 SMT回流焊溫度解析之錫膏焊接特性
SMT回流焊溫度解析之錫膏焊接特性

SMT回流焊工藝簡介
SMT回流焊工藝是通過重新熔化預先分配到印制板焊盤上的膏狀軟釬焊料,實現表面組裝元器件焊端或引腳與印制板焊盤之間機械與電氣連接的軟釬焊。
本篇文章通過焊接概述、焊接機理兩方面對回流工藝中的錫膏焊接特性進行介紹。
焊接概述
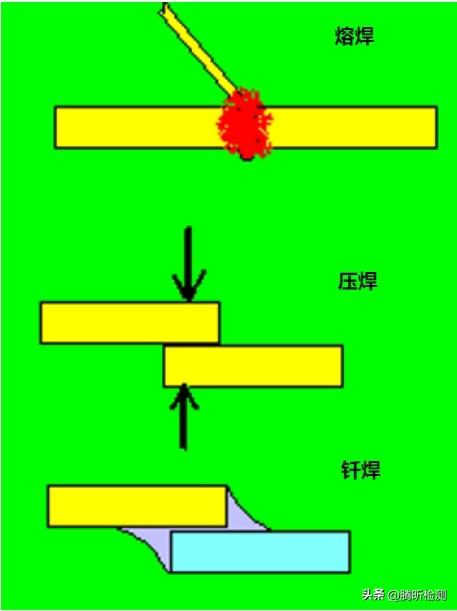
一、焊接種類
焊接根據操作方式的不同分為熔焊、壓焊以及釬焊。其中焊接溫度低于450℃的焊接統稱為軟釬焊,回流焊接屬于軟釬焊的一種。
二、焊接過程
主要焊接流程為:表面清潔——焊件加熱——熔錫潤濕——擴散結合層——冷卻后形成焊點。
在焊接過程中,焊接金屬表面(母材,以Cu為例)、助焊劑、熔融焊料之間相互作用,會涉及到部分物理化學變化——
1、助焊劑與母材的反應
(1)松香去除氧化膜
(2)溶融鹽去除氧化膜
(3)母材被溶蝕
(4)助焊劑中的金屬鹽與母材進行置換反應。
2、助焊劑與焊料的反應:還原反應、活化反應、氧化。
3、焊料與母材的反應:潤濕、擴散、溶解、冶金結合,形成結合層。
焊接機理
熔融的焊料在經過助焊劑凈化的金屬表面上進行浸潤、發生擴散、溶解、冶金結合,在焊料和被焊接金屬表面之間生成焊縫,冷卻后使焊料凝固,形成焊點。
焊點的抗拉強度與金屬間結合層的結構和厚度有關。
1、潤濕
潤濕是焊接的首要條件,焊點的最佳潤濕角θ為Cu——Pb/Sn 15~45 °;當θ=0°時,完全潤濕;當θ=180°時,完全不潤濕。
(潤濕角θ = 焊料和母材之間的界面與焊料表面切線之間的夾角)
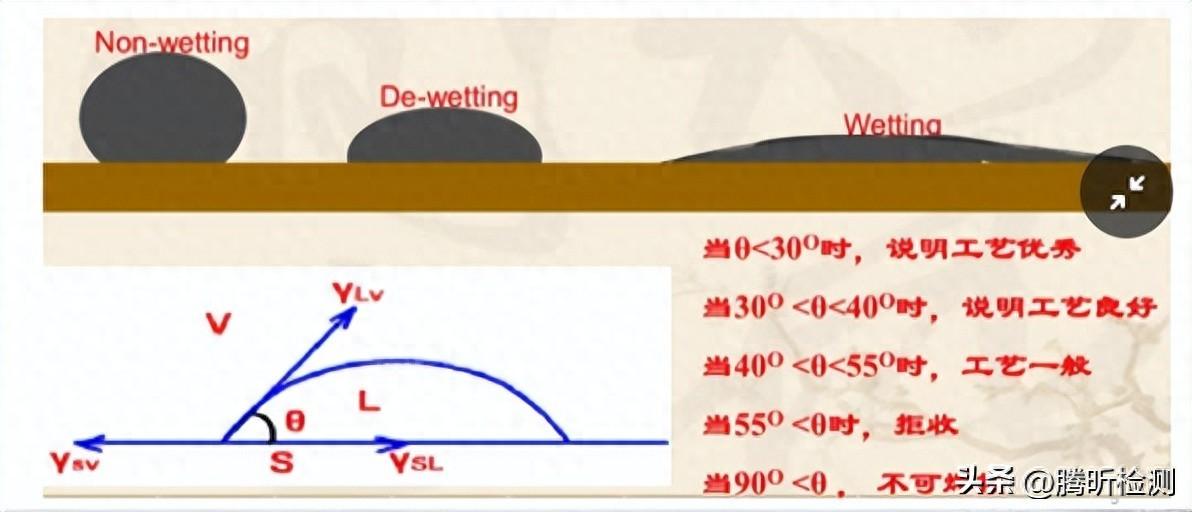
潤濕條件:
(a)液態焊料與母材之間有良好的親和力,能互相溶解。互溶程度取決于原子半徑和晶體類型,因此潤濕是物質固有的性質。
(b)液態焊料與母材表面清潔,無氧化層和其它污染物。
2、表面張力
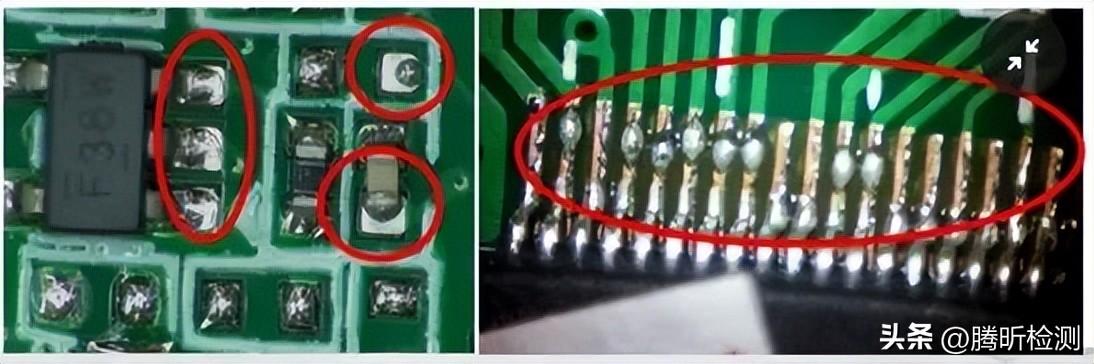
表面張力使再流焊工藝對貼裝精度要求比較寬松,比較容易實現高度自動化與高速度。當焊膏達到熔融溫度時,在平衡的表面張力的作用下,會產生自定位效應(selfalignment)。
如果表面張力不平衡,焊接后會出現元件位置偏移、吊橋、橋接、等焊接缺陷。
(自定位效應:由于熔融焊料表面張力的作用,回流焊能在焊接時能將微小偏差自動糾正,使元器件固定在正確的位置上。)
3、毛細管作用
在軟釬焊過程中,要獲得優質的釬焊接頭,需要液態釬料能夠充分流入到兩個焊件的縫隙中。
回流流焊時,毛細作用能夠促進元件焊端底面與PCB焊盤表面之間液態焊料的流動。
液態焊料在粗糙的金屬表面也存在毛細管現象,有利于液態焊料沿著粗糙凹凸不平的金屬表面鋪展、浸潤,因此毛細管現象利于焊接 。
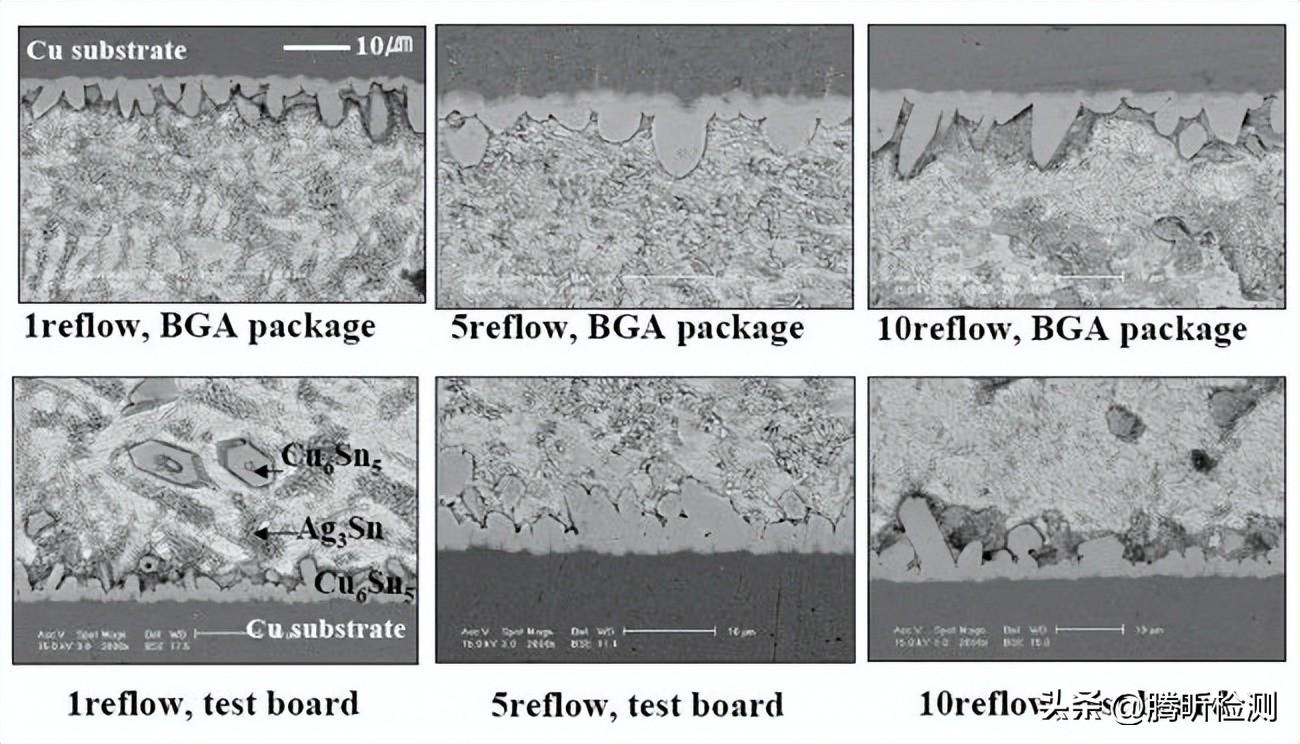
4、擴散
擴散條件:金屬表面清潔,無氧化層和其它雜質,兩塊金屬原子間才會發生引力,且在一定溫度下金屬分子才具有動能。
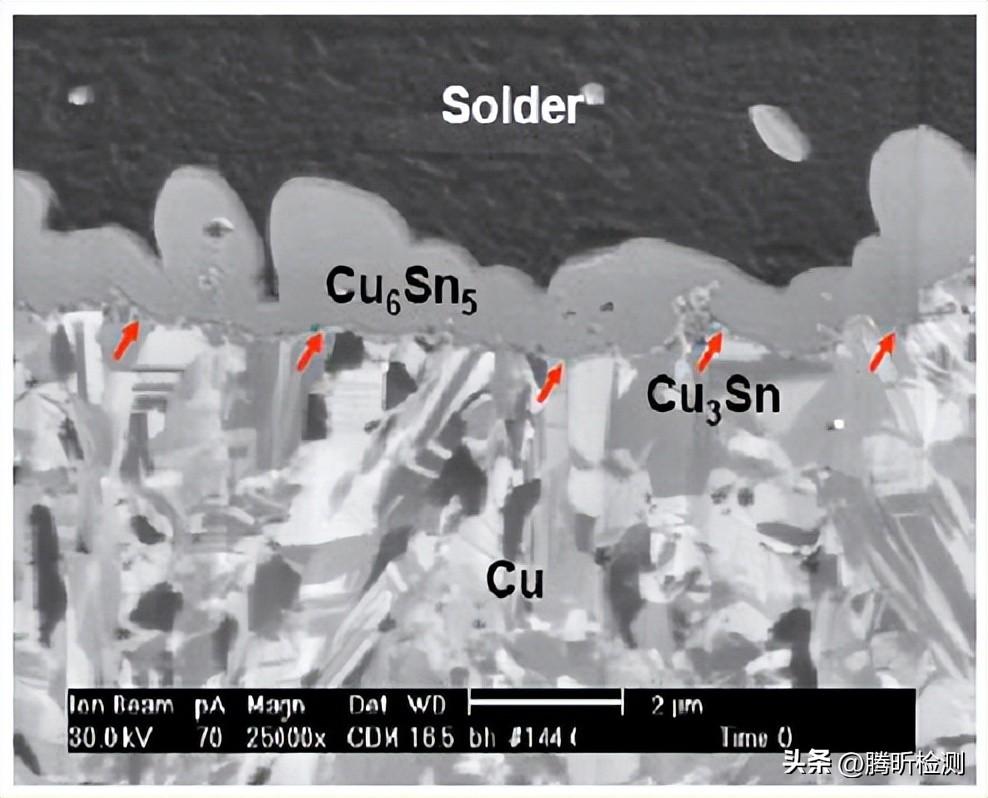
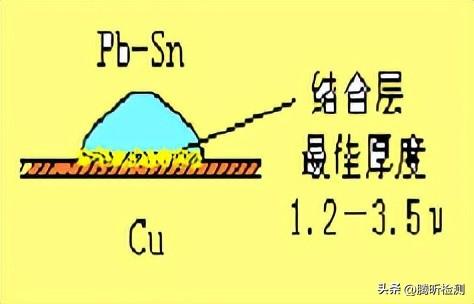
錫-銅合金層
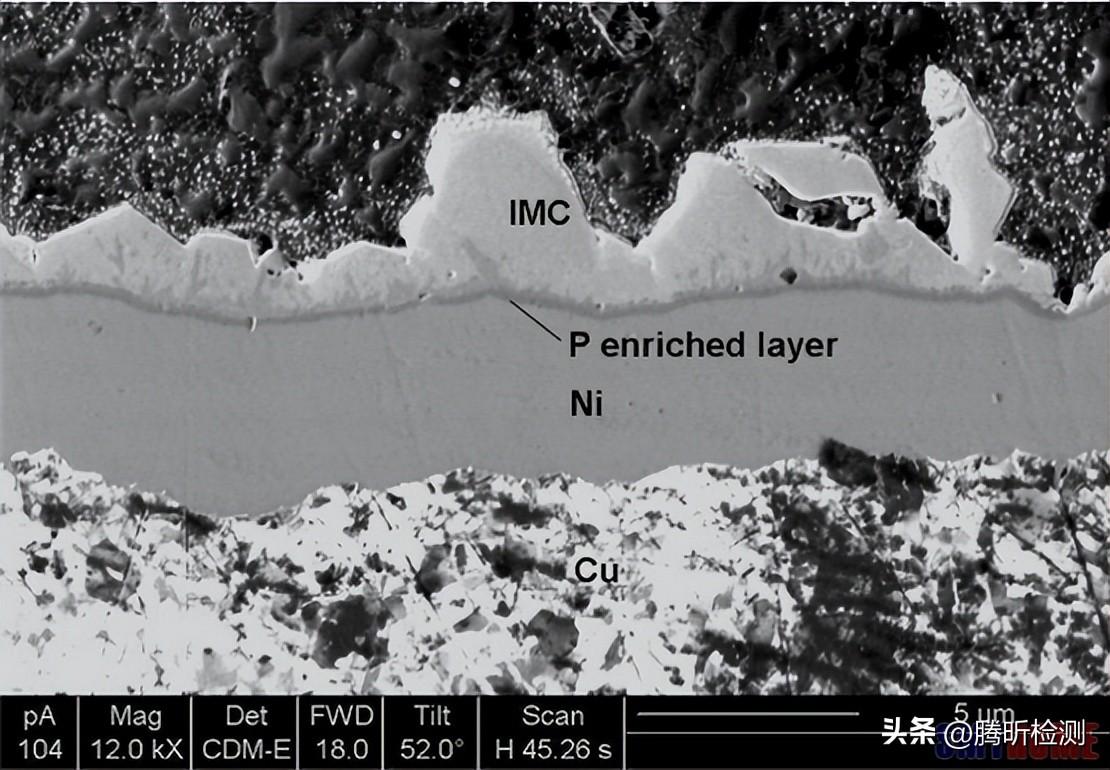
錫-鎳合金層
金屬間結合層的厚度與抗拉強度的關系:
◆ 厚度為0.5μm時抗拉強度最佳;
◆ 0.5~4μm時的抗拉強度可接受;
◆ <0.5μm時,由于金屬間合金層太薄,幾乎沒有強度;
◆ >4μm時,由于金屬間合金層太厚,使連接處失去彈性,由于金屬間結合層的結構疏松、發脆,也會使強度小。
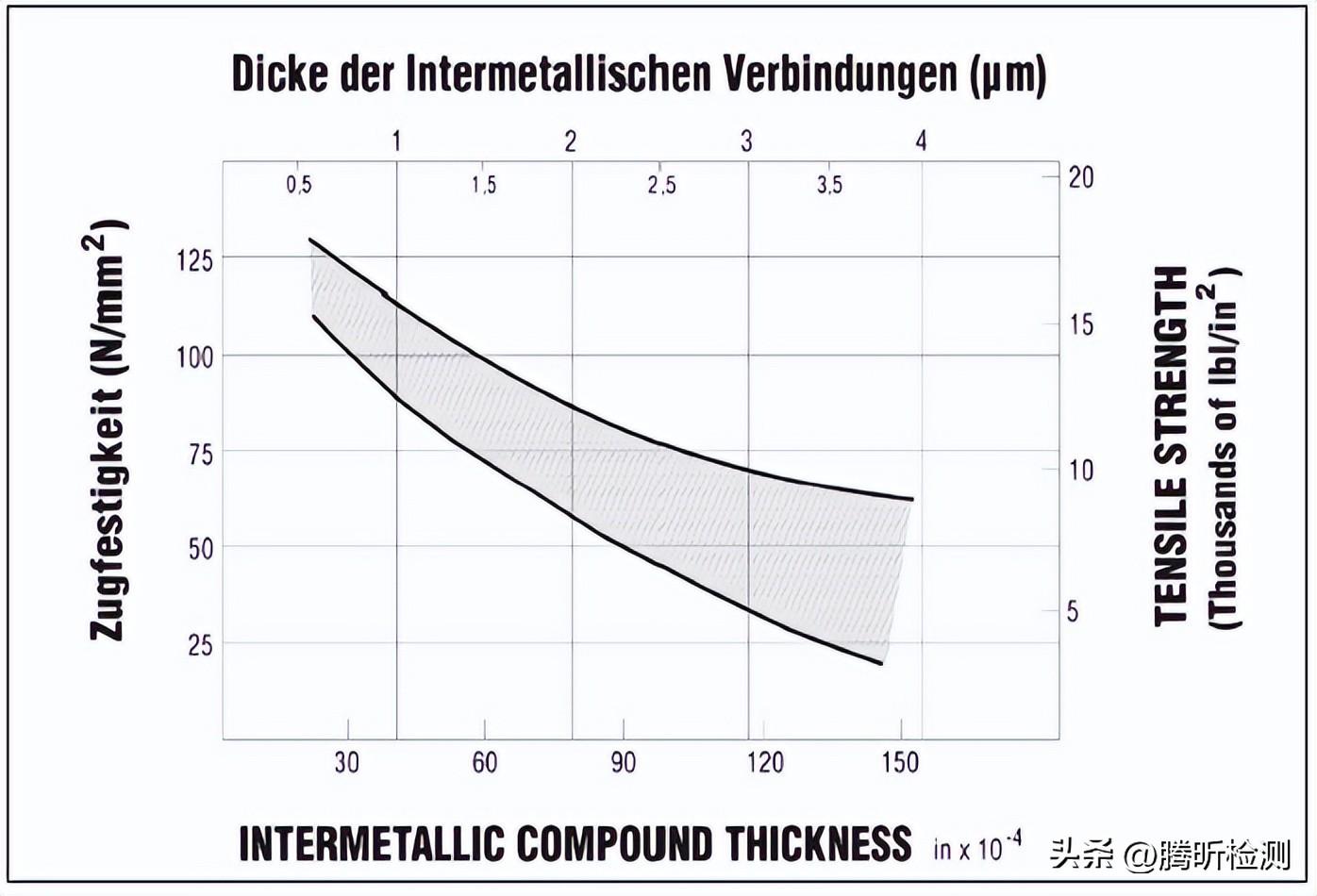
金屬間結合層厚度(μm)
金屬間結合層厚度與抗拉強度的關系
金屬間結合層的質量與厚度與以下因素有關:
◆ 焊料的合金成份和氧化程度;
◆ 助焊劑質量(凈化表面,提高浸潤性);
◆ 被焊接金屬表面的氧化程度;
◆ 焊接溫度和焊接時間:焊點和元件受熱的熱量隨溫度和時間的增加而增加,金屬間結合層的厚度與焊接溫度和時間成正比。
總結
錫膏焊接是SMT回流工藝中的重要環節之一,操作不當可能會對產品的性能及可靠性產生負面影響,需要注意過程中對溫度的控制和質量要求。
后續將以專欄的形式繼續分享SMT回流焊溫度解析相關內容,敬請關注。
騰昕檢測有話說:
本篇文章介紹了SMT回流焊溫度解析之錫膏焊接特性。如需轉載本篇文章,后臺私信獲取授權即可,感謝支持!
騰昕檢測將繼續分享關于PCB/PCBA、汽車電子及相關電子元器件失效分析、可靠性評價、真偽鑒別等方面的專業知識。如您有相關檢測需求,歡迎致電咨詢!
了解更多可點擊進入官網"廣東騰昕檢測技術有限公司",歡迎各位致電咨詢~
審核編輯 黃宇
-
焊接
+關注
關注
38文章
3563瀏覽量
63233 -
smt
+關注
關注
45文章
3188瀏覽量
76286 -
錫膏
+關注
關注
1文章
991瀏覽量
18261 -
回流焊
+關注
關注
14文章
540瀏覽量
18559 -
PCB
+關注
關注
1文章
2308瀏覽量
13204
發布評論請先 登錄
SMT車間錫膏印刷5大缺陷解析
解決SMT回流焊開裂:高溫錫膏的優勢與應用技巧
SMT鋼網設計指南:讓錫膏精準落位的秘密
無鹵錫膏與無鉛錫膏有什么不同,哪個更好?

多溫區可變建模的SMT回流焊溫度曲線智能仿真方法研究

回流焊問題導致SMT產線直通率下降,使用我司回流焊后改善的案例

SMT貼片加工常見缺陷排查:哪些是錫膏“惹的禍”,如何精準解決?
錫膏使用50問之(41-42):印刷機刮刀局部缺錫、回流焊峰值溫度過高如何處理?
激光錫膏vs普通錫膏:誰才是精密焊接的未來答案?
倒裝 LED?芯片焊點總 “冒泡”?無鉛錫膏空洞難題如此破!



 工商網監
工商網監
評論