") 鍵合絲焊接質(zhì)量控制說明
鍵合絲焊接質(zhì)量控制說明

本文重點圍繞焊點機械性能指標的測試方法和判定標準,介紹了焊點測試、過程能力指數(shù)以及焊接不良的分析。
鍵合絲焊接質(zhì)量控制鍵合絲焊接質(zhì)量的控制需綜合考慮焊點的機械性能指標、測試方法和判定標準。通過合理的測試方法和抽樣檢驗策略,可以確保焊接質(zhì)量滿足產(chǎn)品可靠性和穩(wěn)定性的要求。
1 焊點測試
焊點質(zhì)量考量
要評估焊點的質(zhì)量是否達標,主要關(guān)注其機械性能指標,如焊接強度和焊接有效面積。電阻率和電感寄生參數(shù)雖也重要,但除特殊高頻產(chǎn)品外,通常不作為常規(guī)考量。
焊接機械特性
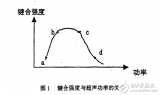
焊接強度:通過焊點拉力和推力測試來評估。拉力測試衡量焊線在拉伸方向上的承載能力,而推力測試則檢查焊點的抗剪應(yīng)力強度。
焊接有效面積:通過快速拉扯掉焊點后觀察殘余面積和被焊母材的結(jié)合情況來確認。在金線和銅線情況下,觀察IMC(金屬間化合物)結(jié)合面積;在鋁線情況下,觀察鋁殘留面積。
焊點拉力測試(BPT)
基本原理:使用鉤子在焊線中間或某一不固定位置施加拉力,直至焊線拉斷。讀出拉斷時的拉力值,作為焊點拉力強度特性的表征。
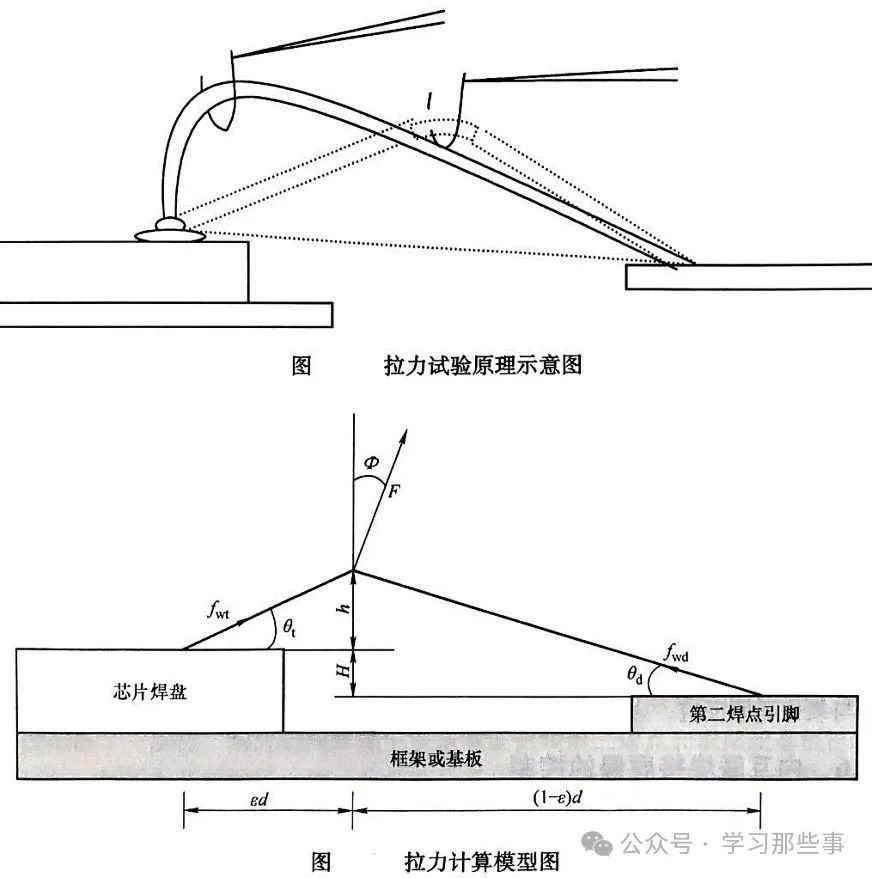
數(shù)學問題:G.G. Haman的論著中描述了一個拉力計算模型,考慮了鉤子位置、角度、焊點位置、弧高等因素。通過計算,可以找到使拉力值最大的鉤子位置。
焊點推力測試
目的:檢查焊點的抗剪應(yīng)力強度和焊接結(jié)合面的面積。抗剪應(yīng)力強度測試模擬了元器件在經(jīng)歷高低溫循環(huán)或環(huán)境溫度巨變時的應(yīng)力應(yīng)變情況。
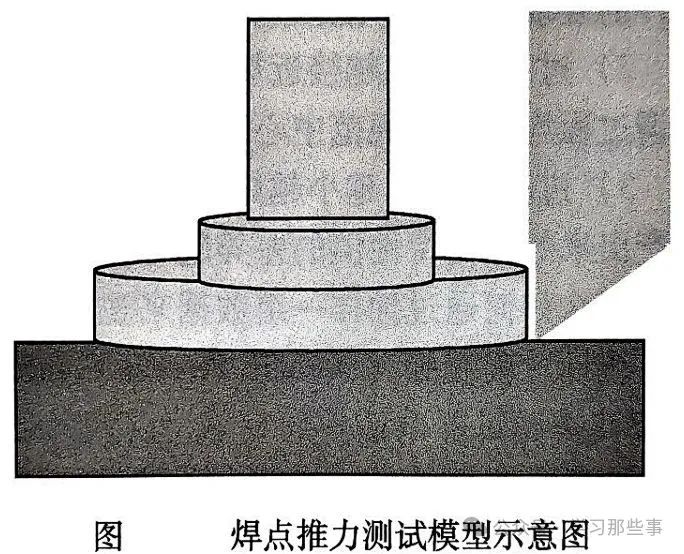
測試模型:以金線球焊模型為例,抗剪應(yīng)力強度SS與推力SF和球面直徑D有關(guān)。通過測量推力SF和球面直徑D,可以計算出抗剪應(yīng)力強度SS。
抽樣檢驗
必要性:由于焊點強度的表征是破壞性測試,實際生產(chǎn)中無法全面測試。因此,采用抽樣檢驗的方法來檢查一批產(chǎn)品的焊接特性。
數(shù)學統(tǒng)計原理:確定抽樣樣本量時,需考慮線材種類、直徑、可接受強度值等因素。設(shè)定測量值的下限,低于此值則判定為不合格。對于異常高的數(shù)值,需檢查測量過程并排除異因。
判定標準
可接受強度值:根據(jù)線材種類和直徑確定。以125μm直徑的鋁線為例,其抗拉強度可接受值為40g,按JEDEC標準可滿足1000h 175℃條件下的工作可靠性要求。
異常處理:對于實測值遠大于可接受強度值的情況,需通過檢查測量過程和排除異因來確認數(shù)值的準確性。
2 過程能力指數(shù)和SPC的應(yīng)用
通過計算過程能力指數(shù)和應(yīng)用統(tǒng)計過程控制(SPC)技術(shù),我們可以有效地評估生產(chǎn)過程的穩(wěn)定性和可靠性,確保產(chǎn)品質(zhì)量符合規(guī)范要求。
接下來介紹,如何通過抽樣數(shù)據(jù)觀察過程能力并判斷整體質(zhì)量。
質(zhì)量的可靠性與過程能力
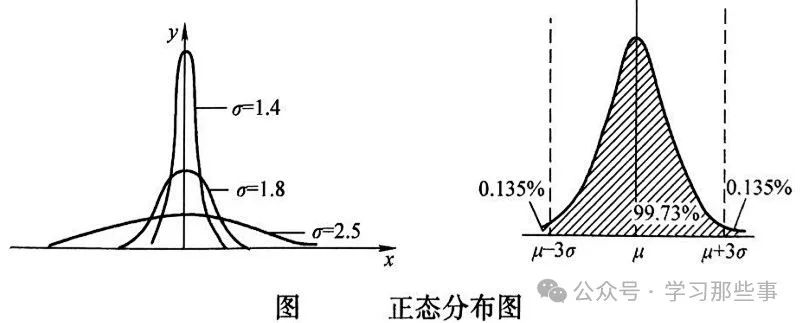
質(zhì)量的可靠性不僅依賴于單個測試的單元數(shù)值是否達到規(guī)范要求,更重要的是觀察整個生產(chǎn)過程是否穩(wěn)定。為了評估生產(chǎn)過程的穩(wěn)定性和可靠性,我們需要從一組數(shù)據(jù)中觀察數(shù)值的變化,了解特性的分布,并構(gòu)建一個分布的統(tǒng)計數(shù)學模型。
過程能力指數(shù)
工程上通常使用過程能力指數(shù)(如CPK)來表示過程滿足或達到規(guī)范的程度。過程能力指數(shù)的計算公式考慮了規(guī)范上限(USL)、過程均值(Mean)、規(guī)范下限(LSL)以及過程的標準差(σ)。過程能力指數(shù)取USL與Mean之差和Mean與LSL之差中較小的一個值,再除以3σ(假設(shè)過程符合正態(tài)分布)。
從過程能力指數(shù)的計算公式中,我們可以得出以下結(jié)論:
規(guī)范公差范圍:要使過程能力變大,規(guī)范的公差范圍越大越好。但規(guī)范的范圍通常由設(shè)計或客戶要求決定,不能任意擴大。
過程均值:過程的均值越接近規(guī)范的中心值越好,這時過程能力指數(shù)達到最大,即所謂“過程均值瞄準規(guī)范中心”。
過程波動:過程的波動越小越好,σ代表著過程的波動。這個值越小,意味著生產(chǎn)過程中產(chǎn)品特性值的差異越小,趨同化復(fù)制能力越強。
統(tǒng)計過程控制(SPC)
為了通過抽樣數(shù)據(jù)觀察過程能力并判斷整個過程的質(zhì)量,通常采用統(tǒng)計過程控制(SPC)技術(shù)。SPC的理論基礎(chǔ)是通過觀測抽樣的一組樣本數(shù)據(jù)來推斷總體的質(zhì)量水平(過程能力)。
控制圖:通過收集樣本數(shù)據(jù)并制作控制圖,可以給工程技術(shù)人員提供數(shù)據(jù)信息,讓過程能力和實際表現(xiàn)得到圖示化和數(shù)據(jù)化顯示。控制圖能夠幫助識別生產(chǎn)過程中的異常波動,從而及時采取措施進行改進。
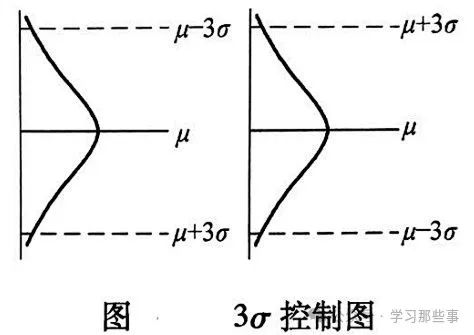
休哈特控制圖原則
休哈特控制圖是統(tǒng)計過程控制(SPC)中的重要工具,其四項基本原則如下:
控制界限:上控制限(UCL)和下控制限(LCL)分別為均值(μ)加上和減去三倍的標準差。
計算控制界限:在計算三倍標準差的控制界限時,只能使用各不同時段分布統(tǒng)計的平均值,以確保控制圖的穩(wěn)定性和準確性。
抽樣方法與數(shù)據(jù)組群:合理的抽樣方法和數(shù)據(jù)組群方式是休哈特控制圖的概念基礎(chǔ)。抽樣應(yīng)隨機且具有代表性,以確保控制圖能夠真實反映生產(chǎn)過程的實際情況。
利用控制圖知識:工程技術(shù)人員應(yīng)通過觀察控制圖上的點分布,利用控制圖,及時發(fā)現(xiàn)生產(chǎn)過程中的異常波動,并采取相應(yīng)的措施進行改進。
3 焊接不良分析
焊接質(zhì)量判定
焊接質(zhì)量的判定不僅依賴于可測量的破壞性試驗收集的特性數(shù)據(jù),還需要考慮焊接規(guī)范是否適當。常見的焊接質(zhì)量判定方法包括:
破壞性試驗:通過拉力測試、推力測試等破壞性試驗,收集焊點的機械性能指標數(shù)據(jù),以評估焊接質(zhì)量。
觀察焊接部位:使用強堿溶液腐蝕掉芯片表面的金屬層(通常是鋁),觀察施加焊點的部位下方有無彈坑、裂紋等損傷,以判斷焊接質(zhì)量是否合格。
焊接夾具與夾持方法
由于超聲波壓焊的本質(zhì)是通過高頻的超聲振動促使焊接材料與芯片或框架基板表面金屬產(chǎn)生摩擦,形成金屬間原子間的結(jié)合(金屬鍵),因此焊接的夾具和夾持方法非常重要。對焊接夾具的要求包括:
夾持力度:夾持力度應(yīng)適中,既不過緊也不過松。過緊可能導(dǎo)致摩擦不充分,焊點未形成塑性變形;過松則可能使摩擦的接觸面失控,造成焊點過分變形或芯片彈坑損傷。
夾具質(zhì)量:對壓板、壓爪等夾具的質(zhì)量、形狀、耐磨性和機械強度都有一定的要求,以確保焊接過程的穩(wěn)定性和可靠性。
焊接不良分析
常見的焊接不良包括焊點脫落、焊點疲勞斷裂、彈坑損傷、焊接短路、線倒伏等。為了分析這些不良現(xiàn)象的原因,工程技術(shù)人員可以使用魚骨圖等工具進行根本原因分析。
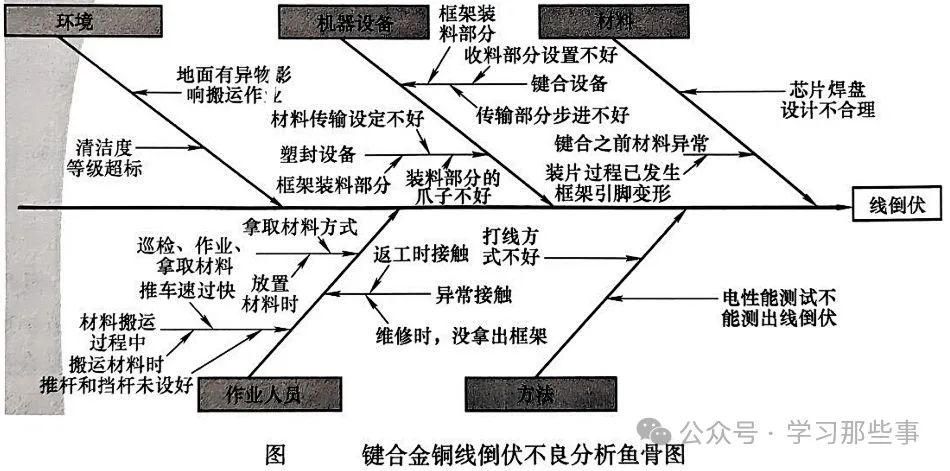
例如,針對鍵合金銅線倒伏不良的分析,可以從人、機、料、法、環(huán)等方面入手,找出可能導(dǎo)致不良現(xiàn)象的根本原因,并采取相應(yīng)的措施進行改進。
-
測試
+關(guān)注
關(guān)注
9文章
6203瀏覽量
131367 -
焊接
+關(guān)注
關(guān)注
38文章
3563瀏覽量
63235 -
焊點
+關(guān)注
關(guān)注
0文章
149瀏覽量
13332
原文標題:鍵合絲焊接質(zhì)量控制
文章出處:【微信號:bdtdsj,微信公眾號:中科院半導(dǎo)體所】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
銅線鍵合設(shè)備焊接一致性探索

鋁硅絲超聲鍵合引線失效分析與解決
數(shù)據(jù)質(zhì)量控制在制絲生產(chǎn)線的應(yīng)用
集成電路封裝中的引線鍵合技術(shù)

不同狀態(tài)的SiAl絲對鍵合點根部損傷的影響和基礎(chǔ)工作
如何對波峰焊接進行質(zhì)量控制,從哪兩方面出發(fā)
如何對PCBA波峰焊接進行質(zhì)量控制
激光焊接工藝的質(zhì)量控制方法
改變游戲規(guī)則:銀鍵合絲在電子制造中的崛起

自動焊接技術(shù)的質(zhì)量控制與效率提升

微電子封裝用Cu鍵合絲,挑戰(zhàn)與機遇并存

恒壓焊接質(zhì)量控制儀的應(yīng)用與優(yōu)勢分析

提高鍵合晶圓 TTV 質(zhì)量的方法



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論