") 多層陶瓷電容器(MLCC)技術(shù)全景解析
多層陶瓷電容器(MLCC)技術(shù)全景解析

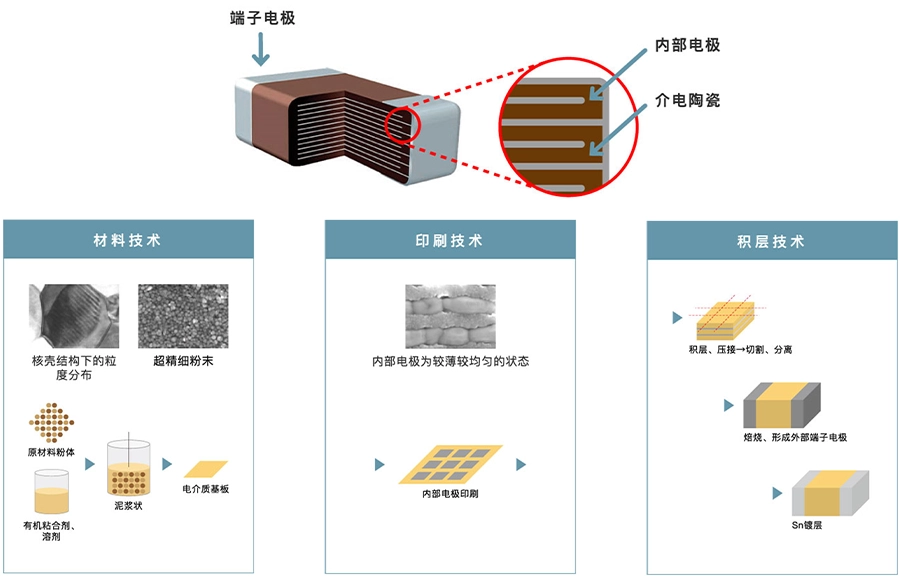
陶瓷電容器(MLCC)作為現(xiàn)代電子設(shè)備的核心被動元件,其技術(shù)發(fā)展經(jīng)歷了從基礎(chǔ)材料創(chuàng)新到精密工藝突破的演進歷程。從微觀結(jié)構(gòu)來看,MLCC采用多層陶瓷介質(zhì)與金屬電極交替堆疊的"三明治"架構(gòu),通過流延成型工藝可將介質(zhì)層厚度控制在0.5μm級,配合鎳內(nèi)電極技術(shù)實現(xiàn)高溫穩(wěn)定性和成本優(yōu)化的雙重突破。介質(zhì)材料方面,鈦酸鋇(BaTiO3)基陶瓷通過稀土元素摻雜可將介電常數(shù)提升至4000以上,而鋯酸鍶(SrZrO3)基材料則賦予C0G類電容優(yōu)異的溫度穩(wěn)定性。
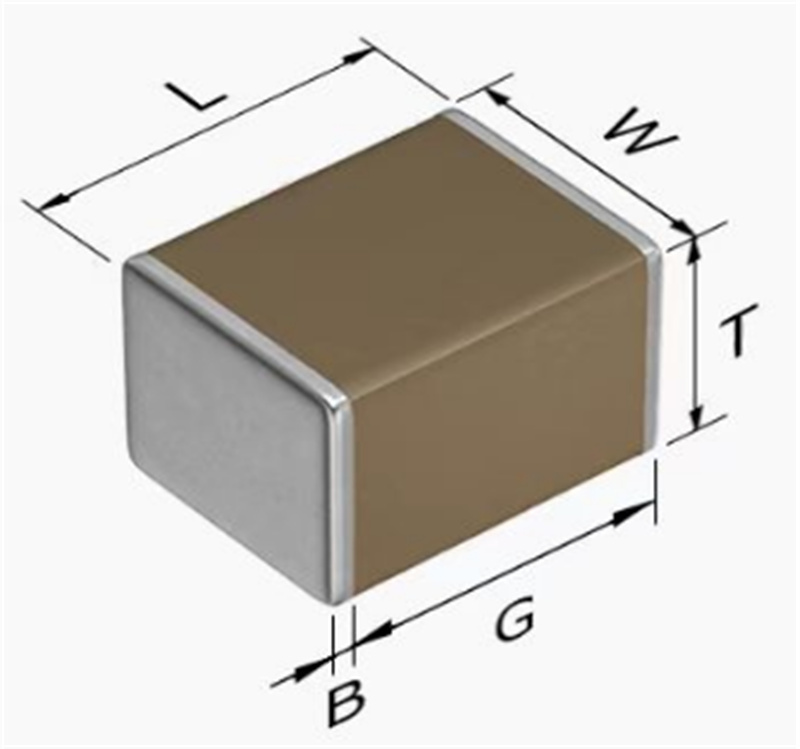
制造工藝上,MLCC經(jīng)歷配料、流延、印刷、疊層、共燒等20余道精密工序。其中高溫共燒技術(shù)(1300-1400℃)需精確控制氧含量低于50ppm,確保陶瓷介質(zhì)與鎳電極的協(xié)同收縮。端電極采用三層鍍層結(jié)構(gòu)(Ni/Sn/Cu),通過電鍍工藝形成15-30μm的可靠連接界面,焊接耐久性可達1000次循環(huán)以上。現(xiàn)代生產(chǎn)線采用CCD視覺定位系統(tǒng),將疊層對位精度控制在5μm以內(nèi),使0402尺寸(1.0×0.5mm)器件容量突破10μF成為可能。
電氣特性方面,MLCC表現(xiàn)出獨特的頻率響應(yīng)曲線:低頻區(qū)呈容性(|Z|∝1/f),諧振點后轉(zhuǎn)感性(|Z|∝f),其自諧振頻率已突破10GHz大關(guān)。但X7R/X5R類電容存在明顯的直流偏壓效應(yīng),30V偏壓下容量衰減可達35%,這源于鈦酸鋇晶格在電場作用下的疇壁運動抑制。在可靠性層面,AEC-Q200認證要求通過1000小時85℃/85%RH測試及-55~125℃熱沖擊試驗,確保車規(guī)級應(yīng)用的穩(wěn)定性。
當前技術(shù)前沿聚焦三個方向:008004規(guī)格(0.25×0.125mm)的超微型化需配套±15μm貼裝精度;高壓MLCC采用鈦酸鍶鋇(BaSrTiO3)介質(zhì)實現(xiàn)10kV耐壓;高頻應(yīng)用通過優(yōu)化電極結(jié)構(gòu)將Q值提升至2000+(1MHz)。未來隨著5G和新能源汽車發(fā)展,MLCC將繼續(xù)在介電材料納米改性和三維堆疊工藝上尋求突破。
一、MLCC核心技術(shù)架構(gòu)
微觀結(jié)構(gòu)創(chuàng)新
現(xiàn)代MLCC采用"三明治"式疊層設(shè)計,介質(zhì)層厚度已突破0.5μm極限(以村田GJM系列為例)
鎳電極技術(shù)替代傳統(tǒng)銀鈀電極,成本降低40%的同時實現(xiàn)125℃高溫穩(wěn)定性
X7R/X5R類介質(zhì)材料的介電常數(shù)提升至4000+,比十年前提高3倍
關(guān)鍵工藝突破
流延成型工藝可實現(xiàn)2μm超薄介質(zhì)層,疊層精度達±0.8μm
共燒技術(shù)解決內(nèi)電極與介質(zhì)收縮率匹配難題(溫差控制在±5℃內(nèi))
端電極采用三層鍍層結(jié)構(gòu)(Ni/Sn/Cu),焊接可靠性提升至1000次循環(huán)
二、工程應(yīng)用痛點解決方案
機械應(yīng)力裂紋防護
案例:某無人機主板因跌落測試出現(xiàn)12%的MLCC失效
解決方案:
選用0603及以上尺寸器件
PCB布局距板邊≥2mm
采用圓弧形走線過渡
效果:失效率降至0.3%
直流偏壓效應(yīng)應(yīng)對
實測數(shù)據(jù):50V額定MLCC在30V偏壓下容量衰減達35%
選型建議:
工作電壓不超過額定值50%
高頻電路優(yōu)先選用C0G材質(zhì)
電源濾波采用多顆并聯(lián)方案
三、前沿技術(shù)演進
超微型化趨勢
008004尺寸(0.25×0.125mm)實現(xiàn)量產(chǎn),但需專用貼片設(shè)備
激光定位精度要求達±15μm,比0402嚴格3倍
汽車電子特殊要求
AEC-Q200認證必須項:
1000小時85℃/85%RH測試
1000次-55~125℃熱沖擊
機械振動測試(20~2000Hz)
高頻化發(fā)展
5G基站用MLCC自諧振頻率突破10GHz
Q值提升至2000+(1MHz下測量)
四、選型實戰(zhàn)經(jīng)驗
成本優(yōu)化策略
消費類產(chǎn)品可接受±20%容差
工業(yè)級建議選用±10%精度
醫(yī)療設(shè)備必須采用±5%及以上精度
供應(yīng)鏈管理要點
關(guān)鍵參數(shù)實測驗證(建議抽樣檢測:
室溫容量
高溫容量
絕緣電阻
耐電壓
備貨周期需預(yù)留8周(受稀土材料供應(yīng)影響)
五、典型失效案例分析
熱應(yīng)力導(dǎo)致開裂
現(xiàn)象:回流焊后出現(xiàn)斜向裂紋
根本原因:升溫速率>3℃/s
改進措施:
預(yù)熱區(qū)延長至120s
峰值溫度控制在260℃以內(nèi)
電遷移失效
案例:LED驅(qū)動電路MLCC短路
失效機理:
銀離子遷移
介質(zhì)層晶格缺陷
預(yù)防方案:
選用含稀土摻雜介質(zhì)
工作電壓降額30%使用
審核編輯 黃宇
-
MLCC
+關(guān)注
關(guān)注
47文章
819瀏覽量
48793 -
陶瓷電容
+關(guān)注
關(guān)注
4文章
481瀏覽量
25046
發(fā)布評論請先 登錄
多層片式陶瓷電容器(MLCC):電子世界的“隱形支柱”
探秘KNH05系列多層陶瓷片式電容器:設(shè)計與應(yīng)用全解析
汽車多層陶瓷電容器(MLCC)KAM系列:設(shè)計應(yīng)用全解析
KYOCERA AVX EM系列多層陶瓷電容器:非飛行原型設(shè)計的理想之選
多層陶瓷片式電容器:特性、選型與應(yīng)用全解析
探索RF/Microwave多層陶瓷電容器(MLC)“KGU”系列:超低ESR的卓越之選
TDK多層陶瓷片式電容器CA系列:汽車級電容新選擇
TDK多層陶瓷片式電容器CGA系列:高溫應(yīng)用的理想之選
TDK多層陶瓷片式電容器C系列:高壓應(yīng)用的理想之選
TDK汽車級多層陶瓷片式電容器CGA系列:設(shè)計與應(yīng)用指南
電子工程師必看:TDK多層陶瓷片式電容器CGA系列介紹
Vishay Vitramon VJ系列多層陶瓷片式電容器技術(shù)解析
多層陶瓷電容器與超級電容器的區(qū)別

三星貼片電容的疊層陶瓷技術(shù)(MLCC)詳解
全球領(lǐng)先的MLCC(多層陶瓷電容器)制造商宇陽科技亮相慕尼黑上海電子展




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論