 伺服焊鉗的滯后故障分析
伺服焊鉗的滯后故障分析

我們經常出現拉拽故障:
SWITCH $SoftPlcint[21] 軟PLC反饋產生提示信息:
CASE 1
USER_MSG.MSG_TXT[]="SZ1 SchleppfehlerimProgrammbetrieb, Quittierung in Single-Step erforderlich !"–拉拽故障需要單步復位-
. . . . . .在出現焊鉗不控制,切超出拉拽監控最大值時,會觸發軌跡停止.
IF NOT $OUT[O_SZ1_FRG] AND (abs($softplcreal[1])>max_sf) AND ($softplcint[1]>0)THEN
-!A715 焊鉗在7軸模式-$softplcint[1]=7 伺服焊鉗-max_sf=15
-$softplcreal[1]實際由軟PLC偏差距離反饋
-$softplcreal[20]=max_sf將最大偏差值傳輸給軟PLC
-$softplcint[1]=附加軸與驅動裝置接口1配置值,例如:伺服焊鉗=7
BRAKE-如果出現上述故障立即中斷移動的軌跡
sf_prog_status :拉拽故障的反饋變量監控狀態。
# PRG_MOTION:程序運行中出現的滯后誤差
# driveoff_motion:驅動裝置關斷時的滯后誤差
# man_motion:用運行建運行驅動裝置時的滯后誤差
# dest_invalid:由于目標位置無效導致的滯后誤差
# user_act:操作確認鍵時的滯后誤差
# SZ_IO: 無滯后誤差
滯后誤差監控
機器人報滯后故障實際上是SynchroMove軟件的一種監控!
如果機器人控制系統有定位權,則應對外部驅動裝置進行位置監控.
允許的滯后誤差極限可通過變量”MAX _SF ”(VW_USR_S.dat)配置。預先設定的滯后誤差極限為15mm。超出滯后誤差極限會導致機器人停機。在確認和消除滯后誤差后,可繼續機器人程序。針對滯后誤差可監控,可設置一個延遲時間。
變量“SYSBUSDELAY []”(vw_usr_s.dat).延遲時間單位為[12ms]。
延遲時間不得大于19*[12ms],小于1*[12ms]。
自動計算延遲時間(VW_EMZ)
執行EMZ的條件:
1.正確設定機器人控制系統上外部驅動裝置的軟限位開關
2.切換至用戶組”專家”
3.運行方式T2
4.程序倍率100%
5.在文件夾VW_USER中選擇模塊”VW_EMZ”
6.選擇驅動裝置接口
7.執行程序

執行后提示:
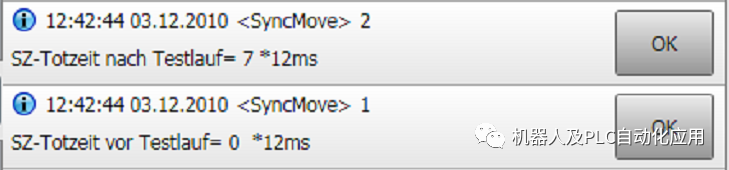
通過測試運行得出延遲時間,被自動應用.
從上述介紹中我們可以看出,所謂的拉拽或者滯后,起因都是機器人外部軸E1移動過程中,焊鉗的氣缸移動速度慢了,跟不上機器人軟PLC的監控時間從而產生的故障。
那么我們結合程序的分析,從硬件上去看延遲滯后誤差故障。
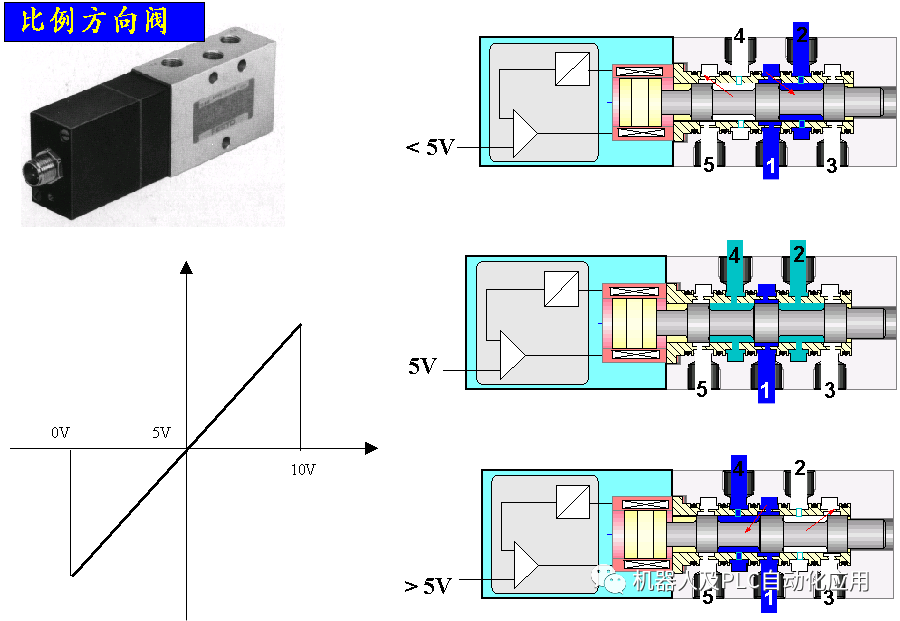
1.伺服焊鉗控制器或MPVE故障。
MPYE為比例方向閥,利用比例控制技術,閥口開度可連續變化。可以實現方向控制和流量控制,控制主氣缸的方向和速度。
2.焊鉗氣缸故障,滑道卡。

3.短暫的更改參數能消除由于閥體或氣缸老化引起的一些延遲,但難以掩蓋故障的本身。還是要更換部件的。
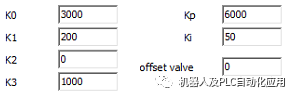
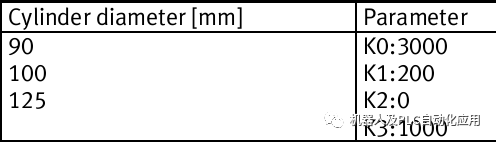
C型槍的典型設定值:
X型槍的典型設定值:
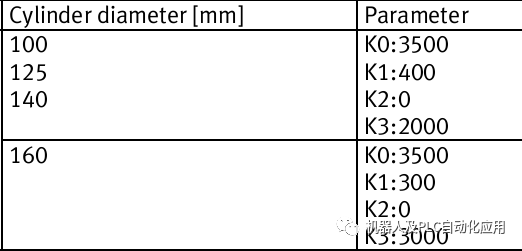
K0是調節速度的,K3是抑制波動的;通過這兩個參數,基本上就可以調到滿意的特性;
K1不是用來修改速度的,而是用來抑制超調的,同時,會略微增加定位時間
K1和K3都有一定的減小靜差的作用
K2的作用不明顯,增加加速度緩沖K2以補償摩擦效果。
如果噴槍在到達目標位置或緩慢移動時趨于振動,請增加對壓力變化K3的緩沖。
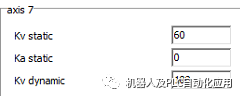
Kv static用來調節速度
Kv dynamic用來消除動態跟蹤誤差。
因此從上述的原因,我們可以得出,一旦出現了拉拽故障,這就是告訴我們,焊鉗的閥或者氣缸,或者導向滑軌出現的老化,泄露,磨損等問題,最好的方法就是更換,備件,或是及時保養。
責任編輯:lq
-
機器人
+關注
關注
213文章
31080瀏覽量
222292 -
變量
+關注
關注
0文章
616瀏覽量
29510 -
焊鉗
+關注
關注
0文章
16瀏覽量
1516
原文標題:KUKAC4 大眾版機器人報"伺服焊鉗的滯后故障分析"
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
伺服定位跑偏分析及解決方法
伺服驅動器最常見的故障及解決方法

伺服系統的常見故障和診斷方法
主軸伺服系統故障診斷方法

剛性、慣量、響應時間及伺服增益調整之間的關系
如何通過數據分析識別設備故障模式?

電機疑難故障原因分析及解決措施
如何操作時域網絡分析儀進行故障檢測?
時域網絡分析儀如何檢測電纜故障?
電機常見故障分析及解決方法

東元伺服驅動器報警代碼

伺服電機測試流程分析
富士伺服驅動器的常用故障代碼及其檢查與維護

如何應對伺服電機過熱故障?
電纜故障定位系統原理分析




 工商網監
工商網監
評論