 疆鴻智能DEVICENET轉PROFIBUS網關讓人機界面指令秒同步五軸聯動
疆鴻智能DEVICENET轉PROFIBUS網關讓人機界面指令秒同步五軸聯動

疆鴻智能DEVICENET轉PROFIBUS網關:讓人機界面指令秒同步五軸聯動
蘇州某家精密機械廠的車間里,一臺五軸聯動機床正在切削一個鈦合金渦輪葉片。機床旁邊,西門子PLC的指示燈快速閃爍,而人機界面上,操作員正盯著NC代碼的每一行變動。這個場景背后,有一個不起眼卻至關重要的角色——疆鴻智能DEVICENET轉PROFIBUS網關。

這家工廠接了一個航空航天零件的大單,材料是難加工的高溫合金,形狀復雜到需要五軸聯動才能完成。設備本身沒問題,但通訊成了瓶頸:西門子PLC只認PROFIBUS,而機床的人機界面卻是DEVICENET協議。兩種總線語言不通,調試NC程序時,操作員在HMI上修改一個進給速度,PLC那邊要延遲兩三秒才能響應。五軸聯動對時間要求苛刻,這幾秒的延遲,輕則表面光潔度不夠,重則刀具直接撞上工件。
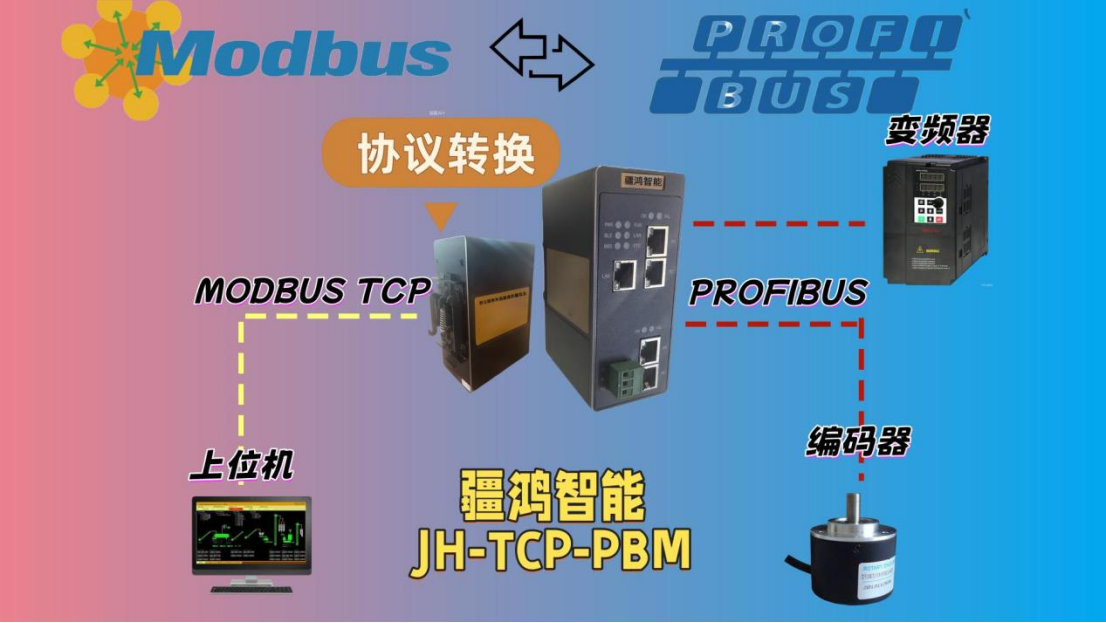
后來他們用了一臺網關,把DEVICENET和PROFIBUS橋接起來。安裝那天我在現場,工程師接好線,配置軟件里拖了幾個模塊,兩邊的數據就開始同步了。最關鍵的是,網關把PROFIBUS的主站能力和DEVICENET的從站身份協調得恰到好處——PLC發送的插補指令能實時傳給機床,HMI讀取的軸位置數據也幾乎沒有延遲。

加工那個渦輪葉片時,五根軸同時運動:X/Y/Z直線軸帶著刀具走軌跡,A軸和C軸旋轉工作臺調整角度。操作員在HMI上調試一段新的NC程序,改了某一點的曲率參數,幾乎同時,PLC就收到了新指令,伺服電機立刻響應。老師傅說,以前這種調整要停機等數據傳完,現在邊干邊調,效率提上去不少。
用了網關之后,工廠還發現一個額外的好處:老設備保住了。那臺五軸機床用了快十年,原本的DEVICENET接口已經停產,如果換成全PROFIBUS的新設備,成本得上百萬。現在加個網關,通訊問題解決,機床精度依然能滿足航空航天零件的公差要求。
半年后我再去回訪,車間里又多了兩臺改造過的機床,都用了同款網關。生產主管算了筆賬:調試時間平均縮短30%,因通訊延遲導致的報警基本消失,刀具磨損也比以前均勻了。他說,做精密加工,通訊和刀具一樣,都是切進去的那一瞬間不能出錯的環節。
總結下來,這種網關在五軸聯動機床里的作用,其實就三件事:讓不同年代的設備能對話,讓NC程序的調試更流暢,讓復雜曲面的加工精度有保障。航空航天零件往往單價高、批量小,設備通訊的穩定性直接影響良品率。網關看似只是個轉換器,但在五軸聯動這種毫秒級響應的場景里,它恰恰是保證數據不“堵車”的關鍵一環。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6807瀏覽量
56287 -
PROFIBUS
+關注
關注
3文章
814瀏覽量
40760 -
DeviceNet
+關注
關注
1文章
466瀏覽量
17695
發布評論請先 登錄



疆鴻智能PROFINET轉DEVICENET網關:發那科機器人無縫對接西門子


微米級閉環的“翻譯官”:疆鴻智能EtherCAT轉DeviceNet網關實戰

疆鴻智能EtherCAT轉DeviceNet網關:制藥產線異構集成的關鍵樞紐

毫秒級精準配料:疆鴻智能EtherCAT/DeviceNet網關賦能化工智能稱重

異種總線破壁記:疆鴻智能EtherCAT轉DeviceNet的“握手”之道

打通“神經”與“肌肉”:疆鴻智能EtherCAT轉DeviceNet在精密制造中的關鍵作用

疆鴻智能EtherCAT轉DeviceNet網關:打通塑料熱成型設備的高速公路

智聯石化脈絡:疆鴻智能DEVICENET與MODBUS RTU的精密同步

工業通信神經中樞:疆鴻智能MODBUS TCP轉PROFIBUS網關賦能智慧水利防洪
疆鴻智能PROFINET轉DEVICENET的車間對話:網關重塑AGV控制流
互聯世界中的人機界面 (HMI) 和網關



 工商網監
工商網監
評論