 汽車制造焊接車間:DEVICENET主站轉PROFINET從站網關應用
汽車制造焊接車間:DEVICENET主站轉PROFINET從站網關應用

- 項目背景
在汽車制造焊接車間中,自動化設備通常采用多種工業總線協議,導致不同系統之間的通信兼容性問題日益突出。某德系汽車品牌的焊接車間原有設備采用DEVICENET總線連接多臺機械手臂,而新建的PROFINET總線系統需接入上層西門子PLC控制系統。由于DEVICENET與PROFINET協議不兼容,機械手臂無法直接與PLC通信,導致生產效率低下且維護成本較高。因此,需要通過協議轉換網關實現DEVICENET主站到PROFINET從站的轉換,打通設備間的數據交互通道。
- 方案設計
為解決協議兼容性問題,項目采用一款高性能的協議轉換網關(疆鴻智能系列網關)。該網關支持DEVICENET主站接口與PROFINET從站接口的雙向數據轉換,具體設計如下:
- 網絡拓撲:機械手臂通過DEVICENET接口連接至網關的DEVICENET主站端口,網關的PROFINET從站端口接入車間PROFINET網絡,最終與西門子S7-1500 PLC通信。
- 數據映射:網關內部配置數據映射表,將DEVICENET的I/O點(如機械手臂的焊接狀態、故障信號)轉換為PROFINET模塊的輸入輸出數據,供PLC實時讀取和控制。
- 冗余設計:網關支持斷線重連和心跳檢測功能,確保在網絡波動時仍能維持穩定通信。
- 實施過程
實施過程分為硬件連接、網關配置和系統調試三個階段:
- 硬件連接:首先部署網關設備,機械手臂的DEVICENET接口通過屏蔽雙絞線接入網關,網關的PROFINET端口通過工業交換機與PLC連接。
- 網關配置:使用網關配套軟件配置DEVICENET主站參數(如波特率、節點地址)和PROFINET從站參數(如設備名稱、IP地址)。通過數據映射工具,將機械手臂的16個數字量輸入和12個數字量輸出映射到PROFINET的I/O模塊中。
- 系統調試:在PLC中導入網關的GSDML文件,組態PROFINET從站設備,并編寫控制邏輯程序。通過STEP 7軟件監控數據交換狀態,逐步優化通信周期時間(最終穩定在4ms以內)。
- 應用效果
通過網關實現協議轉換后,焊接車間的生產效率顯著提升:
- 實時性提升:機械手臂與PLC的通信延遲從原有的100ms降低至10ms以內,焊接流水線的節拍時間縮短15%。
- 維護成本降低:網關的故障診斷功能可實時上報網絡異常,減少了約30%的設備停機時間。
- 擴展性增強:網關支持多品牌設備接入,后續新增的安川機械手臂也可通過相同方案快速集成。
- 網關關鍵參數
本項目采用的網關核心參數如下:
- 協議支持:DEVICENET主站(符合ODVA標準)、PROFINET從站(符合IEC 61158標準)。
- 通信性能:支持最多2048字節的輸入輸出數據,循環周期可配置為1-512ms。
- 環境適應性:工作溫度-40℃~70℃,支持IP20防護等級,適用于工業現場環境。
- 配置方式:支持網頁端和專用軟件配置,提供診斷LED指示燈和日志導出功能。
- 總結
通過DEVICENET轉PROFINET網關的成功應用,焊接車間解決了多協議設備的互聯難題,實現了機械手臂與PLC系統的無縫集成。這一方案不僅提升了設備通信效率和生產線靈活性,還為未來數字化升級(如工業物聯網平臺接入)奠定了堅實基礎。在汽車制造領域,協議轉換網關已成為推動老舊設備智能化改造的關鍵技術,其價值在兼容性、可靠性和成本控制方面得到充分體現。
電器參數
電源: 直流24V/200mA (18V~ 30V可用) 使用中建議接好保護地PE
工作環境: -40 ~85°C,濕度≤95%
防護等級: IP20
安裝方式: DIN-35mm導軌
審核編輯 黃宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
網關
+關注
關注
9文章
6803瀏覽量
56287 -
DeviceNet
+關注
關注
1文章
466瀏覽量
17695 -
Profinet
+關注
關注
8文章
2289瀏覽量
28197
發布評論請先 登錄
相關推薦
熱點推薦
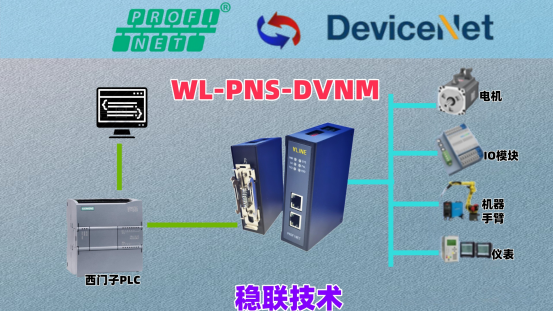
耐達訊自動化Profinet轉Devicenet網關:汽車制造產線的“協議橋梁”
異構協議,導致產線集成復雜、調試周期長。耐達訊自動化Profinet轉Devicenet網關以“協議透明轉換+工業級防護”技術,為汽車

疆鴻智能PROFINET轉DEVICENET的車間對話:網關重塑AGV控制流
疆鴻智能PROFINET轉DEVICENET的車間對話:網關重塑AGV控制流 在高度自動化的汽車
Profinet從站轉EtherNet IP主站協議網關應用于自動化生產線
在現代化汽車零部件生產線中,西門子S71200PLC需通過Profinet協議與多臺EtherNet IP從站設備(如羅克韋爾的分布式IO模塊1734IB8)通信。此時,

“關”破壁:PROFINET融合DEVICENET,焊接車間數據全貫通
?“關”破壁:PROFINET融合DEVICENET,焊接車間數據全貫通 一、案例背景與項目痛點 在汽車零部件焊接車間,我們遇到了一個典型的


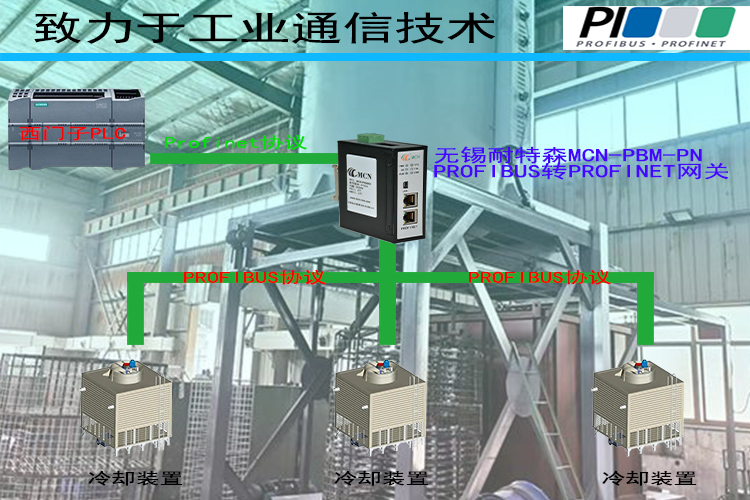
Profibus DP?轉 DeviceNet:網關破解汽車焊接車間 DCS?與馬保協議異構難題
在某大型汽車制造企業的焊接車間,20臺焊接機器人組成的自動化生產線承擔著車身框架焊接的關鍵工序。這些機器人的

Profibus DP轉DeviceNet:智能網關打通汽車焊接車間DCS與馬保通信鏈路
在某大型汽車制造企業的焊接車間,20臺焊接機器人組成的自動化生產線承擔著車身框架焊接的關鍵工序。這些機器人的
Profinet從轉Modbus(TCP)主總線協議轉換網關
一,設備主要功能 1、 疆鴻智能JH -TCP-PN 型網關是Profinet從轉Modbus(TCP)主/

Profinet從轉DeviceNet從協議網關
一,主要功能 1、 疆鴻智能JH-SPN-SDVN 型是Profinet從轉DeviceNet從工業級P

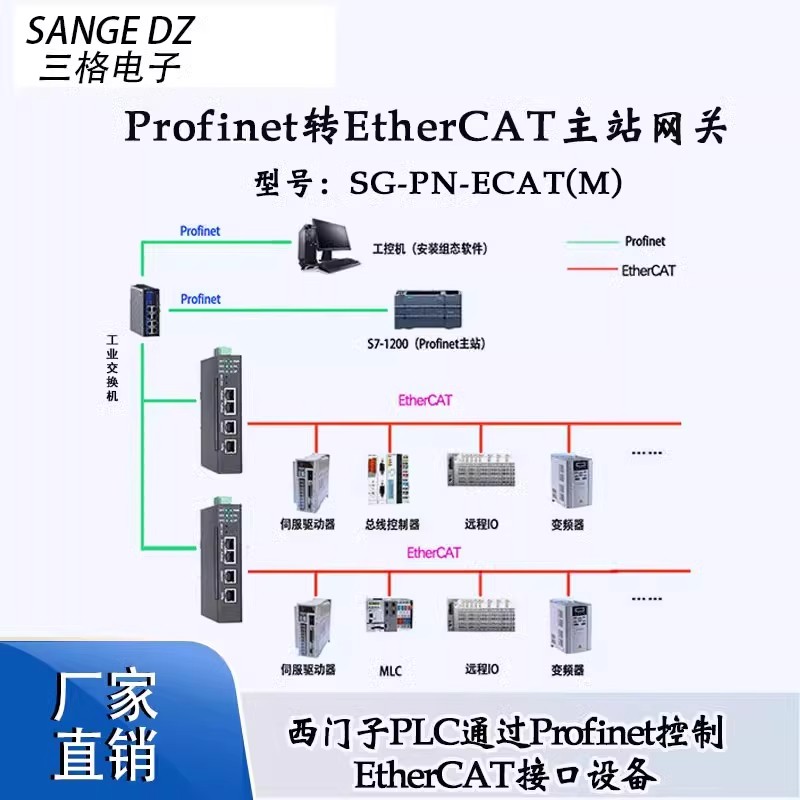
打破協議壁壘!三格電子Profinet轉EtherCAT主站網關,讓工業設備自由對話
在工業自動化領域,不同通信協議的設備如何高效協同工作,一直是企業面臨的關鍵挑戰。三格電子憑借深厚的技術積累與對市場需求的精準洞察,推出的 Profinet 轉 EtherCAT 主站網關
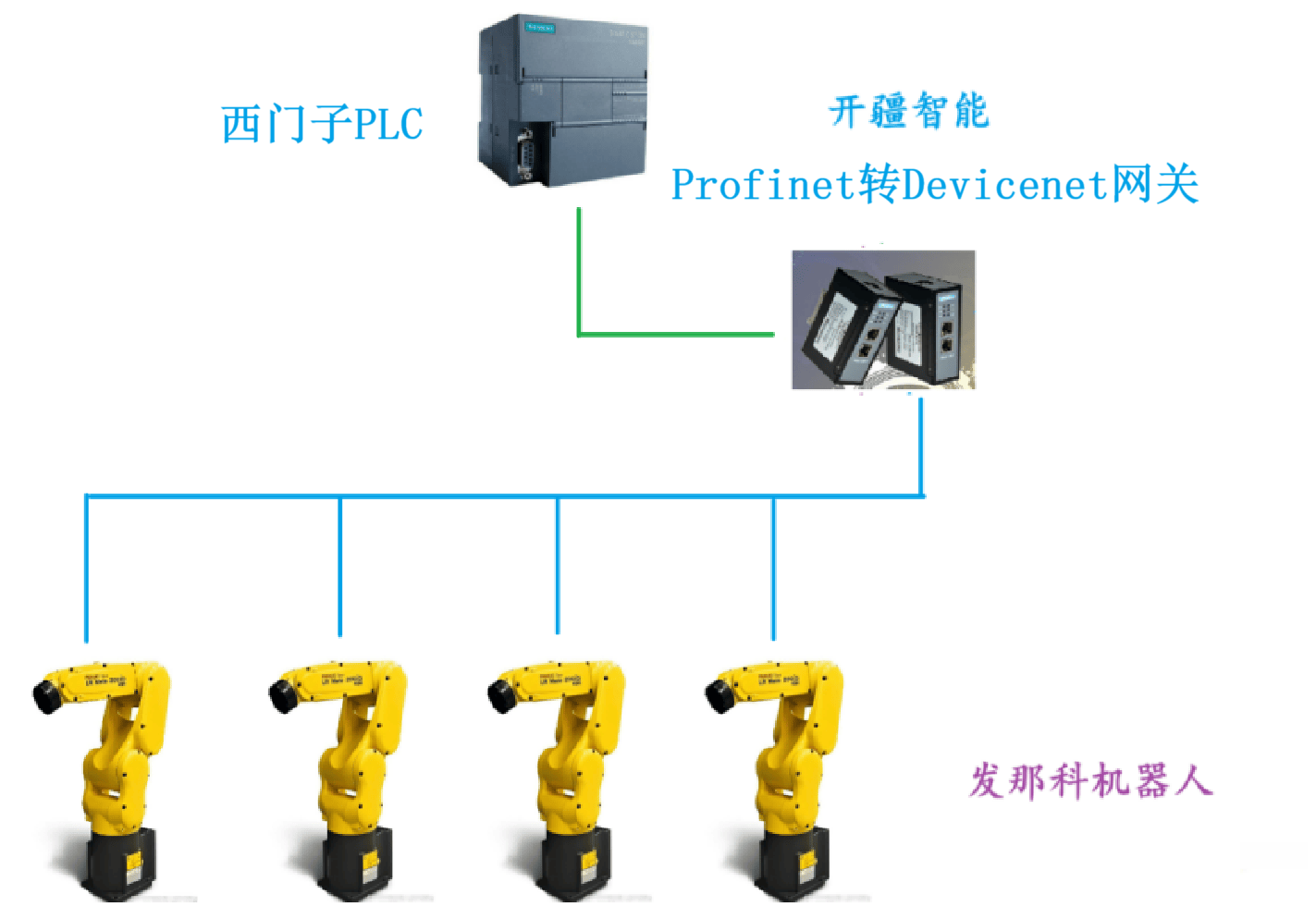
開疆智能Profinet轉Devicenet網關連接發那科機器人配置案例
Profinet主Devicenet交換參數。 此處可分別設置數據傳輸長度以及掉線后數據處理方式,大小端交換可按需自由分配。 點擊Port0,設置網關自身的節點地址以及波特率(與
開疆智能Devicenet轉ModbusTCP網關連接臺達從站通訊模塊配置案例
本案例是通過開疆智能Devicenet轉ModbusTCP網關連接臺達Devicenet從站通訊

鋁時效爐智能化升級關鍵:Profinet從站轉Profibus主站網關應用深度解析
Profinet從站轉Profibus DP主站網關在鋁型材時效爐中的實際應用在鋁型材生產中,時
焊接車間智能化改造:焊縫跟蹤系統選型評估要點
隨著制造業向智能化、數字化轉型,焊接車間的自動化程度不斷提升,焊縫跟蹤系統作為智能焊接的核心部件,其性能優劣將直接影響焊接品質與整線運行效率。今天一起來了解焊縫跟蹤系統選型評估要點,幫



 工商網監
工商網監
評論