 VASS標準中急停得接法與控制方法
VASS標準中急停得接法與控制方法

VASS標準中急停得接法與控制方法
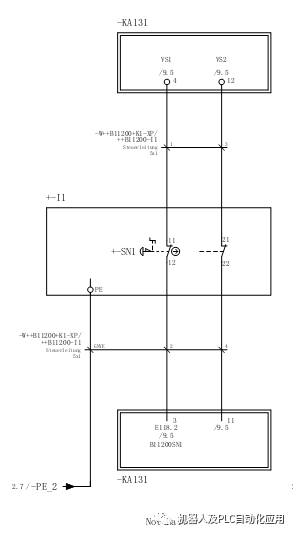
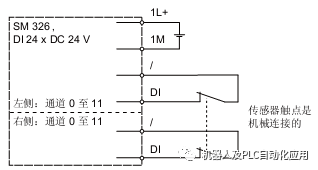
1.硬線連接使用外部供電或者內部供電,雙通道監控。

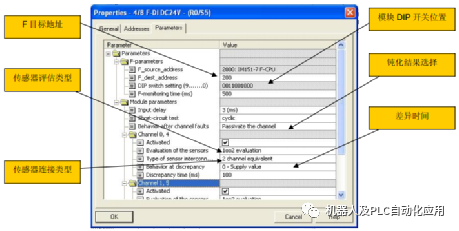
SIL3/PLe ? 必須通過兩個通道對傳感器/編碼器信號進行分析(“2 out of 2”分析)
? 必須在 F-DI 模塊上啟用“短路測試”功能,以便模塊能夠檢測到短路或不同輸入通道之間的交叉電路。但是,只有在傳感器/編碼器從 F-DI 模塊自身獲得電源的情況下,才能進行這樣的檢測。
? 可通過一個單通道傳感器/編碼器實現(通過模塊提供電源),但前提條件是使用經過適當認證的傳感器/編碼器。
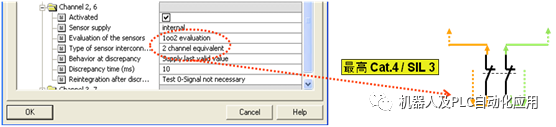
2v2 (1002) – 評估
在 2v2 評估功能中,需要占用 2 個輸出通道,具體為:
? 1 個 2 通道編碼器
? 兩個 1 通道編碼器

SM 326 、DI 24 ? 24 VDC 與一個雙通道傳感器的 1oo2 評估的接線圖。此接線可以達到 SIL3/ 類別 4 。僅在使用合適合格的傳感器時才能達到 SIL3/ 類別 4 。
急停得顯示:

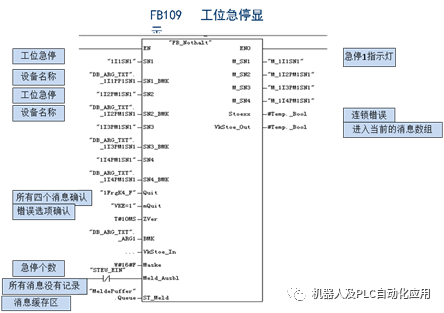
VASS標準機器人安全控制總FB90X
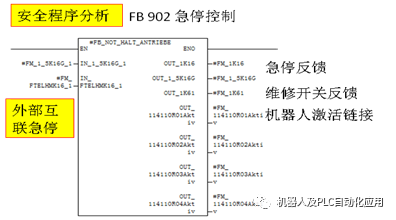
標注急停控制 :FB 950
安全程序專用的POS(上升沿)。
OS (地址上升沿檢測)比較<地址1>的信號狀態與前一次掃描的信號狀態(存儲在<地址2>中)。如果當前RLO狀態為"1"且其前一狀態為"0"(檢測到上升沿),執行此指令后RLO位將是"1"。
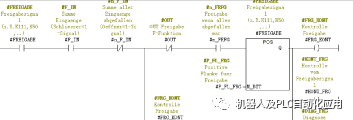
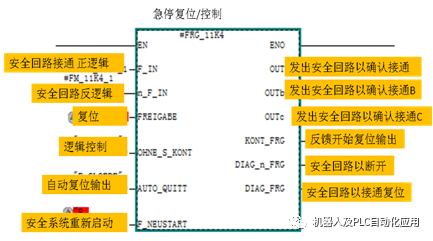
管腳:#OHNE_S_KONT 邏輯控制:
1.當其是1時自動復位#AUTO_QUITT不能使輸出有值
2.當其是1時,當#FREIGABE是1時就會有輸出#OUT ,當其是0時,當#FREIGABE是由1變為0后才能有輸出#OUT 。
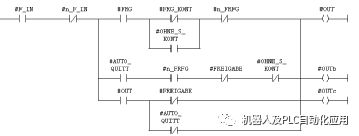
#AUTO_QUITT 自動復位的 控制條件:
1.#F_IN=true
2.#AUTO_QUITT =true
3.#FREIGABE= false
4.#OHNE_S_KONT= false
F_Neustart:
"F_new start" 上的 1 信號被設置給"DIAG_n_FRG" 。該控制功能被旁路。釋放 "OUT" 前,輸入"n_F_In" 上必須為 1 。
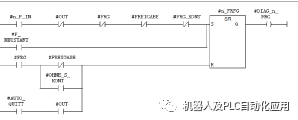
DIAG_n_FRG:
"DIAG_FRG"在以下情況下為 1 信號:1."n_F_IN" 為 1 信號 + 2."Release" + "OUT" 為 0 信號。
DIAG_FRG :
"DIAG_FRG" 在以下情況下為 1 信號:
1."OUT" 為 0 信號 +
2."DIAG_n_FRG" 為 1 信號 +
3."F_IN" 為 1 信號 +
4."n_F_IN" 為 0-Signal +
5. 如果滿足第 1 至 第 4 點,則輸入 "Release" 上出現上升沿時將設置 "DIAG_FRG"。
機器人急停控制 :FB 951
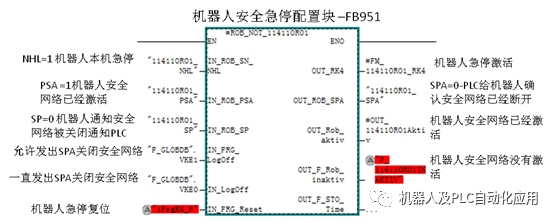
IN_FRG_Reset :
為 1 信號時,對登錄或登出錯誤進行確認;出現下降沿時,將釋放緊急停機。
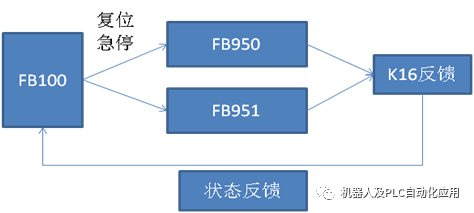
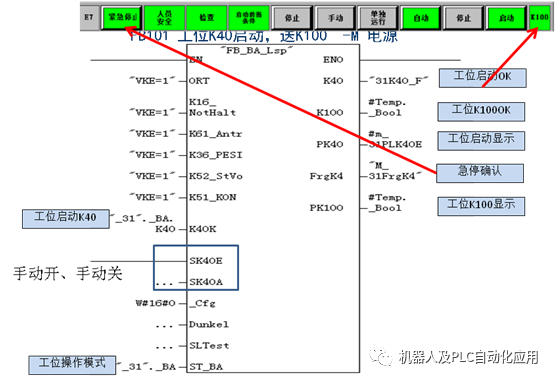
急停復位: FB101
責任編輯:xj
原文標題:VASS-PLC急停安裝調試界限
文章出處:【微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
-
plc
+關注
關注
5051文章
14594瀏覽量
486892 -
急停按鈕
+關注
關注
0文章
4瀏覽量
2724
原文標題:VASS-PLC急停安裝調試界限
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
電解電容正負極接法的詳細介紹
網線水晶頭的常規接法步驟及注意事項
激光焊接機在焊接法蘭螺柱的工藝流程

電路故障排除的方法有哪些
關于電機接法詳解

帝奧微參與制定車身域控制器信號采集試驗方法團體標準
急停開關的UL508認證解析——從工業電氣安全與控制可靠性看E-Stop設計

激光焊接技術在焊接法蘭工藝中的應用

激光焊接技術在焊接法蘭螺柱工藝中的應用

網線面板接法是a還是b
網線rj45水晶頭接法復雜嗎

虹科免拆案例 | 車輛行駛中急加速車身抖動故障排除 2 例

發那科機器人A型控制柜急停板安全回路接線方法
BNC接屏蔽線接法的方法介紹




 工商網監
工商網監
評論