") 激光設(shè)備:激光出光時間不準(zhǔn)問題處理
激光設(shè)備:激光出光時間不準(zhǔn)問題處理

激光設(shè)備作為現(xiàn)代工業(yè)加工的重要工具,其出光時間的精確性直接影響加工質(zhì)量和生產(chǎn)效率。在實(shí)際應(yīng)用中,出光時間偏差問題可能由多種因素引起,需要系統(tǒng)性地排查和解決。以下是針對該問題的詳細(xì)處理方案:
一、問題診斷流程
1. 硬件系統(tǒng)檢查
(1)激光電源檢測:使用示波器測量Q開關(guān)驅(qū)動信號的上升沿和下降沿時間,正常值應(yīng)在50ns以內(nèi)。若發(fā)現(xiàn)信號延遲,需檢查電源模塊電容是否老化(容量衰減超過20%即需更換)。
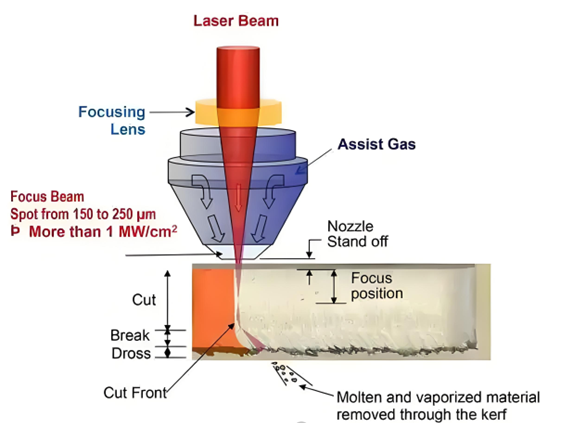
(2)光路系統(tǒng)檢測:采用紅外熱像儀檢查振鏡電機(jī)溫度,工作溫度超過65℃時會出現(xiàn)響應(yīng)延遲。同時使用激光功率計(jì)檢測實(shí)際出光功率,與設(shè)定值偏差超過5%即需校準(zhǔn)。
2. 控制系統(tǒng)驗(yàn)證
(1)檢查控制卡信號延遲:通過高速采集卡測量從控制信號發(fā)出到激光器實(shí)際響應(yīng)的間隔,工業(yè)級設(shè)備應(yīng)控制在1ms以內(nèi)。若發(fā)現(xiàn)延遲,需更新控制卡固件或更換通訊線纜。
(2)軟件參數(shù)配置核查:重點(diǎn)檢查"出光提前量"參數(shù)設(shè)置,該參數(shù)應(yīng)根據(jù)機(jī)械運(yùn)動速度動態(tài)調(diào)整。對于高速雕刻(速度>2m/s),建議設(shè)置5-10μs的提前量。
二、典型解決方案
1. 機(jī)械延遲補(bǔ)償
(1)采用高精度編碼器實(shí)時反饋位置信息,建立運(yùn)動軸的速度-延遲補(bǔ)償曲線。例如某型號切割機(jī)在X軸速度達(dá)到1.5m/s時,需設(shè)置0.3ms的提前出光補(bǔ)償。
(2)定期維護(hù)直線導(dǎo)軌和傳動機(jī)構(gòu),確保機(jī)械傳動間隙控制在0.02mm以內(nèi)。過大的機(jī)械間隙會導(dǎo)致實(shí)際運(yùn)動軌跡與控制系統(tǒng)計(jì)算出現(xiàn)偏差。
2. 電氣系統(tǒng)優(yōu)化
(1)升級Q開關(guān)驅(qū)動電路:將傳統(tǒng)晶體管驅(qū)動改為MOSFET驅(qū)動,可使響應(yīng)時間從200ns提升至50ns。某激光打標(biāo)機(jī)改造案例顯示,此舉使時間精度提升78%。
(2)優(yōu)化接地系統(tǒng):采用星型接地拓?fù)浣Y(jié)構(gòu),單獨(dú)設(shè)置激光電源接地線徑不小于6mm2。實(shí)測表明,良好的接地可使信號干擾降低40%以上。
三、校準(zhǔn)與測試方法
1. 動態(tài)精度測試
使用高速攝像機(jī)(幀率≥10000fps)拍攝激光出光瞬間,與控制系統(tǒng)指令時間對比。重復(fù)測試30次,計(jì)算標(biāo)準(zhǔn)偏差,合格標(biāo)準(zhǔn)應(yīng)<15μs。
2. 加工驗(yàn)證測試
(1)圓形測試法:雕刻直徑10mm的同心圓陣列,測量實(shí)際圓心的位置偏移。允許偏差為±0.05mm,超出范圍需重新校準(zhǔn)延時參數(shù)。
(2)線段重疊測試:加工交叉直線圖案,觀察交點(diǎn)處的燒蝕重疊情況。理想狀態(tài)下應(yīng)完全重合,出現(xiàn)可見分離即表明時間同步存在問題。
四、預(yù)防性維護(hù)建議
1. 建立定期校準(zhǔn)制度
(1)每日作業(yè)前進(jìn)行5分鐘預(yù)熱。
(2)每周使用標(biāo)準(zhǔn)測試片驗(yàn)證加工精度。
(3)每季度全面檢測光學(xué)元件衰減情況。
2. 關(guān)鍵部件壽命管理
(1)Q開關(guān)晶體:工作滿4000小時需檢測損傷閾值。
(2)振鏡電機(jī):累計(jì)運(yùn)行200萬次后建議更換軸承。
(3)控制卡EEPROM:每5年需進(jìn)行數(shù)據(jù)完整性校驗(yàn)。
五、特殊情況處理
1. 高頻脈沖模式下的時間漂移
當(dāng)脈沖頻率>50kHz時,建議:
(1)降低單脈沖能量20%。
(2)增加散熱片面積30%。
(3)采用溫度補(bǔ)償算法。
2. 多軸聯(lián)動時的同步問題
(1)配置硬件同步觸發(fā)信號。
(2)運(yùn)動控制采用前瞻插補(bǔ)算法。
通過以上系統(tǒng)化的診斷和處理方法,可有效解決激光出光時間不準(zhǔn)的問題。實(shí)際應(yīng)用中建議建立設(shè)備精度檔案,記錄每次維護(hù)后的性能參數(shù),形成完整的設(shè)備健康管理數(shù)據(jù)庫。對于復(fù)雜系統(tǒng)的時序問題,可采用六西格瑪DMAIC方法進(jìn)行持續(xù)改進(jìn),直至達(dá)到工藝要求的精度標(biāo)準(zhǔn)。
審核編輯 黃宇
-
激光設(shè)備
+關(guān)注
關(guān)注
0文章
66瀏覽量
9420
發(fā)布評論請先 登錄
固態(tài)激光雷達(dá)參數(shù)以及避障視頻
頻率可調(diào)諧光子集成外腔激光器
CCD 視覺定位激光打標(biāo)機(jī)_全自動視覺激光打標(biāo)設(shè)備廠家

紅外激光補(bǔ)光技術(shù)迎來爆發(fā)期

華盛昌激光測距儀破解復(fù)雜場景測量痛點(diǎn)
超短激光脈沖測量設(shè)備介紹

南洋理工開發(fā)新型超緊湊型激光器:光損耗更低
激光雷達(dá)在自動駕駛汽車的應(yīng)用

紫宸激光設(shè)備工藝型號介紹
浮思特 | 紅外激光模組工作原理:科技的神奇之處

激光錫焊工藝在光模塊 ROSA 器件中的應(yīng)用
連續(xù)激光器與脈沖激光器:有什么區(qū)別?

激光在工業(yè)中的應(yīng)用
EtherCAT科普系列(6): EtherCAT技術(shù)在激光切割機(jī)控制系統(tǒng)領(lǐng)域的應(yīng)用
我國成功研制出全球首臺193納米緊湊型固態(tài)激光器



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論