 關于SMT和波峰焊曲線的起點的建議
關于SMT和波峰焊曲線的起點的建議

將組件正確焊接到一塊板上是組裝電路時要考慮的主要問題之一。必須確保連接正確,焊接溫度正確,并且在焊接在一起后組件仍必須工作。本文檔介紹了基于JEDEC?J-STD 20D / IEC EN 61760-1:2006標準的仙童組件無鉛焊接指南。
無鉛SMT回流工藝背后的基本概念與電子行業數十年來使用的舊工業標準Sn63Pb37焊料相同。考慮到電路板組件的負載以及對適當材料和印刷工藝的選擇,對設備進行適當的表征可確保可靠,高產量,低返工的裝配運行。同樣,無鉛波峰焊工藝的正確表征可以使端子和通孔始終保持潤濕狀態,而不會損壞同一板上的表面安裝元件。本應用筆記介紹了飛兆半導體關于SMT和波峰焊曲線的起點的建議。
焊料概況基礎
熱電偶的放置對于準確的焊料分布至關重要。諸如Jabil Circuit1之類的行業專家建議對電路板上的含鉛組件進行檢查,以建立熱點(例如封裝體)和冷點(例如端子(位于焊盤圖案上的位置))。對于WLCSP和BGA之類的陣列封裝,這更具挑戰性,但非常重要。特別是大型陣列包裝。選擇主體的頂部,對于端子,建議在中心球和一個周邊球的中間鉆一個孔,以插入熱電偶。通常,熱電偶需要選擇最大的組件,因為由于它們的熱質量,它們的回流速度最慢。還應考慮印刷電路板(PCB)的最小封裝和邊緣,因為這些熱量很快,如果長時間加熱,可能會承受過大的壓力。Fairchild強烈建議客戶查看JEDEC?JEP140中有關熱電偶的建議。
回流焊工藝
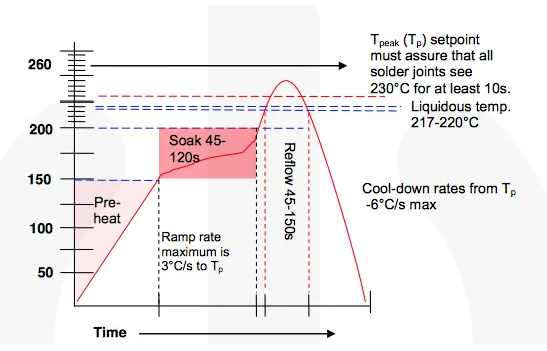
有關典型的無鉛表面貼裝(SMT)回流焊工藝的圖示,請參見圖1。在回流工藝中,每個工藝區域對于確保良好性能至關重要。
預熱區的目的是蒸發焊膏或電路板結構中的所有溶劑。最高建議為每秒三攝氏度(3°C / s)的上升速率,以避免飛濺,焊錫橋接,塌落或焊球產生。仔細控制斜坡速率還有助于避免組件和PCB的熱沖擊應力。
無鉛表面貼裝(SMT)回流焊工藝
在浸泡區,助焊劑成分被激活,并且端子和電路板焊盤上的氧化物都開始還原。在各種尺寸(和質量)的零件混合在一起的情況下,均熱很重要,因為它們都會在準備焊接的過程中都升高溫度。
第三個工藝區域是回流區,在該區中,焊料中的焊料球開始融化在一起,形成固體物質,以提供組件和板之間的結合強度。
最后一步是冷卻斜率。在這一點上,電路板和組件以受控的速度恢復到室溫,因此沒有金屬間化合物的焊料會削弱鍵合的形式。冷卻斜率會影響焊點中的晶粒結構,從而影響板級可靠性;特別是跌落測試性能,更好的結構可以帶來更好的結果。更快的降溫斜率會產生更細的晶粒結構。
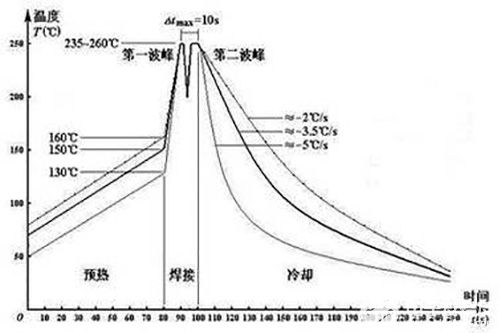
無鉛雙波峰焊工藝的焊錫曲線
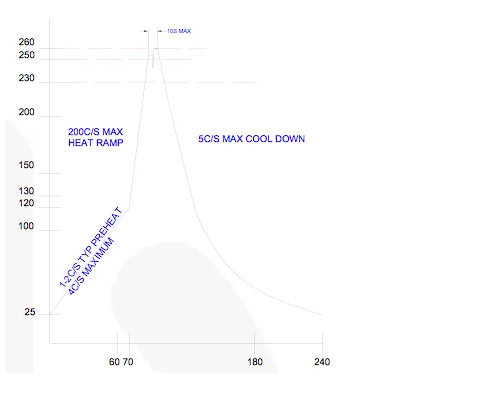
為了在無鉛波峰焊工藝中獲得良好的結果,必須考慮焊錫的狀況,建議每5000板進行分析。與傳統的SnPb焊料相比,無鉛焊料的潤濕速度較慢,因此應仔細優化工藝。接觸時間,傳送帶速度和寬度是無鉛的關鍵參數。
無鉛雙波工藝
對于斜坡溫度,增量應不超過200°C / s,預熱加熱速率在1-4°C / s之間,典型值為2°C / s。最終預熱階段的目標應該是使電路板溫度達到焊接溫度的125°C以內。兩波之間的最大時間應限制為10秒。冷卻斜率最高應為5°C / s。最高溫度為260°C,不應超過此溫度。
編輯:hfy
-
熱電偶
+關注
關注
5文章
997瀏覽量
79968 -
波峰焊
+關注
關注
12文章
363瀏覽量
19874
發布評論請先 登錄
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊

回流焊 VS波峰焊
深圳smt貼片加工中波峰焊的溫度控制
波峰焊定期維護和波峰焊的日常保養方法注意事項
波峰焊原理和工藝流程_回流焊和波峰焊的區別

波峰焊溫度曲線圖及溫度控制標準介紹

SMT加工使用波峰焊的準備事項和細節管控
波峰焊焊接溫度曲線設置要求




 工商網監
工商網監
評論