 單網口互聯:S7-300PLC同時驅動上位監控、HMI與變頻調速
單網口互聯:S7-300PLC同時驅動上位監控、HMI與變頻調速

一、行業背景與痛點分析
在化工與制藥行業的生產場景中,自動化控制系統往往面臨設備協議碎片化、數據孤島化的典型難題。以某制藥企業的無菌原料藥生產線為例,其核心控制系統采用西門子S7-300PLC,而前端的發酵罐溫度控制模塊(ModbusRTU協議)、后端的包裝線變頻器(ModbusRTU協議)以及車間內多品牌觸摸屏(含西門子、昆侖通態、威綸通等)因協議差異無法實現數據互通。這種協議壁壘導致生產數據無法實時回傳至MES系統,工藝參數追溯依賴人工記錄,設備故障響應滯后,嚴重制約了智能制造升級進程。據統計,該企業因協議不兼容導致的生產中斷年均達12次,單次修復耗時超過4小時,直接經濟損失達數十萬元。
二、核心解決方案
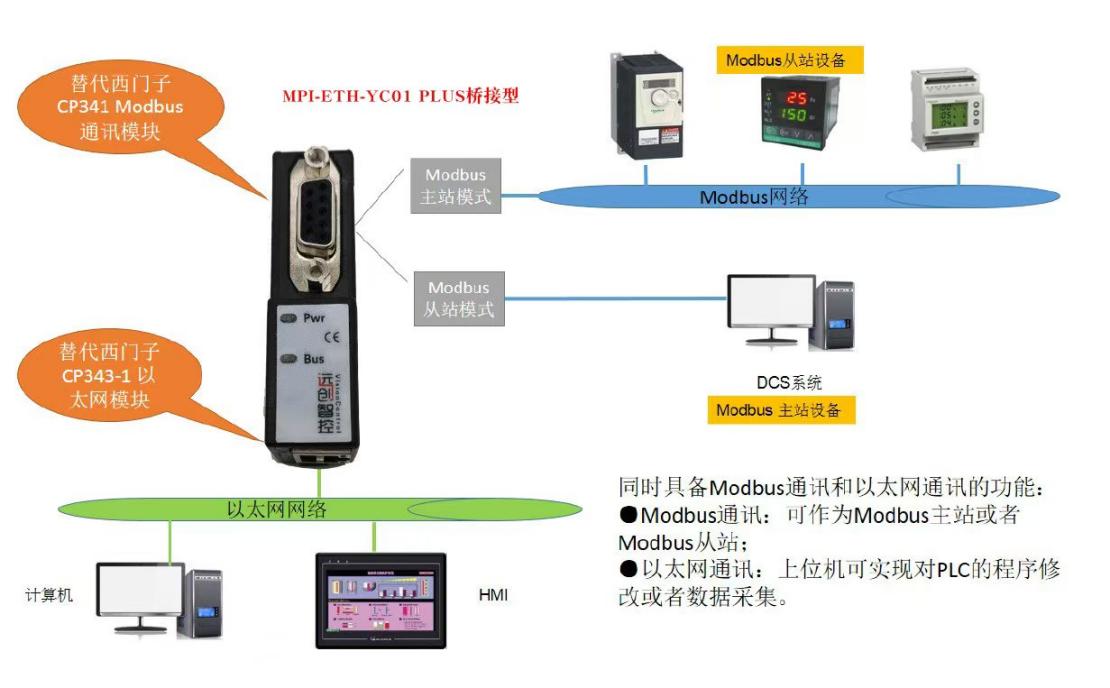
針對上述痛點,采用捷米特ETH-S7300-JM02Plus橋接型以太網模塊構建多協議融合平臺,實現三大核心功能:
異構PLC通訊互聯:通過模塊的雙以太網口,建立S7-300與S7-1200之間的S7TCP通訊通道,實現工藝參數實時交互(如發酵溫度設定值從S7-300下發至S7-1200控制的離心機)。
ModbusRTU設備集中采集:利用模塊的RS485接口,將32臺ModbusRTU設備(含變頻器、溫度變送器)接入以太網,通過ModbusRTU轉TCP協議轉換,使PLC可通過統一接口進行數據讀寫。
多品牌觸摸屏無縫接入:模塊支持ModbusTCP服務器功能,兼容西門子HMI的S7協議與第三方觸摸屏的ModbusTCP協議,實現全車間20臺觸摸屏的統一數據訪問。
三、實施過程詳解
1.硬件架構搭建
網絡拓撲設計:
S7-300通過DP接口連接以太網模塊的X1端口(RS485),S7-1200通過以太網口連接模塊的X2端口(RJ45)。
20臺ModbusRTU設備通過RS485總線級聯至模塊的X3端口,采用屏蔽雙絞線并加裝120Ω終端電阻。
觸摸屏通過交換機接入模塊的X4以太網口,形成星型網絡架構。
關鍵設備選型:
ETH-S7300-JM02Plus模塊(實現協議轉換與數據中轉)
西門子CP341串口模塊(擴展S7-300的ModbusRTU主站功能)
工業級交換機(支持IEEE802.3afPoE供電)

2.系統參數配置
模塊基礎設置:
通過Web管理界面配置模塊IP為192.168.0.10,子網掩碼255.255.255.0。
啟用ModbusRTU轉TCP功能,設置從站地址范圍1-32,波特率19200bps,奇偶校驗無。
配置S7-300與S7-1200的通訊參數:本地TSAP03.00,遠程TSAP03.01。
PLC程序開發:
在S7-300中調用FB84"PUT/GET"功能塊,實現與S7-1200的DB塊數據交換(如DB1.DBW0-DB1.DBW100)。
使用CP341模塊的P_SND_RK/P_RCV_RK指令,實現ModbusRTU設備的輪詢讀寫(每500ms采集一次數據)。
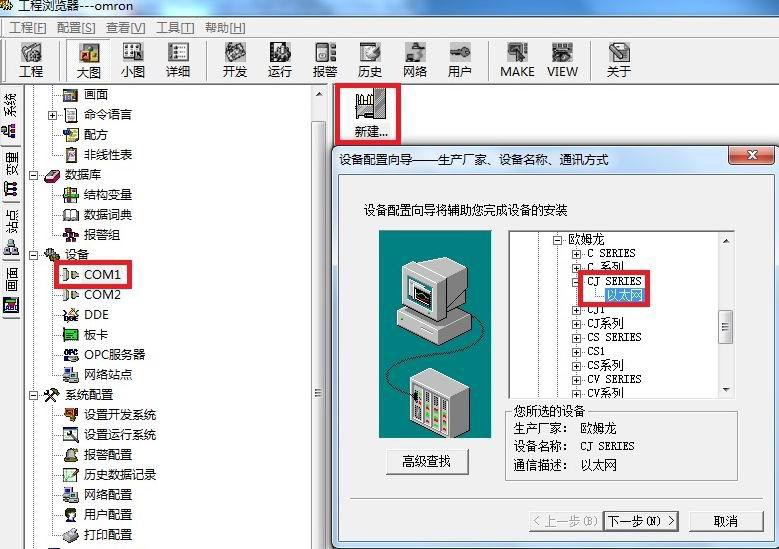
觸摸屏組態:
西門子精智面板通過S7協議連接以太網橋接器IP,映射PLC的DB塊變量。
昆侖通態觸摸屏配置ModbusTCP連接,寄存器地址對應模塊映射的Modbus地址(如40001對應PLC的DB1.DBW0)。
3.系統聯調優化
通信穩定性測試:
采用Wireshark抓包工具,驗證ModbusRTU轉TCP的報文延遲(平均≤20ms)。
通過PLC程序設置心跳檢測機制,當通訊中斷時自動切換至備用通道。
數據完整性驗證:
在PLC中編寫CRC校驗程序,對Modbus數據進行完整性校驗。
建立數據對比機制,將觸摸屏顯示值與PLC內部值實時比對,偏差超過±0.5%時觸發報警。
四、應用效果評估
生產效率提升:
數據采集周期從人工4小時/次縮短至自動30秒/次,工藝參數調整響應速度提升80%。
設備故障平均修復時間從4小時降至30分鐘,年減少停機損失約50萬元。
數據管理升級:
實現全車間設備數據的集中存儲與可視化監控,支持18個月的歷史數據追溯。
制藥車間通過GMP認證審核,生產記錄自動化率從35%提升至98%。
系統擴展能力:
以太網橋接器支持32個Modbus從站擴展,為未來新增設備預留充足接口。
多協議兼容特性使后續接入OPCUA服務器、MES系統等第三方平臺無需硬件改造。
五、總結與展望
ETH-S7300-JM02Plus橋接器通過"協議轉換+數據整合"的創新模式,成功破解了化工制藥行業的多協議通訊難題。該方案在某制藥企業的實施表明,其不僅能實現設備互聯的物理層打通,更通過標準化的數據接口和智能化的故障處理機制,為企業構建了可擴展、高可靠的工業物聯網基礎架構。隨著工業4.0的深入推進,此類邊緣計算設備將在實現生產過程數字化、智能化轉型中發揮更關鍵的作用。未來可進一步探索與5G、AI算法的結合,實現預測性維護與工藝參數自優化,推動行業向智能制造更高階發展。
-
數據采集
+關注
關注
41文章
8038瀏覽量
120899 -
網關
+關注
關注
9文章
6782瀏覽量
56265 -
工業自動化
+關注
關注
17文章
3127瀏覽量
69886 -
以太網模塊
+關注
關注
0文章
50瀏覽量
8885
發布評論請先 登錄
MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1500PLC、觸摸屏以及Modbus RTU協議的變頻器通訊案例

西門子S7-300PLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例

老舊S7-300煥新生:MPI轉網口一網打盡S7-1200、觸摸屏、ModbusRTU變頻
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1200PLC、觸摸屏以及ModbusRTU協議的變頻器通訊案例

PLC 以太網通訊模塊:助力 S7-300 同時聯動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
S7-300PLC在老舊產線中同時驅動新S7-1200、觸摸屏及變頻器的秘訣
plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

S7-300借MPI轉以太網聯控S7-1200、HMI及Modbus變頻器方案

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例




 工商網監
工商網監
評論