") 超景深顯微鏡應(yīng)用:碳鋼表面激光除漆試驗(yàn)的微觀形貌表征
超景深顯微鏡應(yīng)用:碳鋼表面激光除漆試驗(yàn)的微觀形貌表征

碳鋼硬度高、易加工,常用作電器儀器外殼,但易氧化生銹,故涂氨基漆提升耐腐蝕性與外觀。回收時需除漆,而氨基漆膜堅韌、附著力強(qiáng),傳統(tǒng)機(jī)械、高溫分解、脫漆劑除漆法均有局限。激光除漆能可控去漆且不損基材,簡單高效。光子灣科技超景深顯微鏡在材料微觀觀測與評估中表現(xiàn)優(yōu)異,可為高端領(lǐng)域工藝優(yōu)化提供支撐。本文以碳鋼氨基漆激光除漆為對象,結(jié)合超景深顯微鏡觀測技術(shù),通過正交試驗(yàn)優(yōu)化參數(shù),旨在為工程應(yīng)用提供數(shù)據(jù)支撐。
#Photonixbay.
實(shí)驗(yàn)設(shè)備與材料
試驗(yàn)采用納秒光纖激光清洗系統(tǒng),由雙軸振鏡系統(tǒng)、紅光定位系統(tǒng)等組成,激光波長 1064 nm,最高輸出功率 100 W,出光頻率 20~500 kHz,清洗速率最高 7000 mm/s,脈沖寬度 20~300 ns,激光線寬 3.98 nm。試樣為雙面涂氨基漆的碳鋼電器外觀件,基材厚度 1.5 mm,漆膜平均厚度 86.42 μm(漆膜厚度儀測得),觀測采用超景深顯微鏡與三維輪廓儀。
#Photonixbay.
實(shí)驗(yàn)方法
激光除漆效果受激光能量密度(激光功率、脈沖寬度決定)與光斑搭接率(掃描速率、脈沖頻率、掃描間距決定)影響,故確定5 個核心工藝參數(shù)。通過單因素試驗(yàn)確定各參數(shù)合理取值范圍后,設(shè)計五因素五水平正交試驗(yàn)(共25 組)。試驗(yàn)完成后,用超景深顯微鏡觀測表面形貌,三維輪廓儀測粗糙度與輪廓;按基底顯露程度、殘余漆層厚度、表面光整度將試樣劃分為X + 至 Z?共 9 個等級(90~10 分,梯度 10 分),采用極差分析法分析結(jié)果,確定最優(yōu)參數(shù)與各參數(shù)影響程度。
#Photonixbay.
實(shí)驗(yàn)結(jié)果
1. 正交試驗(yàn)結(jié)果與極差分析
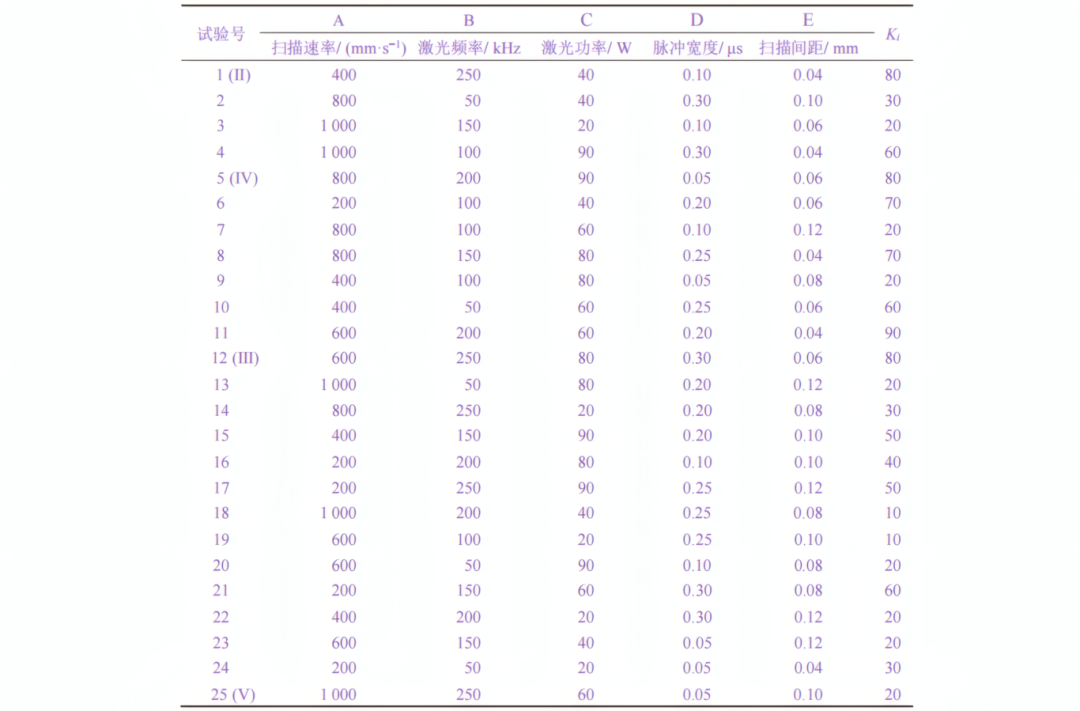 試驗(yàn)方案與結(jié)果評估
試驗(yàn)方案與結(jié)果評估
25 組試驗(yàn)評分(K_i)范圍 10~90 分,最高為試驗(yàn) 11(90 分)。通過極差分析(K_ij 為因素 j 水平分值和,R_i 為極差)得出:各參數(shù)對除漆質(zhì)量影響排序?yàn)?strong>掃描間距(R_i=40)>激光功率(R_i=32)>掃描速率(R_i=24)>脈沖頻率(R_i=18)>脈沖寬度(R_i=14)。最優(yōu)參數(shù)組合為掃描速率200 mm/s(A?)、激光頻率 250 kHz(B?)、激光功率 90 W(C?)、脈沖寬度 0.2 μs(D?)、掃描間距 0.04 mm(E?),其理論評分為102.4,顯著高于試驗(yàn)最高值90 分。
2.表面形貌分析
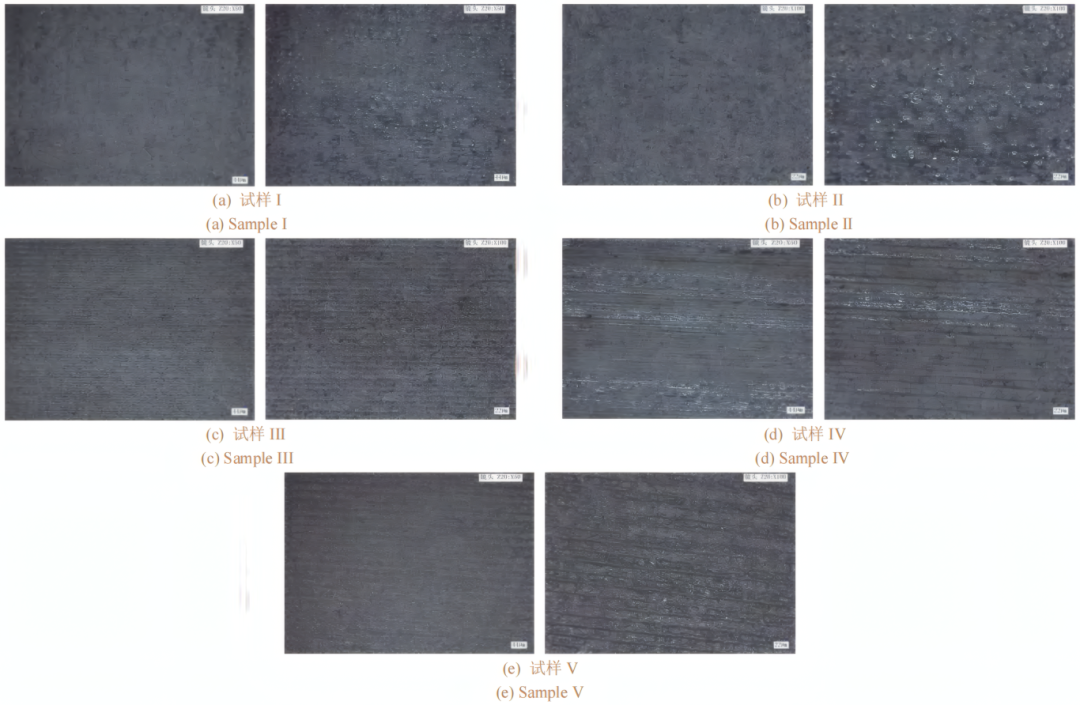 激光除漆后試樣表面的微觀形貌
激光除漆后試樣表面的微觀形貌
選取最優(yōu)參數(shù)組(試樣Ⅰ)、正交試驗(yàn)高分組(試驗(yàn) 1、5、12,對應(yīng)試樣 Ⅱ、Ⅳ、Ⅲ)及低分組(試驗(yàn) 18,對應(yīng)試樣 Ⅴ),用超景深顯微鏡在50 倍、100 倍下觀測。50 倍下,僅試樣 Ⅰ 漆層清除干凈、基底呈銀白色,其余試樣均有漆層殘留且顯掃描紋路(銀灰色);100 倍下,試樣 Ⅰ 無明顯殘留,試樣 Ⅱ 因顆粒凸起顯凹凸,試樣Ⅲ、Ⅳ 殘留漆層條紋明顯,試樣 Ⅴ 殘留大量漆層。結(jié)果驗(yàn)證最優(yōu)參數(shù)除漆效果最優(yōu),掃描間距增大、掃描速率升高或激光功率降低均會劣化除漆效果。
3.三維輪廓分析
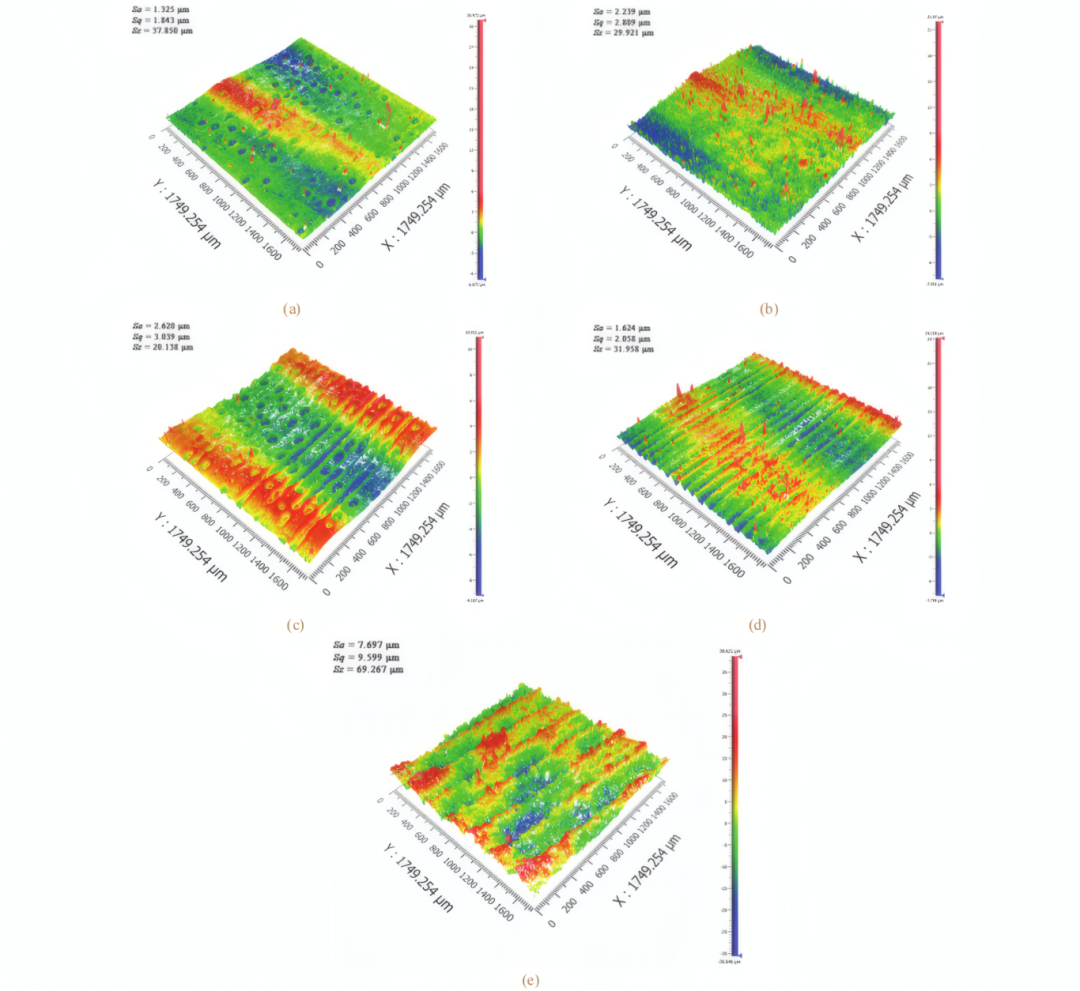
不同試樣激光清洗后的三維輪廓
三維輪廓儀分析顯示:試樣Ⅰ 紅 / 藍(lán)色高亮區(qū)域少(高于 / 低于基準(zhǔn)面區(qū)域少),表面接近基準(zhǔn)面,粗糙度 1.325 μm;試樣 Ⅱ(功率不足)表面整體升高,粗糙度 2.239 μm;試樣 Ⅲ(掃描間距大)邊緣紅色區(qū)域亮、中心下凹,粗糙度 2.624 μm;試樣 Ⅳ(掃描速率大)局部紅色高峰,粗糙度 1.624 μm;試樣 Ⅴ(速率高 + 功率低)整體高度升高,粗糙度 7.697 μm。進(jìn)一步證實(shí)最優(yōu)參數(shù)組試樣表面最平整、除漆效果最佳。
綜上,碳鋼氨基漆激光除漆中,各工藝參數(shù)影響從大到小為:掃描間距、激光功率、掃描速率、脈沖頻率、脈沖寬度。掃描間距過大會留下掃描軌跡和漆層殘留,激光功率過低或掃描速率過高則能量不足,導(dǎo)致試樣表面呈銀灰色。最優(yōu)除漆參數(shù)為:掃描速率200mm/s、激光頻率 250kHz、激光功率 90W、脈沖寬度 0.2μs、掃描間距 0.04mm。此參數(shù)下漆層基本清除、基底清晰,表面平整且粗糙度低至1.325μm;其他參數(shù)會使試樣表面出現(xiàn)高低差并殘留漆層。超景深顯微鏡提供了精準(zhǔn)三維形貌數(shù)據(jù),其在材料表面評估的優(yōu)勢,可助力相關(guān)行業(yè)工藝升級與質(zhì)量管控。
#Photonixbay.
光子灣超景深顯微鏡
光子灣超景深顯微鏡用于對各種精密器件及材料表面進(jìn)行亞微米級三維輪廓測量的檢測儀器。與傳統(tǒng)的光學(xué)顯微鏡不同,該設(shè)備擁有更大的景深、更廣的視野、更高的放大倍率、更全的觀測角度,足以應(yīng)對各種極具挑戰(zhàn)的觀測場景。
超清數(shù)字成像器件,3840*2160 800W像素超高速實(shí)時傳輸
多種HDR技術(shù)結(jié)合運(yùn)用,實(shí)現(xiàn)亮區(qū)暗區(qū)真實(shí)呈現(xiàn)
先進(jìn)的遠(yuǎn)心光學(xué)系統(tǒng)設(shè)計,保證真彩與銳利、低畸變圖像質(zhì)量
光子灣超景深顯微鏡以大景深、三位量化、無損高效的特點(diǎn),可精準(zhǔn)觀測被攝物體的三維輪廓,為工藝優(yōu)化提供數(shù)據(jù)支撐,是提升工藝質(zhì)量從經(jīng)驗(yàn)判斷到數(shù)據(jù)驅(qū)動的關(guān)鍵一步。未來,光子灣科技將持續(xù)深化對超景深顯微鏡技術(shù)的研究與應(yīng)用,助力高端制造領(lǐng)域的材料研發(fā)。
#超景深顯微鏡#三維成像#3d顯微鏡#表面粗糙度#三維輪廓
感謝您本次的閱讀光子灣將持續(xù)為您奉上更多優(yōu)質(zhì)內(nèi)容,與您共同進(jìn)步。
原文參考:《碳鋼表面激光除漆的正交試驗(yàn)優(yōu)化》
*特別聲明:本公眾號所發(fā)布的原創(chuàng)及轉(zhuǎn)載文章,僅用于學(xué)術(shù)分享和傳遞行業(yè)相關(guān)信息。未經(jīng)授權(quán),不得抄襲、篡改、引用、轉(zhuǎn)載等侵犯本公眾號相關(guān)權(quán)益的行為。內(nèi)容僅供參考,如涉及版權(quán)問題,敬請聯(lián)系,我們將在第一時間核實(shí)并處理。
-
顯微鏡
+關(guān)注
關(guān)注
0文章
765瀏覽量
25563 -
光學(xué)系統(tǒng)
+關(guān)注
關(guān)注
5文章
266瀏覽量
19107 -
試驗(yàn)
+關(guān)注
關(guān)注
0文章
286瀏覽量
16859
發(fā)布評論請先 登錄
?超景深3D檢測顯微鏡技術(shù)解析
電觸頭表面形貌特征
原子力顯微鏡工作原理及應(yīng)用范圍
結(jié)構(gòu)深、角度大、反射差?用共聚焦顯微鏡就對啦!
為什么激光共聚焦顯微鏡成像質(zhì)量更好?
優(yōu)可測超景深數(shù)碼顯微鏡AH-3000系列 產(chǎn)品手冊
共聚焦顯微鏡應(yīng)用:冷軋汽車鋼(DC04)表面形貌表征

超景深顯微鏡的基本原理
超景深顯微鏡技術(shù):拓展微觀形貌表征分析新維度
超景深顯微鏡的工作原理與測試影響因素
超景深顯微鏡在材料學(xué)中的應(yīng)用
共聚焦顯微鏡觀測:電器外觀件電泳油漆激光清除試驗(yàn)
共聚焦顯微鏡VS超景深顯微鏡的區(qū)別對比
一文讀懂:超景深顯微鏡的原理



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論