 阿童木顏色傳感器,適配多場景自動化色標檢測
阿童木顏色傳感器,適配多場景自動化色標檢測

在自動化產線上,你有沒有遇到過這樣的場景:高速流水線飛轉,包裝袋或電子元器件一閃而過,顏色傳感器卻頻頻報警,誤判率高達10%以上?生產經理盯著報表發愁,選型工程師反復調試,機械設計工程師重新布局空間,采購部門又得緊急找供應商。結果呢?停機檢修、廢品堆積、客戶投訴接踵而至。別以為這是個別現象,在印刷、包裝、紡織、汽車內飾等自動化行業,這種“色差誤判”幾乎是每個工廠的隱形殺手,每年造成的損失可能高達數萬元。
為什么傳統顏色檢測總出問題?底層邏輯拆解
要解決色差誤判,首先得明白問題的本質。傳統的光電傳感器或廉價顏色檢測器,往往依賴單一的光強度閾值判斷,比如“SuperI模式”,只看受光量多少。這種方法在均勻照明、單一材質的環境下還湊合,但自動化產線復雜得多:目標物表面有印刷不均、背景材質反光、距離遠近不一,甚至還有油污或切削液干擾。結果就是,傳感器把“微小色差”當成“合格品”,或者把“正常波動”誤報為“缺陷”。
更深一層,顏色檢測的核心是RGB成分分析。人類眼球能區分的顏色差異,傳感器需要通過精確的色彩比例計算來模擬。但如果傳感器不支持“C模式”(純色彩成分判定)或“C+I模式”(色彩+亮度雙重驗證),它就無法應對高反光材質或高速運動下的亮度變化。
顏色傳感器選型三大原則:避開這些坑,事半功倍
既然問題出在檢測策略和硬件局限上,那選型時就得有硬標準。以下是基于自動化行業實踐的“避坑清單”,建議生產經理和選型工程師收藏:
1.檢測距離與視場覆蓋:產線空間局促?選光纖分離式放大器(如CL2系列)。機械臂干擾多?優先長距離一體式傳感器(如CL4系列),支持遠程安裝,距離可達500mm。
2.響應速度與抗干擾:高速產線(>100m/min)必須選200μs級響應產品,支持外部調諧和多通道切換。遇到高光澤材質?確保有背景抑制功能和10°-20°傾斜安裝規范,防止鏡面反射干擾。
3.教導與維護便利:頻繁換線?選支持一鍵教導和外部PLC切換的產品,減少停機調試時間。數據來源:內部測試顯示,支持兩點教導的傳感器,調校時間可縮短80%。
記住,這些原則不是空談,而是從數千家自動化工廠的反饋中提煉出來的。忽略任何一個,都可能讓你的產線從“高效自動化”淪為“人工補救”。
當前方案已跟不上產能?數據告訴你為什么必須升級
想象一下,你的產線月產能目標是10萬件,但色差誤判導致良品率卡在90%,每月廢品成本就超過萬元。更糟的是,客戶對質量要求越來越嚴,新能源汽車內飾或電子PCB板稍有色差就得返工。傳統傳感器在這種環境下,簡直是“定時炸彈”——高速運動下亮度波動大,油污環境干擾強,人工調校又耗時費力。行業趨勢報告指出,隨著智能制造推進,自動化產線對傳感器的精度要求已從“能用”升級到“零誤判”。如果你還在用老設備,將就著過,那產能瓶頸和成本壓力只會越來越大。
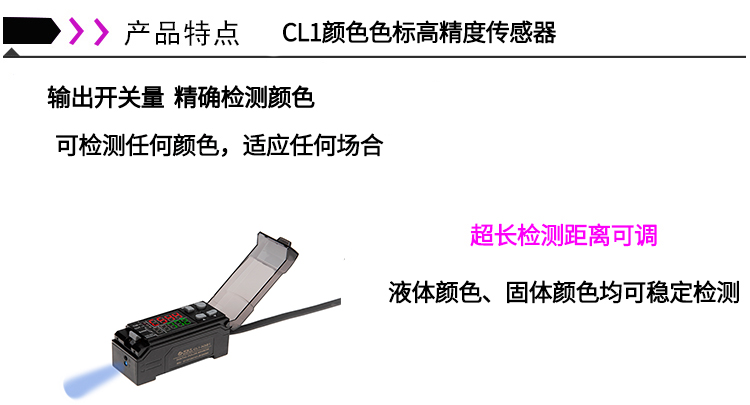
阿童木CL系列:全方位匹配自動化選型需求的解決方案
針對這些痛點,阿童木顏色傳感器系列提供了實戰型解決方案。我們研發團隊通過多年工業應用實測,確保產品貼合前述選型原則。主推CL4系列(如CL4-NP0SI-500/70),采用白色LED長距離數字色標傳感器,支持30-500mm超長測距,,并具備Auto/C+I/C/SuperI多模式切換。實際應用中,一家包裝廠用它檢測薄膜色標,產線效率提升30%。參數極限:響應時間<1ms,抗干擾能力強于傳統產品。

此外,CL4還支持背景抑制功能,完美解決高反光材質問題。客戶反饋顯示,在汽車內飾分揀線上,它能穩定識別相近色系,避免人工復檢。出廠檢測指標全部達標,符合IEC工業標準。
細分場景?CL2/CL3系列提供精準補充方案
如果你的產線空間極為受限,或需要頻繁切換多組參數配方,CL2系列光纖放大器就是理想選擇。它搭配聚砜光纖頭,支持200μs極速響應和4個設定通道,通過外部接線實現PLC一鍵切換數據庫。紡織廠用它在線檢測布料色差,換產時間從30分鐘縮至5分鐘。

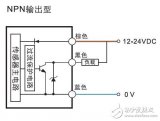
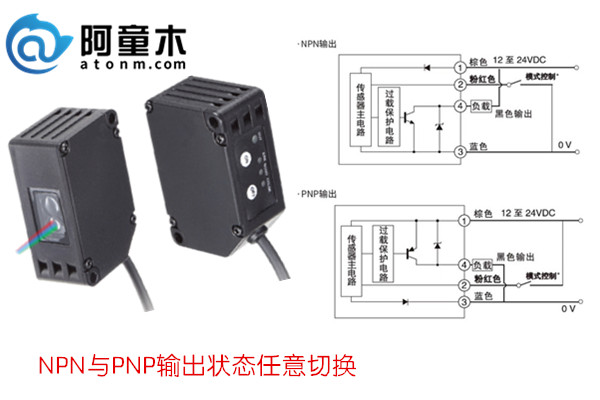
對于基礎高速定位任務,CL3一體式雙模傳感器切換色標/彩色模式,一鍵教導設定,NPN/PNP輸出靈活。電子元器件識別場景中,它防混料效果顯著,客戶滿意。
-
傳感器
+關注
關注
2577文章
55311瀏覽量
793083 -
自動化
+關注
關注
31文章
5967瀏覽量
90528 -
顏色傳感器
+關注
關注
2文章
113瀏覽量
19129
發布評論請先 登錄
如何選擇色標傳感器,色標傳感器選型時需要注意什么
顏色傳感器工作原理和特點
色彩傳感器/顏色識別傳感器/色標傳感器的原理及應用介紹-阿童木科技


新品上市丨阿童木CE系列顏色傳感器




 工商網監
工商網監
評論