") 芯片內(nèi)互聯(lián)鍵合與超聲波壓焊技術(shù)解析
芯片內(nèi)互聯(lián)鍵合與超聲波壓焊技術(shù)解析

文章來源:學(xué)習(xí)那些事
原文作者:前路漫漫
本文介紹了芯片的內(nèi)互聯(lián)工藝,并具體介紹了超聲波壓焊工藝。
內(nèi)互聯(lián)鍵合概述
裝片工序完成后,芯片雖已穩(wěn)固于載體(基板或框架)之上,但其表面預(yù)設(shè)的焊盤尚未與封裝體構(gòu)建電氣連接,因而需通過內(nèi)互聯(lián)工藝實(shí)現(xiàn)導(dǎo)通。該工序核心在于以焊接方式橋接芯片焊盤與載體外引腳,其本質(zhì)是形成金屬鍵合的原子級(jí)連接,在英文中對(duì)應(yīng)“Bonding”概念。需注意英文“Welding”作為焊接統(tǒng)稱,實(shí)際涵蓋內(nèi)互聯(lián)工藝,但二者在半導(dǎo)體封裝語境下側(cè)重有所差異。追溯焊接技術(shù)淵源,其可回溯至我國(guó)春秋戰(zhàn)國(guó)時(shí)期冷兵器鍛造,歷經(jīng)千年演進(jìn),如今已形成熔焊、壓焊、釬焊三大技術(shù)體系(見下圖)。
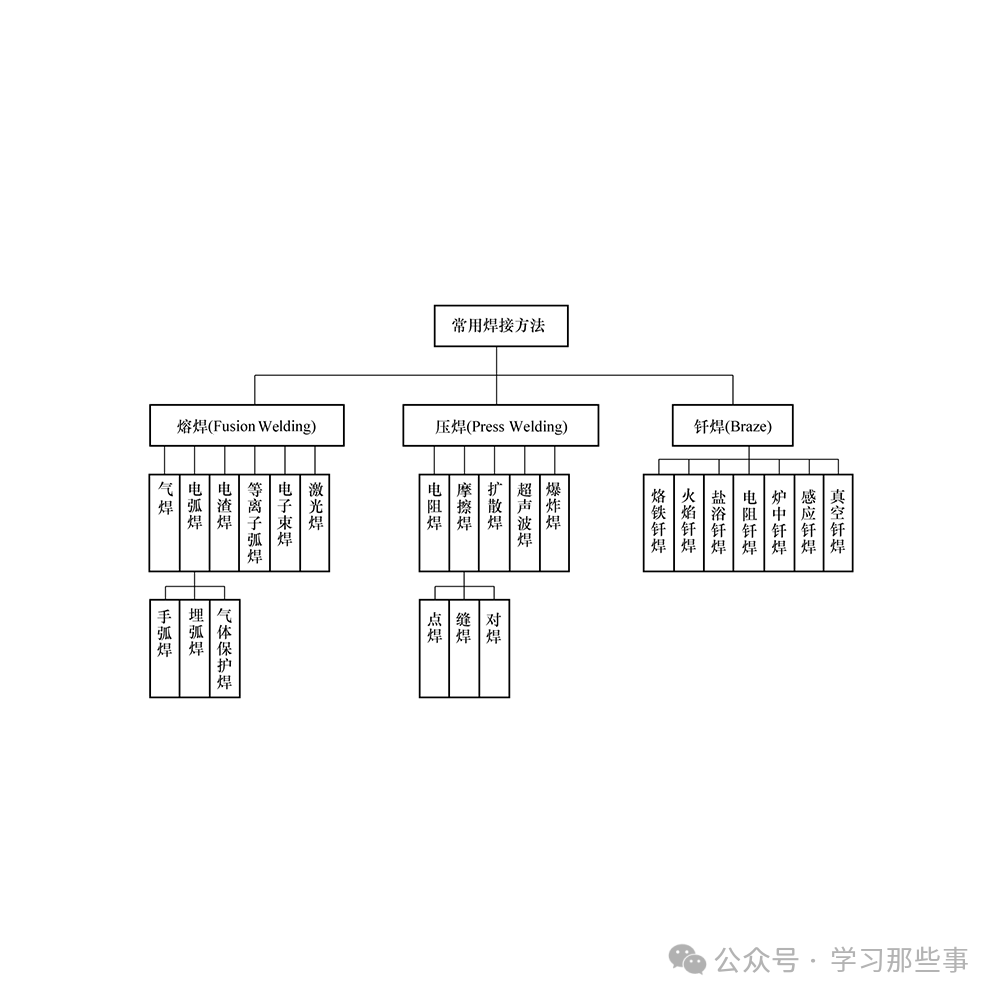
焊接方法分類
熔焊作為工業(yè)主流工藝,通過局部高溫使母材金屬熔化,視需求添加填充金屬,最終實(shí)現(xiàn)原子級(jí)結(jié)合。此工藝憑借高生產(chǎn)率與優(yōu)異接頭力學(xué)性能廣泛應(yīng)用于機(jī)械制造領(lǐng)域,典型如汽車車架焊接。但高溫作用易誘發(fā)焊件應(yīng)力集中與顯著變形,需配合應(yīng)力消除工序彌補(bǔ)缺陷。
釬焊采用熔點(diǎn)低于母材的釬料,將焊件與釬料加熱至特定區(qū)間(高于釬料熔點(diǎn)且低于母材熔點(diǎn)),液態(tài)釬料借毛細(xì)作用浸潤(rùn)填充間隙,并與母材發(fā)生元素?cái)U(kuò)散實(shí)現(xiàn)連接。因其加熱溫度低、接頭平整美觀且變形微小,常用于電子元器件組裝——前文所述焊料裝片即屬釬焊范疇。不過該工藝對(duì)裝配間隙精度要求嚴(yán)苛(通常需控制在50-100μm),且接頭強(qiáng)度遜于熔焊,限制了其在重載結(jié)構(gòu)件的應(yīng)用。
壓焊則以施加壓力為核心要素,加熱與否均可完成焊接。其通過壓力使接觸面塑性變形,伴隨再結(jié)晶與原子擴(kuò)散達(dá)成原子結(jié)合。超聲波壓焊作為半導(dǎo)體內(nèi)互聯(lián)主流技術(shù),借助高頻機(jī)械振蕩(頻率通常為20-120kHz)降低所需壓力,使焊接區(qū)域局部升溫至材料再結(jié)晶溫度區(qū)間(約0.3-0.5Tm,Tm為母材熔點(diǎn))。此過程與粉末冶金熱壓燒結(jié)機(jī)理相似,壓力驅(qū)動(dòng)塑性變形,超聲波振動(dòng)加速原子擴(kuò)散,表面張力促進(jìn)空隙閉合。即便冷壓焊未外部加熱,塑性變形產(chǎn)熱亦能使真實(shí)接觸區(qū)域達(dá)微焊接效果。
現(xiàn)代超聲波壓焊技術(shù)展現(xiàn)出極高工藝效能:傳統(tǒng)金絲球焊設(shè)備已實(shí)現(xiàn)每秒10-20根鍵合速度,最新精密系統(tǒng)更將定位精度推進(jìn)至1μm量級(jí),可滿足先進(jìn)封裝中芯片與基板的高密度互聯(lián)需求。該技術(shù)通過自動(dòng)化控制平臺(tái),精準(zhǔn)協(xié)同壓力、超聲功率、焊接時(shí)間等參數(shù),在保障連接可靠性的同時(shí),有效規(guī)避了傳統(tǒng)焊接工藝常見的熱損傷問題,成為半導(dǎo)體封裝內(nèi)互聯(lián)環(huán)節(jié)的核心支撐技術(shù)。
超聲波壓焊原理
超聲波壓焊作為固相焊接技術(shù)的典型代表,其核心特征在于母材不發(fā)生熔化、無需填充焊料,僅依靠壓力驅(qū)動(dòng)實(shí)現(xiàn)原子級(jí)結(jié)合。該工藝在多領(lǐng)域展現(xiàn)獨(dú)特價(jià)值:板材加工中用于電梯轎廂拼接、汽車零部件組裝及軸類零件連接;而在半導(dǎo)體工業(yè),其憑借清潔高效、易于自動(dòng)化的特性,成為芯片內(nèi)互聯(lián)的核心工藝——行業(yè)共識(shí)中,半導(dǎo)體封裝內(nèi)互聯(lián)技術(shù)的研究幾乎等同于超聲波焊接工藝的探索。
焊接材料表面狀態(tài)對(duì)超聲波壓焊質(zhì)量起決定性作用。半導(dǎo)體封裝前,常采用等離子體清洗技術(shù),通過高能粒子轟擊去除表面油污、氧化物及吸附雜質(zhì),為焊接創(chuàng)造潔凈基底。盡管超聲波焊接的微觀機(jī)制尚未完全明晰,但基礎(chǔ)認(rèn)知已確立:具備未飽和電子結(jié)構(gòu)的金屬原子在潔凈條件下接觸,可形成穩(wěn)固的冶金鍵合。
實(shí)際工況中,金屬表面存在復(fù)雜物理化學(xué)結(jié)構(gòu)。即便經(jīng)精密加工,表面仍殘留約200個(gè)原子直徑厚度的不規(guī)則層,該區(qū)域易吸附大氣中的氧,形成金屬氧化物晶體。同時(shí),表面分子的未飽和鍵對(duì)水汽具有強(qiáng)吸附性,致使氧化物表面凝聚液體、氣體及有機(jī)污染物,構(gòu)成阻礙原子接觸的“界面壁壘”。
焊接過程通過“力-熱耦合”機(jī)制突破該壁壘:超聲換能器將電能轉(zhuǎn)換為高頻機(jī)械振動(dòng)(20-120kHz),經(jīng)劈刀傳遞至焊接界面形成交變剪應(yīng)力;同時(shí),垂直壓力確保工件緊密貼合。雙重作用下,金屬間高頻摩擦產(chǎn)生三重復(fù)合效應(yīng):其一,機(jī)械剪切力剝離表面氧化膜與污染物;其二,摩擦生熱使接觸區(qū)域升溫至材料再結(jié)晶溫度區(qū)間(約0.3-0.5Tm,Tm為母材熔點(diǎn)),誘發(fā)塑性變形;其三,塑性流動(dòng)促使新鮮金屬表面暴露并緊密嵌合,原子在擴(kuò)散與再結(jié)晶作用下形成牢固冶金結(jié)合。
作為半導(dǎo)體封裝的核心環(huán)節(jié),內(nèi)互聯(lián)技術(shù)深度融合材料科學(xué)、精密機(jī)械與工藝控制。其對(duì)焊接材料純度(如金絲純度需≥99.99%)、設(shè)備精度(鍵合定位精度達(dá)1μm)及工藝參數(shù)(壓力、功率、時(shí)間協(xié)同調(diào)控)提出嚴(yán)苛要求。掌握超聲波壓焊技術(shù),即把握了半導(dǎo)體封裝從芯片互聯(lián)到系統(tǒng)集成的關(guān)鍵工藝鏈路,直接影響器件電氣性能、熱可靠性及長(zhǎng)期服役穩(wěn)定性。
-
芯片
+關(guān)注
關(guān)注
463文章
54010瀏覽量
466103 -
工藝
+關(guān)注
關(guān)注
4文章
713瀏覽量
30313 -
超聲波
+關(guān)注
關(guān)注
63文章
3302瀏覽量
145335 -
鍵合
+關(guān)注
關(guān)注
0文章
96瀏覽量
8275
原文標(biāo)題:內(nèi)互聯(lián)鍵合與超聲波壓焊
文章出處:【微信號(hào):bdtdsj,微信公眾號(hào):中科院半導(dǎo)體所】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
超聲波測(cè)厚儀的技術(shù)原理和應(yīng)用場(chǎng)景
超聲波換能器:原理與多領(lǐng)域應(yīng)用解析
超聲波單片機(jī)超聲波單片機(jī)超聲波單片機(jī)超聲波單片機(jī)超聲波單片機(jī)超聲波
求助超聲波液位計(jì)技術(shù)方面問題!
超聲波塑料焊接與超聲波金屬焊接的不同點(diǎn)
基于STM32超聲波測(cè)距設(shè)計(jì)的合集
超聲波傳感應(yīng)用于無人機(jī)著陸技術(shù)解析
超聲波液位計(jì)的作用及原理
超聲波電機(jī)是什么?

常見超聲波塑焊缺陷的處理方法
簡(jiǎn)述超聲波焊接原理及超聲波技術(shù)應(yīng)用
什么是引線鍵合?芯片引線鍵合保護(hù)膠用什么比較好?



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論