 Amada 制造的電池焊接機等設備能夠通過將母線壓在端子上以避免氣隙來進行補償。壓力使母線彎曲到端子上,從而在引入壓力之前允許大于 0.1 毫米的公差。類似的配置需要在焊接前后進行測量。當母線厚度及其厚度公差已知時,可以比較電池模塊頂視圖的 3D 測量值。在終端位置,當焊接前測量 3D 點云時,可以將母線的材料厚度計算到高度中,從而為結果值建立參考。原則,可以在任何方向檢測到錯誤。此外,所提出的方法對于在電池模塊制造中作為在線工藝應用具有足夠的速度。
用于數(shù)據(jù)分析的軟件也會產(chǎn)生差異,因為每個制造商都提供自己的工具來分析 3D 或點云數(shù)據(jù)。然而,能夠適應來自不同掃描儀的幾種不同掃描數(shù)據(jù)格式的通用軟件是可用的,并且可以用于分析點云。InnovMetrics 的 PolyWorks 是最知名的解決方案之一,能夠管理多種輸入格式,但是具有類似功能的軟件的應用受到特定任務優(yōu)化的困難的限制。
5.結論
電池組的組裝速度受所選測量和焊接方法的精度影響。效率也受到母線或其他連接器元件設計的限制。本研究得出的主要結論是:
電動汽車電池生產(chǎn)中的裝配質量是零件公差、裝配特征和焊接接頭質量的累積影響。
通常,將母線壓在端子上以實現(xiàn)零間隙,因為端子高度定位精度具有較小的公差。可接受的焊接質量所允許的變形量與母線的幾何形狀和材料有關。
在激光焊接之前,母線和電池單元端子之間的距離應最小化。在電池模塊組裝中,光學掃描測量是一種快速、非接觸的方法,適用于在焊接前確定數(shù)十個端子的正確位置(袋式電池除外)
用于焊接電池端子元件的激光系統(tǒng)產(chǎn)生高能量密度,在材料表面產(chǎn)生 30 μm 至 200 μm 的光束直徑。
數(shù)字光學測量顯著縮短了獲取測量值所需的時間。收集數(shù)據(jù)的高可靠性和可跟蹤性有助于確保電池系統(tǒng)未來開發(fā)的安全性。
光學測量設備的多功能性使其適用于驗證焊接操作前后的精度,減少了人工目視檢查的需要。
質量評估和計量具有許多共同屬性,這意味著未來精度和生產(chǎn)力的進步很可能來自通過將機器視覺和人工智能集成到當前生產(chǎn)流程來進行流程優(yōu)化。
審核編輯 :李倩
-
電池組件
+關注
關注
1文章
36瀏覽量
8512 -
焊接
+關注
關注
38文章
3563瀏覽量
63236
原文標題:干貨 | 電池的焊接及測量
文章出處:【微信號:wiring-world,微信公眾號:線束世界】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
鋰電池可以用激光錫焊嗎?深度解析鋰電池焊接技術與應用
動力電池焊接新標桿:BT-550D-60動力電池精密氣動點焊機解析
專為動力電池焊接打造的氣動點焊機優(yōu)選方案
紫宸激光鋰電焊接解決方案助力動力電池制造創(chuàng)新

激光焊接技術在焊接鋰電池防爆閥工藝中的應用

傳感器在電池極耳超聲波焊接檢測的應用
提升焊接效率的5個技巧:電池點焊機操作實戰(zhàn)指南
鋰離子電池組裝:繞線與極耳焊接工藝揭秘

鋰離子電池焊接工藝的分析解構

超景深顯微鏡觀測下鋰離子電池的焊接缺陷及預防



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論